You might also like
- Pump Foundation DesignDocument18 pagesPump Foundation DesignSourav92% (12)
- Design of Torque ArmDocument16 pagesDesign of Torque ArmRonak PanchalNo ratings yet
- Impco 2.0-2.2 NMHGLiftTrucksDocument20 pagesImpco 2.0-2.2 NMHGLiftTrucksmilton apraez100% (2)
- E4.3.1-2-3-4-5 - PTB-4-2019 PDFDocument17 pagesE4.3.1-2-3-4-5 - PTB-4-2019 PDFEdison CasallasNo ratings yet
- Floating Suction Calculation SampleDocument5 pagesFloating Suction Calculation Samplevenkateshwaran100% (1)
- uPVC Brochure 2nd Edition Interactive PDFDocument8 pagesuPVC Brochure 2nd Edition Interactive PDFOwenNo ratings yet
- National University of Singapore BU2483 Construction Technology 2Document14 pagesNational University of Singapore BU2483 Construction Technology 2Lasse Severin Bonde StouNo ratings yet
- Foto Alat - Alat QADocument6 pagesFoto Alat - Alat QATaufik HidayatNo ratings yet
- Wireline Core Barrel P-p3 LW Cam Latch - 34904 - 595x842Document10 pagesWireline Core Barrel P-p3 LW Cam Latch - 34904 - 595x842Abiot Tarekegn DagnewNo ratings yet
- Quadrant Ball Valve BrochureDocument2 pagesQuadrant Ball Valve BrochureHecthor Gomez BelloNo ratings yet
- Method Statement for Tugboat Berth Pile Driving (缺附件A)Document19 pagesMethod Statement for Tugboat Berth Pile Driving (缺附件A)Olugbemiga James OlalekanNo ratings yet
- Technische Dokumentation Technical Documentation: XOMOX Ball Valves Type Kva / KVL / KVKDocument28 pagesTechnische Dokumentation Technical Documentation: XOMOX Ball Valves Type Kva / KVL / KVKTonyNo ratings yet
- Tube ClampsDocument19 pagesTube ClampsMaheshNo ratings yet
- Buffer Vessel Foundation - LatestDocument39 pagesBuffer Vessel Foundation - LatestGautam DuttaNo ratings yet
- 2 3-8 DSI PAC Make Up TorqueDocument1 page2 3-8 DSI PAC Make Up Torqueعمر فلاتةNo ratings yet
- .. STDocs Tender TND 088754 172251Document243 pages.. STDocs Tender TND 088754 172251Bimal DeyNo ratings yet
- CO2 Condenser 02-03-2023-15 PMDocument37 pagesCO2 Condenser 02-03-2023-15 PMahmad santosoNo ratings yet
- POT Design R0Document9 pagesPOT Design R0VB665No ratings yet
- Design. Ref - Decuments: API 650, 11TH - ED M09Document31 pagesDesign. Ref - Decuments: API 650, 11TH - ED M09hgagNo ratings yet
- Vind Flow Data CompressDocument5 pagesVind Flow Data CompressMohan BabuNo ratings yet
- Brazing BPS 107-1 PDocument5 pagesBrazing BPS 107-1 Pmbe josephNo ratings yet
- 3RR Bridge-5+480Document57 pages3RR Bridge-5+480Syed Ali Raza ShahNo ratings yet
- Analysis, Design and Estimation of Multi-Storey Building Using Build MasterDocument37 pagesAnalysis, Design and Estimation of Multi-Storey Building Using Build MasternaveenNo ratings yet
- Full Tightening Shop Bolted Report: High Strength Hexagon BoltDocument2 pagesFull Tightening Shop Bolted Report: High Strength Hexagon BoltAkhmad Rafani MansyurNo ratings yet
- Belt Conveyor BOQDocument6 pagesBelt Conveyor BOQVendorsin Commerce100% (4)
- BORED Pile and Pile Cap DesignDocument51 pagesBORED Pile and Pile Cap DesignRahman PrasojoNo ratings yet
- Marc and Jenssen Industrial CorporationDocument12 pagesMarc and Jenssen Industrial CorporationAdrian Bien SaturnoNo ratings yet
- Pipeline Repair Project FEED 2Document18 pagesPipeline Repair Project FEED 2Nurcahyo Djati W100% (4)
- Marc and Jenssen Industrial CorporationDocument10 pagesMarc and Jenssen Industrial CorporationAdrian Bien SaturnoNo ratings yet
- 1 Unit 5 15 Tubing DesignDocument32 pages1 Unit 5 15 Tubing DesignKoushikNo ratings yet
- Parts List MAGNETIC PUMPDocument3 pagesParts List MAGNETIC PUMPErick Moreira ValdezNo ratings yet
- Penstock Pipe Stress Analisys PLTM Tomasa - Yield PointDocument2 pagesPenstock Pipe Stress Analisys PLTM Tomasa - Yield Pointgrahazen100% (1)
- CN-700 Copper Nickel Pipe FittingsDocument7 pagesCN-700 Copper Nickel Pipe FittingsPratik BhosaleNo ratings yet
- BOM Endura Group2 ABDocument7 pagesBOM Endura Group2 ABPUMPSNo ratings yet
- 3.3 Design Considerations: 3.3.1 Codes, Standards and SpecificationsDocument7 pages3.3 Design Considerations: 3.3.1 Codes, Standards and SpecificationsUmar KidaNo ratings yet
- Ficha Espesor Tubería SK125-5.5LP-85barDocument5 pagesFicha Espesor Tubería SK125-5.5LP-85barSayanna ArriazaNo ratings yet
- Brochure Lightning Protection and Earthing SolutionsDocument36 pagesBrochure Lightning Protection and Earthing SolutionsSatisfying VdoNo ratings yet
- Cementing Proposal Programs TFT-473 - TP-211 PDFDocument25 pagesCementing Proposal Programs TFT-473 - TP-211 PDFAmine MimoNo ratings yet
- Gravel Trap Flushing Gate (For Single Unit)Document6 pagesGravel Trap Flushing Gate (For Single Unit)Bishal PokharelNo ratings yet
- Miscellaneous Information: Customer Name Well ID 1 Unit Type Pumping Unit LoadingDocument1 pageMiscellaneous Information: Customer Name Well ID 1 Unit Type Pumping Unit LoadingMax HernándezNo ratings yet
- B5B15102 - Tools Detail With OperationDocument3 pagesB5B15102 - Tools Detail With Operationquality.rudrapurNo ratings yet
- Ho (V) - 4-1 Side ThrustersDocument125 pagesHo (V) - 4-1 Side ThrustershamzehNo ratings yet
- Steel Rib Portal ReachDocument14 pagesSteel Rib Portal ReachAnkush Sharma100% (1)
- 5.13 7 8 Lobes 5.7 StagesDocument1 page5.13 7 8 Lobes 5.7 StagesLeonardo BarriosNo ratings yet
- Earthing Deatils For DumadDocument9 pagesEarthing Deatils For DumadNisith SahooNo ratings yet
- NS2-YR02-P0BAU-140001 Technical Specification - Earthing and Lightning Protection R.0Document46 pagesNS2-YR02-P0BAU-140001 Technical Specification - Earthing and Lightning Protection R.0Quang LuongNo ratings yet
- 1.Jgpl Epc.03 Grian Amps Re CV 002Document4 pages1.Jgpl Epc.03 Grian Amps Re CV 002Priyanka GuleriaNo ratings yet
- 20a Torque CalculationDocument11 pages20a Torque CalculationRiyan EsapermanaNo ratings yet
- Programa Completo Completacion InicialDocument23 pagesPrograma Completo Completacion InicialAlejandro JaramilloNo ratings yet
- SC21B-A Along GL-4 SummaryDocument2 pagesSC21B-A Along GL-4 Summarymhazarath murariNo ratings yet
- Marc and Jenssen Industrial CorporationDocument6 pagesMarc and Jenssen Industrial CorporationAdrian Bien SaturnoNo ratings yet
- For Construction: Bio-Fuel Ethanol Plant in Northern Region ProjectDocument24 pagesFor Construction: Bio-Fuel Ethanol Plant in Northern Region ProjectajmainNo ratings yet
- Appendix-A Price Schedule and Unit Rate For Trashrack and Gates/stoplogsDocument5 pagesAppendix-A Price Schedule and Unit Rate For Trashrack and Gates/stoplogssamNo ratings yet
- Boq For Expansion of Sohar HospitalDocument2 pagesBoq For Expansion of Sohar HospitalSundara MoorthyNo ratings yet
- Project-BOQ - (Excluding VUP, LVUP)Document127 pagesProject-BOQ - (Excluding VUP, LVUP)Shivendra KumarNo ratings yet
- Bill To ICI Soda Ash Khewra: SR# Material Description QTY RateDocument9 pagesBill To ICI Soda Ash Khewra: SR# Material Description QTY RateTani RazaNo ratings yet
- Battery Limits 1 Technical Offer A Scope of Delta Saras Piping PVT LTD 1. Delta Saras Scope of InstallationDocument8 pagesBattery Limits 1 Technical Offer A Scope of Delta Saras Piping PVT LTD 1. Delta Saras Scope of InstallationSmit BhivgadeNo ratings yet
- Fit-Up & Welding Sai KripaDocument6 pagesFit-Up & Welding Sai KripaSarthak EnterprisesNo ratings yet
- Input Echo, Leg & Lug Item 1, Description: GuideDocument4 pagesInput Echo, Leg & Lug Item 1, Description: GuideSiri SiriNo ratings yet
- C-90-1323-010 - Rev 0Document46 pagesC-90-1323-010 - Rev 0ajmain100% (1)
- JGPL Epc.03 Grian Amps Re CV 002 r1Document4 pagesJGPL Epc.03 Grian Amps Re CV 002 r1Priyanka GuleriaNo ratings yet
- RM E M Load1Document9 pagesRM E M Load1Lengendary PhubrNo ratings yet
- Steel Connection Design of Frames and Trusses Using Midas FEADocument26 pagesSteel Connection Design of Frames and Trusses Using Midas FEALengendary PhubrNo ratings yet
- RM E Comp1Document8 pagesRM E Comp1Lengendary PhubrNo ratings yet
- Penang Second Bridge - 20camber - 16.05.2013Document244 pagesPenang Second Bridge - 20camber - 16.05.2013Lengendary PhubrNo ratings yet
- MIDAS Civil V2.1 Release Webinar 1461251205Document35 pagesMIDAS Civil V2.1 Release Webinar 1461251205Lengendary PhubrNo ratings yet
- Action Pretens: Setting DescriptionDocument2 pagesAction Pretens: Setting DescriptionLengendary PhubrNo ratings yet
- 13 Phu My Cable Stayed BridgeDocument18 pages13 Phu My Cable Stayed BridgeLengendary PhubrNo ratings yet
- Structure Tendon New/Modify: Setting DescriptionDocument3 pagesStructure Tendon New/Modify: Setting DescriptionLengendary PhubrNo ratings yet
- Pretensioning Details: Setting Description Setting DescriptionDocument2 pagesPretensioning Details: Setting Description Setting DescriptionLengendary PhubrNo ratings yet
- Design of A Post-Tensioned Straddle Beam: Andrew Daumueller, Pe, PHD Wilson & Company Albuquerque, NMDocument15 pagesDesign of A Post-Tensioned Straddle Beam: Andrew Daumueller, Pe, PHD Wilson & Company Albuquerque, NMLengendary PhubrNo ratings yet
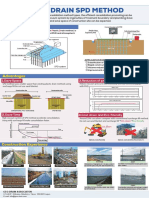
- SPDポスターDocument1 pageSPDポスターLengendary PhubrNo ratings yet
- Bridge Rehabilitation 1479417650Document30 pagesBridge Rehabilitation 1479417650Lengendary PhubrNo ratings yet
- Training Video 4 - Steel Compositie Girder Bridge WizardDocument4 pagesTraining Video 4 - Steel Compositie Girder Bridge WizardLengendary PhubrNo ratings yet
- Midas Elite Training Series - Session 3 Summary 1466016763Document4 pagesMidas Elite Training Series - Session 3 Summary 1466016763Lengendary PhubrNo ratings yet
- Elgin OHare Western Access Interchange Flyover Ramps 1479396567Document47 pagesElgin OHare Western Access Interchange Flyover Ramps 1479396567Lengendary PhubrNo ratings yet
- EEW05 LVila Load Rating of A Steel Composite Girder Bridge 1460138134Document40 pagesEEW05 LVila Load Rating of A Steel Composite Girder Bridge 1460138134Lengendary PhubrNo ratings yet
- Balanced Cantilever Bridge Design Considering Seismic Analysis ManualDocument31 pagesBalanced Cantilever Bridge Design Considering Seismic Analysis ManualLengendary Phubr100% (1)
- Load Rating of Post-Tensioned Cast-In-Place Concrete Segmental BridgeDocument38 pagesLoad Rating of Post-Tensioned Cast-In-Place Concrete Segmental BridgeLengendary PhubrNo ratings yet
- Training Video 4 - Steel Compositie Girder Bridge WizardDocument4 pagesTraining Video 4 - Steel Compositie Girder Bridge WizardLengendary PhubrNo ratings yet
- Automation of Refined Grillage Model For Multi-Girder BridgesDocument20 pagesAutomation of Refined Grillage Model For Multi-Girder BridgesLengendary PhubrNo ratings yet
- Continuous PT PPC Girder Bridges - 20200401Document45 pagesContinuous PT PPC Girder Bridges - 20200401Lengendary PhubrNo ratings yet
- Load Rating of Post-Tensioned Cast-In-Place Concrete Segmental BridgeDocument38 pagesLoad Rating of Post-Tensioned Cast-In-Place Concrete Segmental BridgeLengendary PhubrNo ratings yet
- CAD To CAD Bridge Tutorial - PDF 1490818327Document12 pagesCAD To CAD Bridge Tutorial - PDF 1490818327Lengendary PhubrNo ratings yet
- Creep/Shrinkage, Large-Displacement, Multiple Tensioning Cable Bridge Optimization (Constraint Considering Real Displacement)Document2 pagesCreep/Shrinkage, Large-Displacement, Multiple Tensioning Cable Bridge Optimization (Constraint Considering Real Displacement)Lengendary PhubrNo ratings yet
- Training Video 1 - Installation and Set UpDocument11 pagesTraining Video 1 - Installation and Set UpLengendary PhubrNo ratings yet
- Cable Optimization Tip S: DesignofcivilstructuresDocument15 pagesCable Optimization Tip S: DesignofcivilstructuresLengendary PhubrNo ratings yet
- Midas CIM: Parametric Modeling ExperienceDocument8 pagesMidas CIM: Parametric Modeling ExperienceLengendary PhubrNo ratings yet
- Training Video 7 - Design Code CheckingDocument4 pagesTraining Video 7 - Design Code CheckingLengendary PhubrNo ratings yet
- Coal Blending Silo Complex - 1 & 2 Design of SuperstructureDocument818 pagesCoal Blending Silo Complex - 1 & 2 Design of SuperstructureShajal ChowdhuryNo ratings yet
- Sample Apartment Bill of MaterialDocument20 pagesSample Apartment Bill of MaterialJanice SaavedraNo ratings yet
- Set 1 - Mock Ale Day 2Document27 pagesSet 1 - Mock Ale Day 2allyssa monica duNo ratings yet
- No Activity Done For The Period Covered... : Summary Reports of Field TestsDocument29 pagesNo Activity Done For The Period Covered... : Summary Reports of Field TestsFBVid UploadsNo ratings yet
- The Zollverein School of Management and Design On BehanceDocument14 pagesThe Zollverein School of Management and Design On Behanceprachi patelNo ratings yet
- Arts & Crafts Homes (Winter 2018)Document80 pagesArts & Crafts Homes (Winter 2018)troywoods480100% (3)
- Fib Bulletin 57 ContentsDocument2 pagesFib Bulletin 57 Contentshilander2k2No ratings yet
- Sequachee Valley Electric Cooperative Minimum Guidelines For Wiring A Single-Family DwellingDocument4 pagesSequachee Valley Electric Cooperative Minimum Guidelines For Wiring A Single-Family DwellingСтанислав ПодольскийNo ratings yet
- Architectural Church Tourism: San Sebastian Church, ManilaDocument52 pagesArchitectural Church Tourism: San Sebastian Church, ManilaToniEnriquez100% (1)
- Udaipur - The Epitome of Parmar TempleDocument7 pagesUdaipur - The Epitome of Parmar TempleMAHESHNo ratings yet
- Temple ArchitectureDocument19 pagesTemple ArchitectureABHISHNo ratings yet
- Architectural Case Study 1, Nit TrichyDocument6 pagesArchitectural Case Study 1, Nit TrichyRaghavi SathyaNo ratings yet
- Two Story Admin BLDG ExtensionDocument8 pagesTwo Story Admin BLDG ExtensionMARY ROSE ANN VILLAS PAYBANo ratings yet
- Polyalk WP PDFDocument2 pagesPolyalk WP PDFhunky11No ratings yet
- MOCK ALE Set 3A - Day 1 Part 2 Answer KeyDocument31 pagesMOCK ALE Set 3A - Day 1 Part 2 Answer KeyROQUENo ratings yet
- NBS Reference SpecificationDocument282 pagesNBS Reference Specificationmickolakis2100% (6)
- No.1 PrestressedDocument10 pagesNo.1 PrestressedKristin ArgosinoNo ratings yet
- HHCU Product List As 30 July 2021 - 0 2Document414 pagesHHCU Product List As 30 July 2021 - 0 2Julia BeanNo ratings yet
- Nimai BrochureDocument28 pagesNimai BrochureChaudharyDakshNo ratings yet
- Adorn WPC OD 14-1Document11 pagesAdorn WPC OD 14-1Amey BhosaleNo ratings yet
- Amphibious Architecture in KeralaDocument12 pagesAmphibious Architecture in KeralaRagamurali Pb67% (3)
- Drawing ChecklistDocument12 pagesDrawing Checklistconsultnadeem70No ratings yet
- Swiss 24Document76 pagesSwiss 24backsuNo ratings yet
- Defect List For Refurbishment Works To Link WalkwayDocument8 pagesDefect List For Refurbishment Works To Link WalkwaysyahidatulNo ratings yet
- Parking Design Manual PDFDocument40 pagesParking Design Manual PDFslam12125No ratings yet
- P18-Sriram CentreDocument5 pagesP18-Sriram CentreMaria MohanNo ratings yet
- British Gypsum Fixing Products Range LeafletDocument4 pagesBritish Gypsum Fixing Products Range LeafletvietNo ratings yet
- Boysen PlexibondDocument3 pagesBoysen PlexibondlimbadzNo ratings yet