You might also like
- Se-Pn-12 Panel Load Schedule - 12 (Cp-Fac-4)Document1 pageSe-Pn-12 Panel Load Schedule - 12 (Cp-Fac-4)Văn VươngNo ratings yet
- New Operator PanelsDocument6 pagesNew Operator PanelstribulacaoNo ratings yet
- Ocp-100 Operation Us 01Document46 pagesOcp-100 Operation Us 01Javier Sanchez SanchezNo ratings yet
- Se-Pn-10 Panel Load Schedule - 10 (Cp-Fac-2)Document1 pageSe-Pn-10 Panel Load Schedule - 10 (Cp-Fac-2)Văn VươngNo ratings yet
- Savage 120Document14 pagesSavage 120h45xlmNo ratings yet
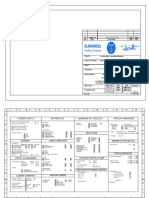
- Piping and Instrumentation DrawingDocument1 pagePiping and Instrumentation Drawingeke23No ratings yet
- Autoranging Combiscope pm3370bDocument478 pagesAutoranging Combiscope pm3370bjohn doeNo ratings yet
- Reference CardDocument1 pageReference CardPhạm VũNo ratings yet
- Boiler Check ListDocument21 pagesBoiler Check ListKiran Kumar PatraNo ratings yet
- VSX 518 KDocument94 pagesVSX 518 KSai R-JAgNo ratings yet
- Icon A5 - ChecklistDocument1 pageIcon A5 - ChecklistXBox AviationNo ratings yet
- Se-Pn-11 Panel Load Schedule - 11 (Cp-Fac-3)Document1 pageSe-Pn-11 Panel Load Schedule - 11 (Cp-Fac-3)Văn VươngNo ratings yet
- Well Pad Assessment ChecklistDocument1 pageWell Pad Assessment ChecklistMukhlasinNo ratings yet
- Murray 18,5hp Contituação PDFDocument20 pagesMurray 18,5hp Contituação PDFnarciso84traninNo ratings yet
- Hyundai Santa Fe Power Mirror Circuit DiagramDocument2 pagesHyundai Santa Fe Power Mirror Circuit DiagramAlberto AbarcaNo ratings yet
- Application for EE/Aux/POS entry and work permit flow chartDocument1 pageApplication for EE/Aux/POS entry and work permit flow chartJose Mari BarrogaNo ratings yet
- Manual de Usuario Lanzar VIBE 416 (9 Páginas)Document1 pageManual de Usuario Lanzar VIBE 416 (9 Páginas)victorNo ratings yet
- 150hp - Star-Delta With AtsDocument1 page150hp - Star-Delta With Atsoperaciones4.iacolNo ratings yet
- Eng / Apu Fire Detection/ Extinguishing Wheelwell Fire DetectionDocument1 pageEng / Apu Fire Detection/ Extinguishing Wheelwell Fire DetectionMuhammed MudassirNo ratings yet
- Service Training: Backhoe Loaders All Wheel SteerDocument7 pagesService Training: Backhoe Loaders All Wheel SteerMahmmod Al-QawasmehNo ratings yet
- Motor control panel technical drawingDocument14 pagesMotor control panel technical drawingaleem ycNo ratings yet
- AVR-2105 885S-OM WebZ2Correction3 OwnersmanualDocument82 pagesAVR-2105 885S-OM WebZ2Correction3 OwnersmanualDCGBNo ratings yet
- PP21H42 Lawn Tractor Repair ManualDocument20 pagesPP21H42 Lawn Tractor Repair ManualMartina Lucia MESSINANo ratings yet
- Hoarding Silt Trap-1: Guard HouseDocument1 pageHoarding Silt Trap-1: Guard HouseAkmarn MakmurNo ratings yet
- Cortadora de Cesped PoulanDocument40 pagesCortadora de Cesped PoulanAlejandro ValenzuelaNo ratings yet
- Corvette/Hammerhead Class Space: Rendili StardriveDocument1 pageCorvette/Hammerhead Class Space: Rendili StardriveDan ChristensenNo ratings yet
- Cement EvaluationDocument19 pagesCement EvaluationDiego PalaciosNo ratings yet
- Manual Onkyo - Drc500Jp-SmDocument56 pagesManual Onkyo - Drc500Jp-SmAugus BeCaNo ratings yet
- D - EMERGENCY PROCEDURESDocument21 pagesD - EMERGENCY PROCEDURESefendi kaptanNo ratings yet
- VSX 919 VKDocument146 pagesVSX 919 VKmaibac3300No ratings yet
- Instruction Manual: Power Factor Controller T406D, T412DDocument4 pagesInstruction Manual: Power Factor Controller T406D, T412DJuanma RojasNo ratings yet
- Card Control Unit Ac:: Capacity:: AreaDocument2 pagesCard Control Unit Ac:: Capacity:: AreaMitra GlobalindoNo ratings yet
- Honda Fit GD1/GD2 Charging SystemDocument1 pageHonda Fit GD1/GD2 Charging SystemtroublezaurNo ratings yet
- Instrumentation Upgrade BrochureDocument2 pagesInstrumentation Upgrade BrochurebnzelectricianshopNo ratings yet
- C EMERGENCY PROCEDURESDocument16 pagesC EMERGENCY PROCEDURESefendi kaptanNo ratings yet
- Step A Service at Normal Flush: Roi-EtDocument28 pagesStep A Service at Normal Flush: Roi-Etapi-19731078No ratings yet
- Evektor Pre-Flight ChecklistDocument4 pagesEvektor Pre-Flight ChecklistdonerekmekNo ratings yet
- Repair Parts Manual: MODEL NO. 42L13G60X8A (96012007700) Lawn TractorDocument20 pagesRepair Parts Manual: MODEL NO. 42L13G60X8A (96012007700) Lawn Tractornarciso84traninNo ratings yet
- CRUISE CONTROL - Honda Civic Hybrid 2005 - SYSTEM WIRING DIAGRAMSDocument3 pagesCRUISE CONTROL - Honda Civic Hybrid 2005 - SYSTEM WIRING DIAGRAMSbazucaNo ratings yet
- Kuat Drive Yards Arquitens-Class Light Cruiser SpecsDocument1 pageKuat Drive Yards Arquitens-Class Light Cruiser SpecsDan ChristensenNo ratings yet
- A319.20.21 Checklist SierraDocument3 pagesA319.20.21 Checklist SierraLuiz SantosNo ratings yet
- X56 - Throttle - PDF A4-CDocument2 pagesX56 - Throttle - PDF A4-CCarlos JimenezNo ratings yet
- Pioneer vsx-418 SM PDFDocument93 pagesPioneer vsx-418 SM PDFVasile GoraNo ratings yet
- Snag List For 142041Document4 pagesSnag List For 142041kassa hilemnehNo ratings yet
- Pioneer VSX 518 K S Rrv3707 SMDocument94 pagesPioneer VSX 518 K S Rrv3707 SMJose FernandezNo ratings yet
- Ukv PRD A320 Checklist v4Document6 pagesUkv PRD A320 Checklist v4Szasa SzasaNo ratings yet
- Electrical Symbol Legend: Lighting Abbreviations Fire Alarm Devices Equipment Naming ConventionDocument1 pageElectrical Symbol Legend: Lighting Abbreviations Fire Alarm Devices Equipment Naming ConventionMuhammadSaadNo ratings yet
- Almagwa List of Activities R1 26112023Document4 pagesAlmagwa List of Activities R1 26112023Mohamed RizwanNo ratings yet
- Airbus A310 ChecklistDocument4 pagesAirbus A310 ChecklistJonathan NoriegaNo ratings yet
- Blank Key Sheet For Sam4S ER-5100 Paper Size: A4 Margins To The Paper Edge of The Image Are (According To The Image Upright Is TOP)Document1 pageBlank Key Sheet For Sam4S ER-5100 Paper Size: A4 Margins To The Paper Edge of The Image Are (According To The Image Upright Is TOP)António CoelhoNo ratings yet
- 747-400 Checklist - X-Plane 11Document2 pages747-400 Checklist - X-Plane 11Oliver KnapickNo ratings yet
- B787 Preflight and Normal Procedures ChecklistDocument4 pagesB787 Preflight and Normal Procedures ChecklistVansh Chavda100% (2)
- Aircraft Checklists - Aviator Virtual Airlines - A359 XWBDocument4 pagesAircraft Checklists - Aviator Virtual Airlines - A359 XWBFillipe LemesNo ratings yet
- King350 ChecklistDocument2 pagesKing350 ChecklistVinicyus MartinsNo ratings yet
- Man2744 FF Nab Inst Comm SPX As4428Document112 pagesMan2744 FF Nab Inst Comm SPX As4428Phan Quốc TuấnNo ratings yet
- POSITIONDocument41 pagesPOSITIONRomy RizkyNo ratings yet
- CP1 Modbus TCP AdapterDocument2 pagesCP1 Modbus TCP AdapterRomy RizkyNo ratings yet
- Origin ServoDocument2 pagesOrigin ServoRomy RizkyNo ratings yet
- Moulded Gantry FlowchartDocument3 pagesMoulded Gantry FlowchartRomy RizkyNo ratings yet
- Start MO CG G A2: YES NODocument9 pagesStart MO CG G A2: YES NORomy RizkyNo ratings yet
- Operation Manual: Position Control UnitsDocument406 pagesOperation Manual: Position Control UnitsRomy RizkyNo ratings yet
- CJ1W TCDocument117 pagesCJ1W TCBayu S PribadiNo ratings yet
- Gantry and Press Machine Operation GuideDocument49 pagesGantry and Press Machine Operation GuideRomy RizkyNo ratings yet
- CJ1W TCDocument117 pagesCJ1W TCBayu S PribadiNo ratings yet
- Operation Manual: Position Control UnitsDocument406 pagesOperation Manual: Position Control UnitsRomy RizkyNo ratings yet
- Minas-A5-2 Manu e PDFDocument512 pagesMinas-A5-2 Manu e PDFRoland von KurnatowskiNo ratings yet
- International Journal of Heat and Mass Transfer: Xiaoyuan Wang, Yinfeng Wang, Haijun Chen, Yuezhao ZhuDocument12 pagesInternational Journal of Heat and Mass Transfer: Xiaoyuan Wang, Yinfeng Wang, Haijun Chen, Yuezhao ZhuRomy RizkyNo ratings yet
- Cj1w-Tc Ds Csm1622Document15 pagesCj1w-Tc Ds Csm1622Romy RizkyNo ratings yet
- Minas-A5-2 Manu e PDFDocument512 pagesMinas-A5-2 Manu e PDFRoland von KurnatowskiNo ratings yet
- Corus: Gas Volume ConverterDocument4 pagesCorus: Gas Volume ConverterMaulana KahirawanNo ratings yet
- Cj1w-Tc Ds Csm1622Document15 pagesCj1w-Tc Ds Csm1622Romy RizkyNo ratings yet
- Connect Itron CORUS Gas Meter to WatticsDocument6 pagesConnect Itron CORUS Gas Meter to WatticsBladimir FuneralNo ratings yet
- Volume of Fluid (VOF) Method For The Dynamics of Free BoundariesDocument25 pagesVolume of Fluid (VOF) Method For The Dynamics of Free Boundariesmkm_350No ratings yet
- Ciena Profile and Product 24082020Document53 pagesCiena Profile and Product 24082020Romy RizkyNo ratings yet
- Manual RS485 CorusDocument20 pagesManual RS485 CorusVlad-Mihai Mazilu60% (5)
- Report1: ID Route Plan ActualDocument3 pagesReport1: ID Route Plan ActualRomy RizkyNo ratings yet
- Factors Affecting Thermosyphon Performance - A Review of StudiesDocument10 pagesFactors Affecting Thermosyphon Performance - A Review of StudiesRomy RizkyNo ratings yet
- Solenvis SL79 Itron Corus Gas Volume ConverterDocument4 pagesSolenvis SL79 Itron Corus Gas Volume ConverterRomy RizkyNo ratings yet
- CFD Analysis of Two Phase Flow in a Thermosyphon for Passive Heat RemovalDocument4 pagesCFD Analysis of Two Phase Flow in a Thermosyphon for Passive Heat RemovalRomy RizkyNo ratings yet
- RCT Enhanced Quality with Touch of StyleDocument12 pagesRCT Enhanced Quality with Touch of StyleKhay SaadNo ratings yet
- Thermal PrecipitatorDocument12 pagesThermal PrecipitatorRomy RizkyNo ratings yet
- Rab EMak Puri Gambar A 1Document2 pagesRab EMak Puri Gambar A 1Romy RizkyNo ratings yet
- Save Over $7M Automating Tests with TestCompleteDocument1 pageSave Over $7M Automating Tests with TestCompleteviku21No ratings yet
- Chapter-1: Computer Applications in Power SystemDocument15 pagesChapter-1: Computer Applications in Power SystembrukNo ratings yet
- Microcontroller Course GuideDocument4 pagesMicrocontroller Course GuideRafidah RamlyNo ratings yet
- HDFS Block Size and Mappers in MapReduceDocument29 pagesHDFS Block Size and Mappers in MapReduceDeep DasNo ratings yet
- ABB - Profibus ControllerDocument62 pagesABB - Profibus ControllerAbraham Cisneros GarcíaNo ratings yet
- Embedded Projects ListDocument9 pagesEmbedded Projects ListAishwarya AishwaryaNo ratings yet
- UltraSync BLUE - Timecode Over Bluetooth - Timecode SystemsDocument8 pagesUltraSync BLUE - Timecode Over Bluetooth - Timecode SystemsANo ratings yet
- Zte Zxa10 c300Document95 pagesZte Zxa10 c300hannah8201100% (1)
- .. - Uploads - Question - Bank - Btech - 6sem - Cse - Model Test Paper11Document19 pages.. - Uploads - Question - Bank - Btech - 6sem - Cse - Model Test Paper11vishwaNo ratings yet
- Lecture6 ARMDocument50 pagesLecture6 ARMRohith ThurlapatiNo ratings yet
- 8085 Microprocessor ALP (12 and 13)Document7 pages8085 Microprocessor ALP (12 and 13)Yogendra KshetriNo ratings yet
- Troubleshooting ProfibusDocument5 pagesTroubleshooting Profibussteam100deg8229No ratings yet
- IGL-RA15 - Reference GuideDocument10 pagesIGL-RA15 - Reference GuideLwin PhyoNo ratings yet
- Config Openfiler For ESXDocument14 pagesConfig Openfiler For ESXTawan ChuroekNo ratings yet
- Maximo 75 LoggingDocument13 pagesMaximo 75 LoggingjaspergoldNo ratings yet
- Sukeerthi ResumeDocument3 pagesSukeerthi ResumesushmaNo ratings yet
- s7 200 Quick Reference Info enDocument6 pagess7 200 Quick Reference Info endangkhuyenmaiNo ratings yet
- Lecture Book Notes EDC EE18301Document299 pagesLecture Book Notes EDC EE18301rkar-7No ratings yet
- ADS7828 DataSheetDocument22 pagesADS7828 DataSheetEmanuel BaldisseraNo ratings yet
- USB Raptor Documentation v1.10Document29 pagesUSB Raptor Documentation v1.10Leopoldo TorresNo ratings yet
- Part I - Multiple-Choice Questions: Answer: DDocument62 pagesPart I - Multiple-Choice Questions: Answer: DKidus SeleshiNo ratings yet
- ECSS E ST 70 01C (16april2010)Document42 pagesECSS E ST 70 01C (16april2010)jsadachi100% (2)
- Turbo C EnvironmentDocument12 pagesTurbo C EnvironmentRohan SinghNo ratings yet
- Remote Monitoring and Control Unit REC 523: Technical Reference ManualDocument94 pagesRemote Monitoring and Control Unit REC 523: Technical Reference ManualngocanhvyNo ratings yet
- Communications Systems - PVA-4CR12 ControllerDocument4 pagesCommunications Systems - PVA-4CR12 ControllerLapciaNo ratings yet
- Oop Notes FinalDocument108 pagesOop Notes FinalPratik BhoyarNo ratings yet
- Baze de Date Prezent Si ViitorDocument16 pagesBaze de Date Prezent Si ViitorBogdan NegreaNo ratings yet
- FPGA Based Three-Phase Sinusoidal PWM CoDocument109 pagesFPGA Based Three-Phase Sinusoidal PWM Coh2oo2hNo ratings yet
- 5S-Approach To Improving Database Performance For DBA ManagersDocument6 pages5S-Approach To Improving Database Performance For DBA Managerscharanmann9165No ratings yet
- Open at Dynamic Programming With Lua TutorialDocument26 pagesOpen at Dynamic Programming With Lua TutorialMikhail MiguelNo ratings yet