You might also like
- PhuBia-WPS-AWS D1.1-8-6-2011Document3 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmack100% (1)
- WPS BhelDocument2 pagesWPS BhelpradhankruhsnaNo ratings yet
- WPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276Document20 pagesWPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276prod41567% (6)
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- PQR Format PDFDocument2 pagesPQR Format PDFHarshit Adwani100% (2)
- Concrete WorksDocument28 pagesConcrete WorksMohammad SayeedNo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- Method Statement For Tank Jack Lifting 2Document19 pagesMethod Statement For Tank Jack Lifting 2tomj910492% (37)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Enhanced Emir Flow Development PDFDocument58 pagesEnhanced Emir Flow Development PDFJagadish KgNo ratings yet
- Customer ProfilingDocument41 pagesCustomer ProfilingLea Bianca Quinto100% (1)
- WPQR No. 2016 02Document14 pagesWPQR No. 2016 02GANESH ANo ratings yet
- Welding Procedure Specification (WPS) (As Per EN / ISO 15609-1)Document1 pageWelding Procedure Specification (WPS) (As Per EN / ISO 15609-1)ramesh rajaNo ratings yet
- WPS For A333 ADocument1 pageWPS For A333 ARamzi BEN AHMED100% (1)
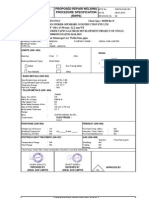
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- WPS SampleDocument6 pagesWPS SampleAshishNo ratings yet
- WPS GF170 As 1554.6Document1 pageWPS GF170 As 1554.6Syed Mahmud Habibur Rahman100% (1)
- WPS & PQR VVSPLDocument3 pagesWPS & PQR VVSPLBhargav BbvsNo ratings yet
- Seismic Design of Buried PipeDocument105 pagesSeismic Design of Buried Pipetnvish100% (4)
- Welding Procedure SpecificationDocument4 pagesWelding Procedure SpecificationBhargav BbvsNo ratings yet
- PhuBia-WPS-AWS D1.1-8-6-2011Document2 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmackNo ratings yet
- Tait+Programming+Adapter T500and AllDocument1 pageTait+Programming+Adapter T500and AllFloydiboy007No ratings yet
- WPS 7018+70S2Document8 pagesWPS 7018+70S2rajuNo ratings yet
- CAT 3500B Generator Electrical SystemDocument4 pagesCAT 3500B Generator Electrical Systemedcoo100% (7)
- Welding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin JasmirDocument3 pagesWelding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin Jasmirshahaljawaie87100% (2)
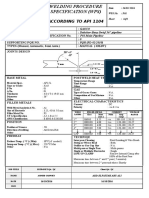
- Welding Procedure Specification (WPS) : According To Api 1104Document1 pageWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- WPS SampleDocument6 pagesWPS SampleAshishNo ratings yet
- fLOW 3265 PDFDocument1 pagefLOW 3265 PDFSureshNo ratings yet
- Project - 0x00. AirBnB Clone - The Console - ALX Africa IntranetDocument29 pagesProject - 0x00. AirBnB Clone - The Console - ALX Africa IntranetHector Vlad Itok100% (1)
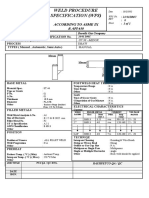
- Weld Procedure Specification (WPS) : According To Asme Ix &Document1 pageWeld Procedure Specification (WPS) : According To Asme Ix &Mina Roger SamyNo ratings yet
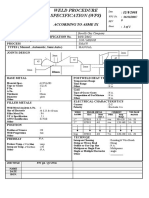
- Weld Procedure Specification (WPS) : According To Asme IxDocument1 pageWeld Procedure Specification (WPS) : According To Asme IxMina Roger Samy50% (2)
- Weld Procedure Specification (WPS) : According To Asme Ix &Document1 pageWeld Procedure Specification (WPS) : According To Asme Ix &Mina Roger SamyNo ratings yet
- PIPING WPS and PQRDocument5 pagesPIPING WPS and PQRshibaprasad0115No ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specifications (WPS) : AWS D1.1Document2 pagesWelding Procedure Specifications (WPS) : AWS D1.1BS AhnNo ratings yet
- Welding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeDocument1 pageWelding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeKishan ChauhanNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- APL HEC: Hearoon Engineering Company Welding Procedure Specification Asme Sec - IxDocument2 pagesAPL HEC: Hearoon Engineering Company Welding Procedure Specification Asme Sec - Ixmc160403810 Usman AliNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Preliminary - Welding Procedure Specification (WPS)Document1 pagePreliminary - Welding Procedure Specification (WPS)Rudi DaNo ratings yet
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- PQR - Gmaw BCCDocument2 pagesPQR - Gmaw BCCBasel MohammadNo ratings yet
- WPS NMB 001Document6 pagesWPS NMB 001mohamed nasserNo ratings yet
- PQR PDFDocument2 pagesPQR PDFNjoku ChijiokeNo ratings yet
- Procedure Qualification Record (PQR) : Annex N AWS D1.1/D1.1M:2010Document2 pagesProcedure Qualification Record (PQR) : Annex N AWS D1.1/D1.1M:2010Menad SalahNo ratings yet
- SS WPSDocument1 pageSS WPSMOHAMEDABBASNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- 07.3 111 FW ML PF WPS 20mm EngDocument1 page07.3 111 FW ML PF WPS 20mm EngViktorNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- PQR 3G Fcaw SF71Document3 pagesPQR 3G Fcaw SF71long phamNo ratings yet
- 07.4 111 FW ML PF WPS 20mm ENGDocument1 page07.4 111 FW ML PF WPS 20mm ENGViktorNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- PQR Saw ProcessDocument1 pagePQR Saw ProcessARUL ARON JOSENo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeDocument2 pagesWelding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeNuwan RanaweeraNo ratings yet
- Tz.O.R.C R.O. Project: Second and OtherDocument5 pagesTz.O.R.C R.O. Project: Second and Otherbehzad mohammadiNo ratings yet
- PQR FLow LineDocument2 pagesPQR FLow Linesar sarNo ratings yet
- Flow Element: Base Maximum Flow Normal Flow Property MethodDocument1 pageFlow Element: Base Maximum Flow Normal Flow Property MethodSureshNo ratings yet
- Fe-7151 Case 3 PDFDocument1 pageFe-7151 Case 3 PDFSureshNo ratings yet
- Fe-7151 Case 1 PDFDocument1 pageFe-7151 Case 1 PDFSureshNo ratings yet
- fLOW PDFDocument1 pagefLOW PDFSureshNo ratings yet
- Aic Asf PQR 0122Document2 pagesAic Asf PQR 0122AHMED MEDANYNo ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Letter of MotivationDocument4 pagesLetter of Motivationjawad khalidNo ratings yet
- 1Document812 pages1ericks79ericNo ratings yet
- Guidelines To Writing An Ethics Paper CourseraDocument5 pagesGuidelines To Writing An Ethics Paper CourserayogimgurtNo ratings yet
- Edo Bro Coe Cor Int XXX 013 038 039 Rev A Aluminium AnodesDocument7 pagesEdo Bro Coe Cor Int XXX 013 038 039 Rev A Aluminium AnodesErol DAĞNo ratings yet
- Airfoil SelectionMD90Document15 pagesAirfoil SelectionMD90OSCARDELTANo ratings yet
- Brazing of CTC CondutorDocument10 pagesBrazing of CTC Condutorsitam_nitj4202No ratings yet
- Dorn 200410 1 R03 HD048609-01Document6 pagesDorn 200410 1 R03 HD048609-01ShermanNo ratings yet
- 595 Reading Comprehension Passage 25 MCQ Test With Answers Yoga and The Use of MantrasDocument3 pages595 Reading Comprehension Passage 25 MCQ Test With Answers Yoga and The Use of MantrasDalga ÖzalNo ratings yet
- UK Professional Standards FrameworkDocument8 pagesUK Professional Standards FrameworkRohan DuttaNo ratings yet
- TM353 Block 2 Glossary Terms - Alphabetised ListDocument4 pagesTM353 Block 2 Glossary Terms - Alphabetised ListRobert Anderson100% (1)
- 7.7 Gantt Chart. Milestones, Tasks, Critical PathDocument5 pages7.7 Gantt Chart. Milestones, Tasks, Critical PathnikitaybhavsarNo ratings yet
- Front Desk Agent Cover Letter ExampleDocument4 pagesFront Desk Agent Cover Letter Examplepqakyjdkg100% (1)
- 15 Management Tree PowerpointDocument23 pages15 Management Tree PowerpointZoki JevtićNo ratings yet
- Syllabus Cet 362Document8 pagesSyllabus Cet 362dipinnediyaparambathNo ratings yet
- RankineDocument24 pagesRankinezhiwaNo ratings yet
- Waoo Wet 1 AutoDocument2 pagesWaoo Wet 1 AutoMuharrahmansyahNo ratings yet
- Cristeta Bagano Memorial High SchoolDocument2 pagesCristeta Bagano Memorial High SchoolLevi CorralNo ratings yet
- Extract of Results: Bachelor of Science (BS) in PhysicsDocument1 pageExtract of Results: Bachelor of Science (BS) in PhysicsHamza AyazNo ratings yet
- 189 1 2011 2013addendasupplementDocument42 pages189 1 2011 2013addendasupplementssk.smktradingNo ratings yet
- Kindergarten Skills Assessment Rubric: Math: Skills: The Skills Outlined Below Are Taken Directly From The Common CoreDocument2 pagesKindergarten Skills Assessment Rubric: Math: Skills: The Skills Outlined Below Are Taken Directly From The Common Coreapi-256520651No ratings yet
- Digital Integrated Circuits Syllabus'Document2 pagesDigital Integrated Circuits Syllabus'shiv123charanNo ratings yet
- 300+ TOP Engineering Mechanics Objective Questions & AnswersDocument24 pages300+ TOP Engineering Mechanics Objective Questions & AnswersramkumarNo ratings yet