Professional Documents
Culture Documents
Engineering Standards & Specifications: Security Level: CONFIDENTIAL
Uploaded by
Rod RoperOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Engineering Standards & Specifications: Security Level: CONFIDENTIAL
Uploaded by
Rod RoperCopyright:
Available Formats
DOCUMENT REVISION
VGS 8.3.2 25
Engineering DATE PAGE
Standards & Specifications 30 March 2021 1 of 24
TITLE: MAGNETIC PARTICLE EXAMINATION OF FERROMAGNETIC MATERIALS, INCLUDING
SUPPLEMENTS
BAKER HUGHES CONFIDENTIAL
This document is classified under the Baker Hughes document classification and security policy as
“BAKER HUGHES CONFIDENTIAL”. Access is granted to Baker Hughes employees with a need to know.
Access is granted to external parties subject to implementation of a non-disclosure agreement and a
business need to know. Refer to ENGWW19.05 for authorization levels required for communication of
technical documents to customers or customer representatives.
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
1. SCOPE
1.1. Contents
This Magnetic Particle Testing Procedure outlines the magnetizing methods (direct, indirect), magnetic
DOCUMENT:
particles (fluorescent, color contrast, wet or dry), and techniques to be used for the detection of
discontinuities on the surface of ferromagnetic materials both un-machined and machined. This
specification defines the sensitivity, light intensity and contrast requirements for evaluation. There is no limit
to shape or size object tested using this procedure. It also covers the qualifications of individuals engaged
in the production, interpretation, and recording of results.
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
1.2. Timing
Unless otherwise specified in the Engineering Part Specification, final examination shall be performed after
final heat treatment and final machining operations (for materials), or after all welding, post-weld heat
PROE MODEL VERSION:
treatment, machining operations including grinding processes, and the metal is at ambient temperature (for
welds). Preliminary examinations may be performed at any time during the process as long as the material
temperature is within the procedure limits.
Specific exceptions for welds are also noted as following:
• DNVGL-ST-F101 Submarine Pipeline Systems: 24 hours hold required (unless the conditions
of DNVGL-ST-F101 Section D.1.6.2 can be met, then this time can be reduced subject to
agreement).
• ASTM-A514, A517, A709-Gr 100/100W, F22: 48 hours hold if post weld heat treatment is
not required.
REVIEWED BY: Eddie Pompa
• DWGOM GIS 78-0090 Forging Specification for High Capacity Forging Specification for High
Capacity/High Fatigue Drilling Conductor: 48 hours hold.
• For welds designated as fatigue exposed / sensitive and not receiving a PWHT or an approved
hydrogen bake-out, there shall be a 48 hour hold between completion of welding and initiation of
PROE REV:
the NDE of the completed weld.
• If PWHT is performed or an approved hydrogen bake-out is performed, a 24 hour hold prior to
initiating final NDE is required.
REVISION PENDING: NO
STATE: RELEASED
PREPARED BY REVIEWED BY APPROVED BY
Jianyun Cheng Antonio Ibba Eddie Pompa
PROE NAME:
ASNT Level III, Cert# 211409 ISO9712 (IIS) Level 3, Cert# 001402-MT-3-R ASNT Level III, Cert # 107661
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 2 of 24
2. APPLICABLE DOCUMENTS
2.1. Revisions
Unless otherwise specified, revision levels of the applicable standards are noted below. If no revision is
noted, the latest edition to the standards shall be applied. Conflicts shall be brought to the attention of
Baker Hughes.
ASME BPVC Section-V Article 7, Magnetic Particle Examination, Article 25,
Magnetic Particle Standards
ASNT SNT-TC-1A Recommended Practice for Personnel Qualification and
Certification in Nondestructive Testing
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
ASTM E709 Standard Guide for Magnetic Particle Testing
API Spec 6A Specification for Wellhead and Christmas Tree Equipment
API Spec 17D Design and Operation of Subsea Production Systems-
Subsea Wellhead and Tree Equipment
DOCUMENT:
ASTM E1444M Standard Practice for Magnetic Particle Examination
ASTM E3022 Standard Practice for Measurement of Emission
Characteristics and Requirements for LED UV-A Lamps
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
Used in Fluorescent Penetrant and Magnetic Particle Testing
DNV-RP-E101 Recertification of Well Control Equipment
DNVGL -RP-0034 Steel Forgings for Subsea Applications
PROE MODEL VERSION:
ISO 9712 Non-destructive Testing -- Qualification and Certification of
NDT Personnel
ISO 9934-2 Non-destructive Testing- Magnetic Particle Testing: Part 2:
Detection Media
ISO 17020 Conformity assessment - Requirements for the operation of
various types of bodies performing inspection
NORSOK M-123 Forged Structure Steel
REVIEWED BY: Eddie Pompa
DS-1 Volume -3 Standard DS-1 Drill Stem inspection
3. PERSONNEL
3.1. Certification
PROE REV:
Personnel performing, interpreting, and recording results of the examination shall be certified to a
minimum Level II in the MT method. The certification shall be in accordance with ASNT SNT-TC-1A,
ASNT ACCP or ISO 9712 depending on the specification or code (e.g. API 6A, API16A, API16C,
API17D, API1104 etc.) that is governing the inspection. If the specification or code requires certification
REVISION PENDING: NO
to ASNT SNT-TC-1A, a formalized system of certification/qualification that meets or exceeds the
requirements of ASNT SNT-TC-1A and is approved by a Baker Hughes NDE Level III shall be
STATE: RELEASED
acceptable.
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 3 of 24
A national or international standard that is equivalent to ISO 9712 or ASNT SNT-TC-1A will be accepted
with approval of Baker Hughes NDT Level III.
When personnel qualification and certification requirements must meet the International Standards (ISO
9712) or third-party certification body, it shall be noted within the Engineering Part Specification and the
Acceptance Supplement (Section 11) and shall supersede the corresponding requirements in this
section.
NOTE: Baker Hughes NDE Level III’s are certified by third parties/bodies.
3.2. Eye Exam
NDT personnel shall take and pass an annual vision examination in accordance with the manufacturer’s
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
documented procedures that meet its NDT personnel training / certification program which is based on
ISO 9712, ASNT SNT-TC-1A or equivalent national / international standard approved by Baker Hughes
NDT Level III.
Note: Different training / certification programs which are equal to or more stringent than ISO, ASNT
SNT-TC-1A, or equivalent vision requirements shall be followed as a minimum.
DOCUMENT:
4. SAFETY & ENVIRONMENT
Operational safety associated with the use of this procedure shall be the responsibility of the
user/contractor under the guidelines of the site-specific safety, health, and environmental program.
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
The safe handling and disposal of magnetic particle materials are governed by the supplier’s Safety
Data Sheet (SDS). The control of any waste associated with this specification or any hazards to the
environment shall be the responsibility of the user/contractor under the guidelines of the user or
contractor’s site-specific safety, health, and environmental program.
Prolonged or repeated contact of these materials with the skin or any mucous membrane should be
PROE MODEL VERSION:
avoided. Working areas shall be adequately ventilated and located away from sources of heat, sparks
or open flames.
When using filtered UV-A lights, care shall be taken to ensure that unfiltered radiation from the UV-A
source does not directly reach the eyes of the inspector. Whether it forms an integral part of the lamp
or is a separate component, the UV-A filter shall always be maintained in good condition.
5. EQUIPMENT
5.1. Magnetizing Unit
Portable and Stationary Power Units: Alternating rectified alternating (full or half wave), or direct-current
REVIEWED BY: Eddie Pompa
electric power sources may be used. The equipment shall have a variable current control and be capable
of producing the required current for circular and/or longitudinal magnetization.
Portable electromagnetic (AC/DC) yokes: Yokes may be used as a magnetizing apparatus for welds and
surface examination of simple cylindrical or rectangular shaped components. For complex shaped or large
components using the yoke technique, a map showing magnetizing coverage shall be submitted to the
PROE REV:
Baker Hughes or a Baker Hughes approved cognizant NDT Level III for approval. Gridding the part into
small inspection sections is recommended.
Stationary bench units with a mechanical clamping head / tail stock may be used for direct magnetization
REVISION PENDING: NO
provided the contact pads are sufficiently clean and the part is adequately clamped to prevent arc burns
and excessive heat.
STATE: RELEASED
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 4 of 24
NOTES:
1. The use of prods or contact pads (other than those on the head or tail stock of a stationary bench
unit) which pass current directly into the part for inspection is not permitted.
2. The use of permanent magnets to produce a magnetic field is not permitted.
3. Arcing is strictly prohibited.
4. For Drill stem inspections, MPI equipment shall be as recommended by DS-1 Specifications. For
UV-A light connection test: DC coil, Portable and Stationary Power Units will be required, Yoke
shall not be used.
5.2. Lighting Equipment
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
For Visual Particle:
• All types of white light may be used as long as the intensity level exceeds the 1076 lx (100 foot-candle)
requirement at the surface.
For Fluorescent particle:
DOCUMENT:
• UV-A source using a filter with a peak wavelength output at or near 365 nm and capable of producing a
minimum intensity of 1000 µwatts/cm² at the inspection surface shall meet the requirements of this
specification. Background light may be used as long as the intensity level does not exceed the 2 foot-
candle (21.5 lx) requirement.
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
• UV-A lights that use a UV-A LED source shall produce a peak wavelength at 365 to 370 nanometers
as measured with a spectroradiometer. When requested, the manufacturer shall provide a certification
thereof. The light source shall be capable of producing a minimum intensity of 1000 µwatts/cm² at the
inspection surface.
PROE MODEL VERSION:
• Light Meter equipped with visible white light and ultraviolet sensors or equivalent shall be used to verify
white and UV-A light levels.
5.3. Magnetic field strength and Direction indicators
5.3.1. Magnetizing Field Strengths checks
To produce interpretable indications, the magnetic field in the part must have sufficient strength and
proper orientation. Factors that affect the strength of the field are the size, shape, section thickness,
material of the part/piece, and the technique of magnetization. Since these factors vary widely, it is
difficult to establish rigid rules for consistent, this field strength must be controlled within reason.
REVIEWED BY: Eddie Pompa
Sufficient magnetic field strength can be established by:
• Standard flawed shims are typically used to establish proper field direction and ensure adequate field
strength during technique development in magnetic particle examination. Standard notched Shims
/Artificial Flawed Shims (i.e. QQI’s as specified in AS-5371 and shown in ASTM E709 Appendix X2), or
equivalent devices shall be used to verify magnetic field strength.
PROE REV:
Note: Pie gauge indicator and flexible laminated strips / Brumah Castrol strips are typically used to
ensure proper field direction during magnetic particle testing but should not be used for technique
development and field strength verification.
REVISION PENDING: NO
• Hall Effect gauss meters, parts of like geometry and material characteristics with known defects in areas
of interest and notched reference standard shims (AS-5371 as shown in ASTM E709 Appendix X2) may
STATE: RELEASED
be used to validate adequate field strength for inspection.
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 5 of 24
• For AC electromagnetic Yoke - Magnetic field strength can be empirically determined by measuring
its lifting power on a 10 lb (45 N/4.5 kg) steel plate. A Hall Effect gauss meter or AS-5371 Standard
Notched Shims (QQI) should be used to determine the boundary of sufficient field strength.
Note: when Hall Effect gauss meters is used for the above purposes, the active area of the probe
should be no larger than 0.2 in. [5.1 mm] by 0.2 in. [5.1 mm]. The gaussmeter should have a
frequency response of 300 Hz or higher for AC or HW current or current applied in shots, and the
peak value should be read.
5.3.2. Magnetic field direction checks:
Flexible laminated strips are typically used to ensure proper field direction during magnetic particle testing.
Magnetic field indicators such as Pie gauge indicator, flexible laminated strips, Brumah Castrol strips, AS-
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
5371 Standard Notched Shims (QQI) as shown in ASTM E709 Appendix X1 / X2 may also be used for this
purpose.
5.3.3. A Gauss Meter shall be used to measure residual magnetism.
5.4. Magnetic Particles
DOCUMENT:
Dry magnetic particle shall meet applicable requirements of ASME Section V, Article 7, ASTM E709/E1444,
or ISO 9934-2.
Wet magnetic particle shall meet applicable requirements of ASME Section V, Article 7, ASTM E709/E1444,
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
or ISO 9934-2. Fluorescent magnetic particles shall meet applicable requirements of ASME Section V, Article
7, ASTM E709/E1444, or ISO 9934-2.
NOTE: Wet particles supplied by the manufacturer in aerosol spray cans that meet applicable
requirements of ASME Section V, Article 7, ISO 9934-2 and ASTM E709/E1444 may be used.
PROE MODEL VERSION:
5.5. Nonmagnetic Surface Contrast Enhancement. (Applicable to Dry Particles Only)
Nonmagnetic surface contrasts paint, Magnaflux WCP-2 Contrast Paint or equivalent may be used with
caution; Thickness shall not exceed 0.05 mm (0.002”) and shall be allowed to dry before the examination
may proceed.
6. CALIBRATION
A calibration system shall be established and maintained to assure that the gauges, measuring and
monitoring equipment called out in this specification are sufficient for maintaining compliance to this
specification.
REVIEWED BY: Eddie Pompa
System performance and equipment checks shall be documented in reports or logs which will be made
available upon request.
6.1. Portable and Stationary Power Units:
Performed every six months: The accuracy of the magnetizing unit's amperage meter shall be verified
PROE REV:
semi-annually by equipment (test meter) whose accuracy is verified (traceable) to NIST (National Institute
of Standards and Technology), IRMM (Institute for Reference Materials and Measurements) or
equivalent. If a unit is equipped with timer control and quick break features the functioning of this circuit
should be checked and verified.
REVISION PENDING: NO
6.2. Portable Electromagnetic (AC) Yokes:
STATE: RELEASED
Perform before use each day yoke is to be used: Alternating-current electromagnetic yokes shall be
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 6 of 24
capable of a lifting force of at least ten (10) pounds (4.5 Kg). This lifting power must be determined
before each period of use.
6.3. Lighting Equipment
Light Meters: Perform every six months: The accuracy of the light meter shall be verified semi-
annually by equipment (test meter) whose accuracy is verified (traceable) to NIST (National Institute of
Standards and Technology), IRMM (Institute for Reference Materials and Measurements) or equivalent.
Visible light intensity: Perform weekly: The intensity of white visible light at the surface area where
magnetic particle examination is performed should exceed 1076 lx (100 foot-candles).
UV-A light intensity shall be checked: Prior to use, whenever the light power source is interrupted or
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
changed and at the completion of each examination or series of examinations: The UV-A light intensity at
the examination surface shall be not less than 1000 µW/cm2.
Background Visible light intensity: Perform weekly: The intensity of ambient visible light in the darkened
area where fluorescent magnetic particles examination is performed should not exceed 21.5 lx (2 foot-
candles).
DOCUMENT:
6.4. Particle Quality Control Tests:
Dry particle meeting the requirements of section 5.4, may not be re-used.
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
Wet particle meeting the requirements of section 5.4, the following checks are required:
Bath Concentration Verification; Every eight hours or every shift change, the particle suspension
shall run through the recirculation system for at least 30 min prior to bath concentration test.
Visual Particle suspension shall be checked by the use of a pear-shaped ASTM centrifuge tube
PROE MODEL VERSION:
with a 1.5-mL stem (0.1 ml divisions). A 100 ml. portion of the particle suspension shall be obtained
and allowed to settle for approximately 60 minutes for petroleum distillate suspension or
approximately 30 minutes with water-based suspensions before reading results. The required
concentration is 1.2 to 2.4 ml.
Fluorescent Particle suspension shall be checked by the use of a pear-shaped ASTM centrifuge
tube with a 1-mL stem (0.05 ml divisions). A 100 ml. portion of the particle suspension shall be
obtained and allowed to settle for approximately 60 minutes for petroleum distillate suspension or
approximately 30 minutes with water-based suspensions before reading results. The required
concentration is 0.1 to 0.4 ml.
Bath Contamination—Both fluorescent and non-fluorescent mixed suspensions shall be checked
REVIEWED BY: Eddie Pompa
weekly for contaminants such as dirt, scale, oil, lint, loose fluorescent pigment, water (in the case of oil
suspensions), and particle agglomerates which can adversely affect the performance of the magnetic
particle examination process.
Carrier Contamination of fluorescent bath liquid directly above the precipitate should be evaluated
with UV-A light. Acceptable liquid will have little fluorescence. Its color can be compared with freshly
PROE REV:
made-up or retained unused sample of the same materials, if the “used” sample is noticeably more
fluorescent than the comparison standard, the bath should be replaced.
Particle Contamination of both fluorescent and nonfluorescent baths should be evaluated, if the
REVISION PENDING: NO
total volume of the contaminates, including bands or striations exceeds 30% of the volume of
magnetic particles, the bath should be replaced.
STATE: RELEASED
Water Break Check for Conditioned Water Vehicles— The water break check shall be performed
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 7 of 24
daily by flooding a part, similar in surface finish to those under examination, with suspension, and then
noting the appearance of the surface of the part after the flooding is stopped. If the film of suspension
is continuous and even all over the part, sufficient wetting agent is present. If the film of suspension
breaks, exposing bare surfaces of the part, and the suspension forms many separate droplets on the
surface, more wetting agent is needed, or the part has not been sufficiently cleaned. When using the
fluorescent method, this check should be performed under both UV-A light and white light.
If aerosol spray cans, such as Magnaflux or equivalent, are used meeting the requirements of section
5.4, the quality control test above are not required.
6.5. Magnetic flux field meter (Gauss Meter)
Perform every six months: The accuracy of the Magnetic flux field meter (Gauss Meter) shall be
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
verified semi-annually by equipment (test meter) whose accuracy is verified (traceable) to NIST
(National Institute of Standards and Technology), IRMM (Institute for Reference Materials and
Measurements) or equivalent.
6.6. Pressure, Temperature Gauges, Thermometers and Other Monitoring Equipment
Pressure and temperature gauges, thermometers, metering and monitoring equipment shall be
DOCUMENT:
calibrated in accordance with their manufacturing requirements at a frequency recommended by the
manufacturer, state or local agency requirements or as detailed in this specification. The calibration
period shall not exceed 12 months.
6.7. System Performance Check:
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
The system performance check shall be performed daily, using all associated equipment and
settings as to be encountered under actual examination.
Quantitative Quality Indicators (QQI, SAE AS 5371 Shims or equivalent; see 5.3), used with real parts
PROE MODEL VERSION:
or those designed to be representative of the most challenging inspection currently being performed
may be used.
A Ketos/AS5282 Ring may be used to evaluate system effectiveness per ASTM E1444, Annex 4.
NOTE: The Ketos/AS5282 method is limited to central conductor DC magnetization. The use of
Ketos / AS5282 rings for system effectiveness may not be used for inspections performed per
ISO specifications.
If available, the ultimate specimens for the system performance tests are cracked parts containing
“appropriately sized” defects that are representative of the flaws that need to be detected. These
require careful handling to remain corrosion-free and retain their flaw size. Test parts shall be
REVIEWED BY: Eddie Pompa
demagnetized and free from indications resulting from previous tests.
7. INSPECTION
The area to be inspected as specified in the Engineering Part Specification, governing code or
specifications shall be 100% covered. In the event this is not possible, other methods shall be used to
PROE REV:
assure complete coverage.
Examination shall be performed using the continuous method.
REVISION PENDING: NO
All examinations shall be performed with a minimum of two magnetizations with the magnetic field
direction 90 degrees apart.
STATE: RELEASED
Examination for the wet fluorescent method shall be in a darkened area with white light below 21.5 lux
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 8 of 24
(2 foot-candles).
Personnel must be in the darkened area for a minimum of 1 minutes to allow the eyes to adapt to the
darkness before inspecting the part.
When using fluorescent materials, personnel shall not wear eye glasses that are photochromic or that
have permanently darkened lenses. This is not intended to prohibit the use of eyeglasses with lenses
treated to absorb ultraviolet light.
7.1. Technique Sheet
7.1.1. Prior to inspection, a general or part number specific technique sheet/scan plan shall be prepared. Refer
to 7.1.2 for the minimum information required and Annex A Technique Sheet Form template attached.
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
This do not apply to:
• All the preliminary MT inspection to forgings and raw materials before final machining operations
(especially the MT inspection at steel/forging mills) 1.
• Services parts, rental tools and refurbishment parts.
DOCUMENT:
• Structural parts which are designed, fabricated and inspected either in conformance with ISO 13628-
series / VGS3.5.2 (Basic Structural Components), or in conformance with ISO 19992 /VGS3.5.13
(complex Structural components)
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
• Third Party Designed equipment where Baker Hughes are not the Design Authority.
The technique shall be selected, as far as practical, complete coverage of the area to be inspected in
two magnetizing directions 90 degrees apart as a minimum. All accessible surfaces of the area to be
inspected shall be examined using a suitable technique. The following can be considered as Non-
accessible surfaces:
PROE MODEL VERSION:
• Bores, cavities, or areas where normal lighting or mirrors do not allow one to properly evaluate the
inspection surface.
• Bore Area of Internal diameter less than 1.5” except for the short portion (the length no more than ID)
near the open end(s).
A generic technique sheet may be used that covers details common to a variety of components or family
of parts, having the same/similar material properties and of the same shape and size. For example: a
technique sheet written for a specific part number (sized valve body) may be used to inspect various
part numbers of that valve body configuration and material.
REVIEWED BY: Eddie Pompa
Multidirectional magnetization technique may be used with approval by a Baker Hughes NDE Level III
certified in magnetic particle testing and if required, written documentation by the customer.
The Technique Sheet shall be submitted for review and approval by BH NDE Level III personnel certified
in magnetic particle testing 2, except when stipulated by 7.1.3.
PROE REV:
7.1.2. Drawings or P/Ns or Part Specification revision changes may cause a Technique Sheet to be invalid. It
is the responsibility of the inspection providers to monitor and evaluate if such revisions changes affect the
inspection essential variables 3. Where the essential variables are impacted, a revision and re-approval
REVISION PENDING: NO
1 Final MT inspection shall be performed after final heat-treatment and final machining operations per API 6A.
STATE: RELEASED
2 BH NDT Level III may be contacted at nde.approval@bakerhughes.com or by the workflow specified in the
Baker Hughes engineering document / the contract / P.O.
PROE NAME:
3 Refer to Table 3 of API Standard 20D for the list of Essential Variables and Nonessential variables.
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 9 of 24
to the relevant Technique Sheet(s) will be required. Evidence of the monitoring of the inspection process
shall be provided by the inspection providers for any further review / audit of Baker Hughes
Revisions of drawings or P/Ns or specifications that do not affect the inspection do not require revision of
the technique.
Where the VGS revision is different on the technique sheet but does not affect the technique, the
Technique Sheet shall be noted and re-signed by responsible Level III of MT provider in the method.
The inspection provider shall monitor and record such revision changes.
7.1.3. With the approval of BH NDT Level III in written, the NDT Level III from inspection provider can be
authorized to approve the technique sheets for their own use.
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
7.1.3.1. VGS 9.22.8 includes the qualified vendor list which has been granted for self-approval of the technique
sheet.
7.2. Coil & Coil Wrap Technique:
The part shall be placed near the side of the coil during inspection if a fixed, pre-wound coil is used.
DOCUMENT:
A cable must complete two loops to be considered a coil.
When cable wraps are used, the cable must be repositioned/rotated at least once to inspect the test
surfaces covered by the cable wrap;
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
The following equations can be used to determine the needed ampere-turns (NI):
(1) Part with Low fill-factor Positioned Close to Inside Wall of Coil
45000
PROE MODEL VERSION:
NI = 𝐿𝐿/𝐷𝐷
(±10%)
(2) Parts with a Low Fill-Factor Positioned in the Center of the Coil
43000𝑅𝑅
NI = 𝐿𝐿 (±10%) (𝑅𝑅 𝑖𝑖𝑖𝑖 𝑡𝑡ℎ𝑒𝑒 𝑟𝑟𝑟𝑟𝑟𝑟𝑟𝑟𝑟𝑟𝑟𝑟 𝑜𝑜𝑜𝑜 𝑡𝑡ℎ𝑒𝑒 𝑐𝑐𝑐𝑐𝑐𝑐𝑐𝑐 𝑖𝑖𝑖𝑖 𝑖𝑖𝑖𝑖𝑖𝑖ℎ)
�6 �−5
𝐷𝐷
(3) Cable Wrap or High Fill Factor Coils
35000
NI = 𝐿𝐿 (±10%)
� �+2
𝐷𝐷
REVIEWED BY: Eddie Pompa
For L/D ratios less than 3, a pole piece (ferromagnetic material approximately the same diameter as
part) should be used to effectively increase the L/D ratio or utilize an alternative magnetization method
such as induced current. For L/D ratios greater than 15, a maximum L/D value of 15 should be used
for all formulas cited above.
PROE REV:
For hollow piece, D should be replaced with an effective diameter Deff, where
𝐷𝐷𝑒𝑒𝑒𝑒𝑒𝑒 = �(𝑂𝑂𝑂𝑂)2 − (𝐼𝐼𝐼𝐼)2
If the area to be magnetized extends beyond 225 mm (9”) on either side of the coil’s center, field
REVISION PENDING: NO
adequacy shall be demonstrated by using one of the methods described in section 5.3 of this
specification.
STATE: RELEASED
For large parts, due to size and shape, the magnetizing current shall be 1200 ampere-turns to 4500
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 10 of 24
ampere-turns. The field adequacy shall be demonstrated by using one of the methods described in
section 5.3 of this specification.
Notes: Hall-Effect probe gaussmeter shall not be used with encircling coil magnetization
techniques.
The above current calculations are for baseline current only; for larger irregular shaped parts,
the magnetizing current shall be adequate to produce the needed field strength to characterize
relevant size flaws as demonstrated by the AS 5371 Shims (QQI).
7.3. Central Conductor Technique:
Bars or cables, passed through the bore of a cylinder may be used to induce circular magnetization.
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
Central conductors may be solid or hollow and made from a non-ferrous material.
This technique is used for hollow components and requires a second examination with a longitudinal
magnetic field in the perpendicular direction;
The nominal current should generally be 300–800 A/in. of part diameter (12 to 32 A/mm) and will
normally be 500 A/in. (20 A/mm) or lower.
DOCUMENT:
The magnetizing current shall be adequate to produce the needed field strength to characterize relevant
size flaws. A Hall Effect gaussmeter or AS 5371 shims (QQI) should be used to verify.
7.4. Portable Electromagnetic Yokes Technique:
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
Note: Baker Hughes NDE Level III Approval is required for the use of yokes for final machined
components
Using of AC current yoke is preferred. Leg spacing shall be from 4” to 8” apart; with a minimum lifting
PROE MODEL VERSION:
force of 10 lbs. (4.5 kg) at the maximum pole distance that will be used;
When using of DC Yoke is necessary, 40 lb (18 kg) lifting force at the pole leg spacing between 50 to
100 mm (2” to 4”) shall be required. When the maximum pole leg spacing is larger than 100 mm (4”),
50 lb (23 kg) at the maximum pole leg spacing that will be used is required.
Two examinations are required with the longitudinal magnetic field in perpendicular directions;
Note: Yoke technique shall not be allowed for final inspection of finished valve bores, valve
sealing areas, mechanisms (seats, gates, etc.), or for complex shaped components and large
components (as defined in Section 8.4) where areas may be accidently missed during yoke
placement.
REVIEWED BY: Eddie Pompa
7.5. Stationary Bench Head Technique (Circular Magnetization Using Direct Technique)
A circular field is generated by passing current directly through the part which is firmly held between
the tail stock and head of the bench.
PROE REV:
The nominal current should generally be 300–800 A/in. of part diameter (12 to 32 A/mm) and will
normally be 500 A/in. (20 A/mm) or lower.
The field strengths generated through the use of this empirical formulas should be verified with a Hall
REVISION PENDING: NO
Effect gaussmeter or AS 5371 shims (QQI) to ensure adequate field strength.
STATE: RELEASED
Notes: This technique of producing circular magnetic field is followed by techniques to
produce a longitudinal field (e.g. coil technique) in the part.
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 11 of 24
When using the current flow technique of magnetization, precautions must be taken to prevent over-
heating, burning or arcing. Contact heads used without pads should be made preferably of steel or
aluminum. Copper or copper-faced heads should only be used in metallurgically acceptable
circumstances. The contact heads and the test piece shall be sufficiently clean to ensure good
electrical contact, and the contact area shall be as large as possible.
Lead contact pads shall only be used in a well-ventilated environment to ensure rapid dispersal of the
harmful vapors generated by local over-heating. Local or governmental environmental health and
safety organizations may have additional regulations regarding the use of lead pads.
Contact pads should always be maintained in good condition. They should be inspected regularly and
replaced whenever there is evidence of fraying, burning or other damage. Pads should be evenly
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
woven, of uniform thickness, and should be held firmly in position without distortion.
8. EVALUATION
8.1. Inspection Coverage
Area Coverage of Magnetic Field Strength – Magnetic field indicators (Hall-effect gauss meters,
DOCUMENT:
notched reference standard shims per AS-5371) shall be used to demonstrate the adequate
magnetization level, boundaries and desired orientation of each inspection.
When Hall-effect Gauss Meter is used to determine the field strength, 30 G (2.4 kAM-1) shall be
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
required on all areas to be inspected. The probe should be positioned with 5 degrees of
perpendicularity to the part and the circular or longitudinal field is normal to the major dimension of the
Hall-effect senor.
8.2. Surface Condition
PROE MODEL VERSION:
Prior to each examination, the surface to be examined and all adjacent areas within at least 25 mm
(1”) shall be dry and free of all dirt, grease, lint, scale, welding flux, weld spatter, paint, oil, and other
extraneous matter that could obscure or otherwise interfere with the examination. Existing coating are
not permitted, with exception of coatings permitted per Section 8.2.1.
Surface, or surfaces requiring a specific finish or machining shall be given this finish or machining prior
to magnetic particle inspection.
8.2.1. Nonconductive coatings
White contrast paint per section 5.5 may be used to improve to visibility and sensitivity of the
examination. Thickness shall not exceed 0.002” (0.05 mm) and shall be allowed to dry before the
REVIEWED BY: Eddie Pompa
examination may proceed.
Thin nonconductive coatings, such as paint in the order of 1 or 2 mils (0.02 to 0.05mm) will not normally
interfere with the formation of indications, but they must be removed at all points where electrical contact
is to be made for direct magnetization. Indirect magnetization does not require electrical contact with
the part/piece.
PROE REV:
Nonconductive coating thickness measurements can be made using the Magnetic Induction Thickness
technique per VGS8.6.1, latest revision. Coating thickness is also obtainable from technical document
(P/N specification, testing report, etc.).
REVISION PENDING: NO
If a non-conducting coating/plating is left on the area to be examined that has a thickness greater than
STATE: RELEASED
0.002” (0.05 mm), it must be demonstrated that unacceptable discontinuities can be detected through the
maximum thickness applied.
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 12 of 24
Parts prepared and coated with thin surface protection non-conductive coatings, such as phosphate and
xylan, do not normally require the coating to be removed as long as the magnetizing method is indirect and
the thickness meets the requirements of the paragraph above.
8.2.2. Temperature
The surface being tested shall not exceed 120 degrees F. (49° C)
8.3. Sequence of Operations
8.3.1. Coil & Coil Wrap Technique:
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
The surface to be tested shall meet the surface conditions of section 8.2;
Place the coil encircling the part or section of the part to be examined.
The boundaries of the magnetizing field shall be established using magnetic flux field indicators
described in section 5.3. Long parts should be examined in sections as not to exceed the effective
boundaries.
DOCUMENT:
The sensitivity of the magnetizing field shall be established using magnetic flux field indicators described
in section 5.3.
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
First examination with the longitudinal magnetic field is a ‘zero degree’ direction;
While the field is being generated, dry or wet particle shall be applied;
Dry Particle: Shall be applied in such a manner that a light uniform, dust-like coating settles upon the
surface of the part. Excess particle must be lightly blown off the area of inspection prior the removing
PROE MODEL VERSION:
the applied current;
Wet Particle: Shall be applied either by spraying or flowing over the areas to be examined during the
application of the magnetizing field current. The spray or flow of wet magnetic particle must stop prior to
removing the applied current;
• Evaluation shall take place during and after the current is applied;
• Examination coverage shall have a magnetic field boundary overlap of 10%, from the previous
inspected area to the next inspected area.
• Reposition the part (or cable) and repeat steps above until all inspection areas are examined with
REVIEWED BY: Eddie Pompa
that magnetic field direction;
• The second examination with the longitudinal magnetic field shall be approximately 90º in relations
to the first examination.
PROE REV:
• Reposition the part (or cable) and repeat until all inspection areas are examined with that magnetic
field direction;
8.3.2. Central Conductor Technique
REVISION PENDING: NO
The surface to be tested shall meet the surface conditions of section 8.2;
STATE: RELEASED
Place the central conductor inside the part to be examined;
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 13 of 24
• When cable wraps are used, the cable must be repositioned/rotated at least once to inspect the test
surfaces covered by the cable wrap;
The boundaries of the magnetizing field shall be established using magnetic flux field indicators - section
5.3.
The sensitivity of the magnetizing field shall be established using magnetic flux field indicators- section
5.3.
When using offset central conductors, the entire circumference shall have a magnetic field boundary
examined and rotating the part on the conductor if needed, allowing for approximately a 10% magnetic
field overlap.
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
NOTE: Examination with the circular magnetic field is considered the ‘ninety degrees’ direction
examination;
• While the magnetic field is being generated, dry or wet particle shall be applied;
Dry Particle: Shall be applied in such a manner that a light uniform, dust-like coating settles upon
the surface of the part. Excess particle must be lightly blown off the area of inspection prior the
DOCUMENT:
removing the applied current;
Wet Particle: Shall be applied either by spraying or flowing over the areas to be examined during
the application of the magnetizing field current. The spray or flow of wet magnetic particle must stop
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
prior to removing the applied current;
• Evaluation shall take place during and after the current is applied;
Reposition the part or cable wraps and repeat steps above until all inspection areas are examined in
the 90º direction;
PROE MODEL VERSION:
Second examination must utilize the longitudinal magnetic field (Coil & Coil Wrap Technique) for a ‘zero
degree’ direction examination.
8.3.3. Yoke Technique
The surface to be tested shall meet the surface conditions of section 8.2;
Leg spacing of AC Yoke shall be from 4” to 8” apart;
First examination with the longitudinal magnetic field is a ‘zero degree’ direction;
REVIEWED BY: Eddie Pompa
• Place the yoke legs on the component surface and apply current. Do not move the yoke while
current is being applied;
• While the field is being generated, dry or wet particle shall be applied;
Dry Particle: Shall be applied in such a manner that a light uniform, dust-like coating settles upon
PROE REV:
the surface of the part. Excess particle must be lightly blown off the area of inspection prior the
removing the applied current;
Wet Particle: Shall be applied either by spraying or flowing over the areas to be examined during
REVISION PENDING: NO
the application of the magnetizing field current. The spray or flow of wet magnetic particle must stop
prior to removing the applied current;
STATE: RELEASED
• Evaluation shall take place during and after the current is applied;
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 14 of 24
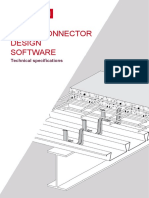
Examination coverage shall have magnetic field boundaries overlap of one inch, from the previous
inspected area to the next inspected area.
Repeat steps above until all inspection areas are examined in the zero-degree direction;
The second examination with the longitudinal magnetic field shall be approximately 90º in relations to
the first examination.
Repeat steps per 8.3.3 above until all inspection areas are examined in the ninety-degree direction;
Yoke Technique:
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
1” Overlap
S
p
a
c
i
n
DOCUMENT:
Spacing
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
1” Overlap
8.4. Acceptance Criteria
The acceptance criteria will be listed as one or more supplementary requirements in Section 11 of this
PROE MODEL VERSION:
specification. The supplementary requirements shall apply and become a part of this specification when
specified on the GE drawing, part specification or purchase order by inserting ‘S’ and the supplement
number after the ‘VGS’ number. Supplements are added to this specification whenever GE Engineering
requirements reflect a specified code or specification where specific accept/reject requirements are
applicable.
Customer specific accept/reject criteria will be contained in a separate and unique VGS23 series
specification as required by the Engineering Part Specification.
Interpret and evaluate the discontinuity indication(s) based on the size and shape of the results from the
magnetic leakage field. Where false or non-relevant indications are suspected, the area containing the
indications shall be examined by liquid penetrant inspection to verify relevancy. Testing shall be in
REVIEWED BY: Eddie Pompa
accordance with VGS 8.4.2.
Relevant Indications: Surface-rupture NDE indications that are caused by mechanical discontinuities with
major dimensions greater than 1.6mm (1/16”) shall be considered relevant, unless defined within the
acceptance supplement.
PROE REV:
False or Non-Relevant Indications: Indications that are caused by physical characteristics such as
permeability differences, scratches, stenciling marks, machining marks, keyways, rivets etc., and not
associated with material discontinuities.
REVISION PENDING: NO
Linear Indication: Any indication, where the length is equal to or greater than three times its width.
STATE: RELEASED
Rounded Indication: Any indication, where the length is less than three times the largest width.
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 15 of 24
Simple cylindrical or rectangular shaped components: Raw or rough machined cylindrical or
rectangular components may be examined with a portable electromagnetic yoke.
Complex shaped components: are parts or material that have complex machined features that make it
difficult to obtain an adequate magnetic field within cavities (internal or external grooves, bolt holes, or
other potential stress points) which may prevent the inspector from identifying surface indications.
Additional NDE capable of providing adequate inspection of these areas should be used to obtain full
inspection coverage. The NDE Level III must be consulted.
Large components: are parts that have large areas (Ex. H4 housings, connectors, etc.) that make it
difficult to maintain proper coverage in both 0 and 90 degree orientations. Due to the relatively small
inspection area (~ 3” x 6”) of a portable electromagnetic yoke, inspectors may not properly cover the
large surfaces and miss defects as a result. Additional NDE capable of providing adequate inspection
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
of these areas should be used to obtain full inspection coverage. The NDE Level III must be consulted.
9. POST INSPECTION
Whenever possible, parts that have been magnetized circularly shall be magnetized in the longitudinal
direction before being demagnetized.
DOCUMENT:
Demagnetization is generally required for residual fields greater than three (3) gauss.
Where the residual magnetic fields affect further processing or where specified in the drawings,
specification, or purchase order, residual fields should not exceed the value specified or agreed upon
between the supplier and customer.
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
Demagnetization is accomplished by subjecting the part to a field equal to or greater than that used to
magnetize the part and in nearly the same direction, then continuously reversing the field direction while
gradually decreasing it to zero.
PROE MODEL VERSION:
Post cleaning is generally required, using the same cleaning operations as were used in the pre-cleaning
process. White contrast paint should be removed if test specimen is at its final operation.
9.1. Part Marking
9.1.1. Rejectable Indications
Defects shall be marked on the part in a manner and with materials that are not harmful to the part.
The area of indication shall be marked on the part in some manner. The marking method is preferably
one that is directly adjacent to the indication, showing location, length, width and interpretation of defect.
In cases where this is not practical due to part size or configuration, the defect information or rejection
REVIEWED BY: Eddie Pompa
report number shall be recorded on a tag or report traveling with the part.
9.1.2. Accepted Parts
Parts that have been accepted using magnetic particle testing shall be marked in accordance with the
applicable drawing, purchase order, contract or as specified by the Code or site-specific work
PROE REV:
instructions.
10. RECORDS
REVISION PENDING: NO
10.1. Test Report
STATE: RELEASED
Written reports shall be provided and shall contain as a minimum the following information:
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 16 of 24
• Logo and name of the firm executing the test
• Work Order or Purchase Order;
• Serial Number;
• Part Number and Description;
• Part Material;
• Procedure Number and Revision;
VIEWED: 2021/03/30 20:37:17
• Magnetizing unit Manufacturer, Type and Serial Number;
VGS8.3.2 | 25
• Magnetizing Current Type (AC, DC, HWAC, FWAC) and Amperage Level;
• Technique Used (coil, cable wrap, central conductor, yoke);
• Magnetic Particle Manufacturer, Type (fluorescent, visible wet or dry) type of carrier used.
DOCUMENT:
• Magnetic Particle Concentration Level or Batch Number for Aerosol Spray Can;
• White Light Meter Serial Number and Light Intensity;
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
• UV-A light Meter Serial Number and Light Intensity; if applicable
• Sketch(es) showing areas of incomplete coverage when 100% of the components surface is not
inspected;
PROE MODEL VERSION:
• Test Results - Accept/Non-Accept with comments;
• Date of examination; (if applicable, record PWHT date and time of completion)
• A copy of the Baker Hughes Level III approved technique sheet.
• Technician’s printed name, NDE level and copy of inspector’s current certification credentials for the
magnetic particle inspection method. If there is any question as to if the credentials are archived, check
the status with your Baker Hughes Sourcing Quality Engineer (SQE).
• Demagnetization method used.
REVIEWED BY: Eddie Pompa
• GRR/NCR Number, if applicable
• Description of Indications - location, size, may be written, shown in a sketch, photograph or
electronically scanned. Indications can be preserved by transparent adhesive tape, varnish, peel able
contrast-aids magnetic tapes or epoxy or chemical magnetic particle mixtures.
PROE REV:
10.2. Data Retention
All Inspection reports required by this specification shall be maintained in a traceable manner and
retained for a minimum of ten years or as required by customer, legal or any other applicable
REVISION PENDING: NO
requirements, whichever is longer (see also Baker Hughes Quality Management Procedure – BHGE-
QUA-013 “Record Control”).
STATE: RELEASED
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 17 of 24
11. SUPPLEMENTS
The following supplementary requirements shall apply and become a part of this specification.
Supplementary specified on the drawing, part specification, or purchase order by inserting, 'S' and the
supplement number after the 'VGS’ specification number. If no supplement number is indicated, i.e.
when only the “base” number specification “VGS8.3.2” is specified, then S1-B shall apply.
When additional details are required, or requirements are not clear (such as API specification number,
PSL Level, etc.), contact the cognizant Baker Hughes Engineering/QA department for clarification,
otherwise the inspection shall be performed to the most stringent requirement.
S1 (API 6A, 16A, 16C, 17D) :
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
A. For API 6A PSL 1, PSL 2, and API 16A, 17D, the wet fluorescent, wet or dry color contrast methods may
be used:
These criteria shall apply to pre-clad surfaces and finish machined surfaces
– All accessible wetted surfaces and all accessible sealing surfaces of each finished part shall be
inspected as a minimum.
DOCUMENT:
– No relevant indication with a major dimension equal to or greater than 3/16” (5 mm).
– No more than ten (10) relevant indications in any continuous 6 square-inch (40 cm2) area.
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
– No four or more relevant indications in a line separated by less than 1/16” (1.6 mm), edge to edge are
unacceptable.
– No relevant indications in the pressure contact sealing surfaces.
PROE MODEL VERSION:
The following criteria in addition to those above shall apply to Welds.
The examination shall include ½ in. (13 mm) of adjacent base material on both sides of the weld.
– No relevant linear indications.
– No rounded indications greater than 1/8” (3 mm) for welds whose depth is 5/8” (16 mm) or less; or
3/16” (5 mm) for welds whose depth is greater than 5/8” (16 mm).
B. For API 6A PSL 3, PSL 4 and API 16C, the requirements shall be identical to those for PSL 2 above
with the additional requirements: (Default criteria)
REVIEWED BY: Eddie Pompa
– All examinations shall use the wet fluorescent method
– All accessible surfaces of each finished part shall be inspected
– Surface NDE shall be performed on all surfaces prepared for “weld metal overlay”
PROE REV:
Note: For ASME Section VIII, Division 1 & 2 application, use the acceptance requirements of S7
C. Same as S1-A above with additional personnel requirement of ISO 9712 (or equivalent) certification
with product sector (f)(forgings) / (c)(castings) where applicable.
REVISION PENDING: NO
D. Same as S1-B above with additional personnel requirement of ISO 9712 (or equivalent) certification
STATE: RELEASED
with product sector (f)(forgings) / (c)(castings) where applicable.
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 18 of 24
Note: When only “S1” is indicated as the Acceptance Criteria with no further suffix letter (A to D), S1-B shall
apply.
S2 This supplement (S2) has been superseded by supplement S1.
S3 Obsoleted. Refer to VGS 8.3.2 Revision 23 for Acceptance Criteria or contact cognizant Baker
Hughes engineering.
S4 Obsoleted. Refer to VGS 8.3.2 Revision 23 for Acceptance Criteria or contact cognizant Baker
Hughes engineering.
S5 Obsoleted. Refer to VGS 8.3.2 Revision 23 for Acceptance Criteria or contact cognizant Baker
Hughes engineering.
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
S6 Obsoleted. Refer to VGS 8.3.2 Revision 23 for Acceptance Criteria or contact cognizant Baker
Hughes engineering.
S7 (ASME Section VIII, Divisions 1 & 2, and Div. 1, Mandatory Appendix 6): (the wet fluorescent, wet or
dry color contrast methods may be used):
DOCUMENT:
The following indications are unacceptable
A. Relevant linear indications
B. Relevant rounded indications greater than 3/16” (4.8 mm).
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
C. Four or more relevant rounded indications in a line separated by 1/16” or less, edge to edge.
In addition to the above requirements, when Section VIII, Division 2 is specified, no crack like indications
detected, irrespective of surface condition is acceptable.
PROE MODEL VERSION:
S8 Submarine Pipeline Systems (DNVGL-ST-F101 Per Table D-8 & D-11, Forgings and Castings)
A. Crack-like indications: not permitted
B. Linear indications with length more than three times the width: not permitted. Linear indications with
length < 1.5 mm may be deemed irrelevant.
C. Rounded indications: Diameter < 3 mm, accumulated diameters in any 100 × 150 mm area < 8 mm.
S9 (Mil-Std 1907 Grade A critical) – (Fluorescent, Wet Method):
REVIEWED BY: Eddie Pompa
The following indications are unacceptable:
Maximum allowable discontinuity sizes and distribution wrought products, areas other than
weldments. GRADE A
PROE REV:
Inclusions, Rounded:
Surface: Relevant size - 0.031 dia. (No more than two indications)
Sub Surface: Relevant size - 0.047 dia. (No more than two indications)
REVISION PENDING: NO
Inclusions, Stringers (linear):
STATE: RELEASED
Surface: Relevant size - 0.125” long. (No closer to each other than 0.5” linearly and 0.25” in
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 19 of 24
parallel)
Sub Surface: Relevant size - 0.187 dia. (No closer to each other than 0.5” linearly and 0.25” in
parallel)
Seams or Laps: (un-machined surfaces)
Surface: Relevant size - 0.500” long. (No closer to each other than 0.5” linearly and 0.25” in
parallel)
Seams or Laps: (machined surfaces)
Surface: Relevant size – NONE ALLOWED
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
Propagating Discontinuities; (Cracks, Flakes, Laminations, etc.)
Surface: Relevant size – NONE ALLOWED
S10 NORSOK M-123 (ASME VIII, Div.1, appendix 6) (Non-fluorescent, Wet or Dry Method)
DOCUMENT:
Personnel Certification: Shall be in accordance with ISO 9712 level 2, or other ISO 9712 approved
certification body. ASNT SNT-TC-1A and CP189 are not regarded as equivalent to ISO 9712.
The following acceptance criteria shall be applied:
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
All surfaces to be examined shall be free of:
A. Relevant linear indications;
B. Relevant rounded indications greater than 3⁄16 in. (5 mm);
PROE MODEL VERSION:
C. Four or more relevant rounded indications in a line separated by 1⁄16 in. (1.5 mm) or less, edge to
edge.
S11 Obsoleted. Refer to VGS 8.3.2 Revision 23 for Acceptance Criteria or contact cognizant Baker
Hughes engineering.
S12 Material Surfaces Designated as Fatigue Sensitive
Personnel performing and interpreting test results shall be certified to a minimum of Level II by an
Independent Certification Body or Authorized Qualifying Body in accordance with ISO 9712 or the ASNT
Central Certification Program (ACCP) and within the relevant industrial sector of the magnetic particle
REVIEWED BY: Eddie Pompa
method.
Only wet fluorescent particles and techniques shall be used.
When using yokes for inspection, only AC yokes shall be used.
PROE REV:
Demagnetization shall be accomplished to reduce the residual field below 2 gausses or where specified in
the drawings, specification, or purchase order. Residual fields should not exceed the value specified or
agreed upon between the supplier and customer.
REVISION PENDING: NO
The following will be unacceptable:
STATE: RELEASED
A. No relevant linear indications allowed
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 20 of 24
B. No relevant rounded indications whose major dimension exceeds 1.6 mm (1/16”) allowed
C. Four or more relevant indications in a line separated by less than 1.6 mm (1/16”) edge-to edge are
unacceptable.
D. Rounded indications shall be examined to ensure the absence of visible surface porosity
E. Arc Burns
F. No relevant indications in pressure contact sealing surfaces.
S13 Obsoleted. Refer to VGS 8.3.2 Revision 23 for Acceptance Criteria or contact cognizant Baker
Hughes engineering.
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
S14 DNVGL-RP-0034
Inspection bodies/providers performing NDT activities shall conform to ISO/IEC 17020 or its equivalent in
relation to NDT and meet the requirements for type A or type B inspection bodies, as applicable. Personnel
responsible for NDT activities, including approval of procedures, shall be qualified and certified to Level 3 in
accordance with ISO 9712, ASNT Central Certification Program (ACCP) or equivalent third-party
DOCUMENT:
certification system in the method(s) concerned.
Personnel performing MT and interpretation of test results shall be qualified and certified to minimum Level
2 in accordance with ISO 9712, ASNT Central Certification Program (ACCP) or equivalent third-party
certification system in the method(s) concerned.
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
SFC 1 and SFC 2
Parts in the final machined condition shall conform to the applicable product and design standard
requirements. Only when no such requirements specified, the following shall be met:
PROE MODEL VERSION:
• continuous wet fluorescent technique shall be used
• no relevant linear indication
• no relevant rounded indication with a major dimension equal to or greater than 3 mm (1/8 in)
• no more than ten relevant indications in any continuous 40 cm2 (6 in2) area
• four or more relevant indications in a line separated by less than 1.6 mm (1/16 in) (edge to edge)
are unacceptable
• no relevant indications in pressure contact sealing surfaces.
• Relevant indication shall be as defined in ISO 10423 or API 6A.
SFC 3
REVIEWED BY: Eddie Pompa
Parts in the final machined condition shall conform to the requirement of no relevant indications, as defined
in ISO 10423 or API Spec 6A. Continuous wet fluorescent technique shall be used.
PROE REV:
REVISION PENDING: NO
STATE: RELEASED
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 21 of 24
12. RECORD OF REVISION
Revision Affected Description
Sections
All BHGE to Baker Hughes or BH (including Logo)
All Several typos corrected.
Update the term “black light” or “ultra-violet” to “UV-A” per latest ASTM
All
E1316
2.1 SNT-TC-1A, ISO9712 and ISO 17020 added.
25 7.1.1, 7.1.2 Revised to align with VGS9.22.8.
7.1.3 New Section 7.1.3 added to align with VGS9.22.8.
10.2 “five years” to “ten years” per API 6A.
VIEWED: 2021/03/30 20:37:17
Revised per latest DNVGL-RP-0034 but “continuous wet fluorescent
VGS8.3.2 | 25
11 – S14
technique” added to align with API 6A.
Annex A Tech Sheet template updated.
All Some typo and editorial corrections
3.1, 3.2 Revised per API 6A 21st edition
5.1 DC Yoke added.
7.1, Rewrote the whole section.
DOCUMENT:
7.2 Deleted the statement for “non-production test hardware”.
7.1.2 New section added.
7.4 AC Yoke changed from “shall” to “prefer”
DC Yoke and its requirement added.
8.1 Revised per ASTM E709 to add field strength requirement when Hall-effect
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
24
gauss meter is used.
11 Revised and default S# added.
11-S1 Revised to meet API 6A 21st edition better.
11-S8 Revised per latest DNVGL-ST-F101, castings added.
11-S3, S4, Deleted due to obsolete special or customer requirement.
PROE MODEL VERSION:
S5, S6,
S11, S12
12 The title changed to “Annex A” and the content updated to align with other
VGS8.x
REVIEWED BY: Eddie Pompa
PROE REV:
REVISION PENDING: NO
STATE: RELEASED
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 22 of 24
Annex A
(Normative)
TECHNIQUE SHEET NUMBERING
A.1 Mandatory Numbering
The following numbering scheme to be used for both the technique sheet(s) created using the template form
provided at the end of this specification or those created with other formats per A.2. Baker Hughes need use
of the provided numbering system for standardization and traceability/archiving purposes. Different
Technique Sheet numbering may be used between square brackets [ ], when and where they are stated
below.
VIEWED: 2021/03/30 20:37:17
VGS8.3.2 | 25
Technique Sheet(s) to be submitted for Baker Hughes review, approval or archiving per Section 7.1 must be
one per file and have same digital file-name(s) generated by the present mandatory technique sheet
numbering scheme. Digital signatures in lieu of oleography signatures are preferred, provided the submitted
file(s) have not been secured for further commenting/digital approvals of Baker Hughes.
DOCUMENT:
Technique number / file name: AA–BB-P/N-RevZ–CC– [XXX]-[YY]
Where:
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
AA: 2 to 4 Letters abbreviation of NDT Inspection provider’s legal entity name.
If Baker Hughes would be the NDT provider, the two letters “BH” would be used.
BB: 2 Letters abbreviation for the NDT method. Magnetic Particle Testing method will be “MT” in
this case. (Terminology of ASTM E1316, SNT-TC-1A and ISO 9712 shall be used.)
PROE MODEL VERSION:
P/N-RevZ: Product number and its revision index e.g. R450350-1-RevA.
In case of grouping more than one Part Number, a general description of the group of part
numbers shall be used e.g. “3inODx3000mLG-RAWBAR-F22”.
CC: Revision of the technique sheet – 1 Letter & 1 Number – Not to be confused with the revision
of the draft of the technique sheet. Letters represent the revision whereas numbers represent
alternative test plans. Always start with “A0” and the release of a revision with the next letter
will void the revision with the last letter. Hence, if revision “B0” is released revision “A0” will
be void. An example for using an alternative number is, when a certain part will be inspected
after heat treatment (HT) and after final machining. Use number “1” for the first inspection
REVIEWED BY: Eddie Pompa
(after HT) and number “2” for the inspection after final machining.
[XXX] – [YY]: Optional additional information, which can be used by the NDT provider / supplier for example
for the internal reference. To be used with brackets in order to mark it as additional information
or to insert a different Technique Sheet numbering according to NDT provider / Supplier
manual of quality.
PROE REV:
It should be separated with dashes. For example purchase order number 14 dated 2014-05-
24 would be “[PO014]-[140524]”
Example: Using the examples above would lead to the following number and file name of the technique
sheet:
REVISION PENDING: NO
BH-MT-R450350-1-RevA-A1-[PO014]-[140524]
STATE: RELEASED
Note: DO NOT include any space between each letter, number or symbol. For example:
PROE NAME:
Security Level: CONFIDENTIAL
.
DOCUMENT DATE/REV. PAGE
VGS 8.3.2 30 March 2021
BH Confidential Revision 25 23 of 24
“RevA” rather than “Rev A” is required.
A.2 Technique Format
A template form is provided at the end of this document, however, a separate and editable template in Word
format is available. Different template can be used provided all the inspection parameters (where applicable)
noted in the one attached at the end of this specification are present.
The users of this document may contact a Baker Hughes NDT Level III for any technical question concerning
Technique Sheet content and formats.
VIEWED: 2021/03/30 20:37:17
DOCUMENT: VGS8.3.2 | 25
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
PROE MODEL VERSION:
REVIEWED BY: Eddie Pompa
PROE REV:
REVISION PENDING: NO
STATE: RELEASED
PROE NAME:
Security Level: CONFIDENTIAL
MAGNETIC PARTICLE TECHNIQUE PLAN
INSPECTION BODY AA-MT-P/N&Rev-A0
Technique Sheet number
Company Name/Logo (Refer to Annex A for Numbering Instruction)
Address / Location Procedure No. VGS8.3.2 Rev #
Part Number Acceptance No. VGS8.3.2-S# Rev #
Part Description Material Type:
Part: (Dimensions) Surface Condition
Timing of Inspection Choose an item. Inspection Area
Technique to Use Choose an item. Choose an item. Choose an item.
INSTRUMENT DETAILS
Magnetizing Unit Current Type and Max Choose an item.
Name and Type Amps: Max Amps: A
VIEWED: 2021/03/30 20:37:17
Magnetic Particle
VGS8.3.2 | 25
Lighting Equipment
brand & type
Magnetic field
Choose an item. Field direction checks by Choose an item.
strength checks
SET_UP DETAILS
1st or Circular Magnetization 2nd or Longitudinal Magnetization
Turns Turns
DOCUMENT:
Conductor
Choose an item. Conductor Size Choose an item.
Size
Amps Amps
TEST PLAN SKETCH
REVIEWED ON: 2021/03/29 07:36:20
APPROVED BY: Premkumar Subramanian APPROVED ON: 2021/03/30 17:14:50
Choose an item. Choose an item.
Number of Examinations Number of Examinations
NOTE
PROE MODEL VERSION:
(Insert photos and/or sketch of setup here)
(For each “Choose an item” showed in this page, please click to show the drop-list and choose one item, then
manually edit it where necessary.)
(Any data already filled in are for your example only.)
(You may need to add additional row or column where necessary.)
(Fill in “N/A” where not applicable.)
(Delete the above NOTES before start)
REVIEWED BY: Eddie Pompa
Bath Concentration ml/100ml Demagnetization Method/
Residual Level
UV-A light Level μW/cm2 White Light Level Lux
Notes:
☒Record the Percentage of coverage and Access limitation/ area not covered in the Technique sheet.
PROE REV:
☐ Arcing is strictly prohibited when apply direct contact magnetization.
☐ Self-Approve to this technique sheet is granted by VGS 9.22.8 / by BH NDT Level III.
☐ Others.
REVISION PENDING: NO
Prepared By Reviewed By Approved by (NDT level III)
STATE: RELEASED
Date Date Date
PROE NAME:
Form # MT-Techniuqe-832 (V4) Page 1 of 1
Security Level: CONFIDENTIAL
You might also like
- VGS 23.3.2 Rev 4 (MPI (Flourescent) For Equinor) )Document21 pagesVGS 23.3.2 Rev 4 (MPI (Flourescent) For Equinor) )Rod RoperNo ratings yet
- Engineering Standards & Specifications: Security Level: CONFIDENTIALDocument29 pagesEngineering Standards & Specifications: Security Level: CONFIDENTIALRod RoperNo ratings yet
- VGS 8.1.2 Rev.20 - UTDocument29 pagesVGS 8.1.2 Rev.20 - UTPaul-Petrus MogosNo ratings yet
- VGS 23.1.4 Rev 3 (UT of Weld Overlay For Equinor)Document18 pagesVGS 23.1.4 Rev 3 (UT of Weld Overlay For Equinor)Rod RoperNo ratings yet
- NDT-PT InspectionDocument15 pagesNDT-PT InspectionIvan MauricioNo ratings yet
- Thread GageDocument30 pagesThread GageRosendo RizoNo ratings yet
- Ancillary Specification (Generic) : Subject: Full Length Drift/End Drift Inspection ProcedureDocument4 pagesAncillary Specification (Generic) : Subject: Full Length Drift/End Drift Inspection ProcedureDefi Jodi PermanaNo ratings yet
- Receipt Inspection NS2A4Document11 pagesReceipt Inspection NS2A4islam atifNo ratings yet
- PTDocument28 pagesPTglazetm100% (1)
- Hydrotest ProcedureDocument3 pagesHydrotest ProcedureAprilia dwita sariNo ratings yet
- MT Form Asme PDFDocument1 pageMT Form Asme PDFTrung Tinh HoNo ratings yet
- Ultrasonic Testing of Metal Pipe and Tubing: Standard Practice ForDocument11 pagesUltrasonic Testing of Metal Pipe and Tubing: Standard Practice ForBauyrzhanNo ratings yet
- 1.0 Scope:: NDT & Corrosion Control ServicesDocument1 page1.0 Scope:: NDT & Corrosion Control Servicesm_armoutiNo ratings yet
- Casing and Tubing Crossovers: ScopeDocument4 pagesCasing and Tubing Crossovers: Scopeislam atifNo ratings yet
- Magnetic Praticle Inspection ProcedureDocument9 pagesMagnetic Praticle Inspection ProcedureTouil HoussemNo ratings yet
- Bottom & Annular Plate Design: We Will Use Bottom Witout AnularDocument25 pagesBottom & Annular Plate Design: We Will Use Bottom Witout AnularhgagNo ratings yet
- Cal BlocksDocument2 pagesCal BlocksRamy HusseinNo ratings yet
- Kiem Tra NDTDocument189 pagesKiem Tra NDTnkvon100% (5)
- Fluorescent Magnetic TestingDocument29 pagesFluorescent Magnetic TestingAlzaki Abdullah100% (1)
- Flaw Detection and Characterization in Welded Samples Used For Ultrasonic System QualificationDocument6 pagesFlaw Detection and Characterization in Welded Samples Used For Ultrasonic System Qualificationcal2_uniNo ratings yet
- EMI Buggy Cal 5Document2 pagesEMI Buggy Cal 5John DolanNo ratings yet
- Engineering Specifications - Inspection: Rev. FDocument17 pagesEngineering Specifications - Inspection: Rev. Fstephen lewellen100% (1)
- TGN-PE-02 Temper Bead WeldingDocument9 pagesTGN-PE-02 Temper Bead WeldingNatrajiNo ratings yet
- NDT Syllabus NIT TrichyDocument17 pagesNDT Syllabus NIT Trichykhizer mohamedNo ratings yet
- 67229-BS 6072-1981 Method For Magnetic Particle Flaw DetectionDocument35 pages67229-BS 6072-1981 Method For Magnetic Particle Flaw DetectionANNADURAINo ratings yet
- Specification: 70.78412 Revision: I Date: August 13, 2010 Specification - General Procedure - Brinell and Rockwell Hardness TestingDocument4 pagesSpecification: 70.78412 Revision: I Date: August 13, 2010 Specification - General Procedure - Brinell and Rockwell Hardness Testingstephen lewellenNo ratings yet
- MT Procedure Rkl-Pro-08-ThocDocument26 pagesMT Procedure Rkl-Pro-08-ThocEmmad JriNo ratings yet
- QMS P 009 Procedure For Visual and Optical Inspection Revision 0 PDFDocument8 pagesQMS P 009 Procedure For Visual and Optical Inspection Revision 0 PDFmanuelperdomotNo ratings yet
- NDT Steel CastingsDocument17 pagesNDT Steel CastingsWoodrow FoxNo ratings yet
- 10.75 BC CSGDocument1 page10.75 BC CSGharyantoNo ratings yet
- PSL-30 - Log of Pre-Cert ExperienceDocument3 pagesPSL-30 - Log of Pre-Cert ExperiencerenjisyamNo ratings yet
- Weld DefectsDocument23 pagesWeld DefectsSridhar CnNo ratings yet
- ISO UT ProsedureDocument43 pagesISO UT ProsedureTotok Tj IndriantoNo ratings yet
- Hardness Spec (FMC) Rev 5Document2 pagesHardness Spec (FMC) Rev 5aezeadNo ratings yet
- Temper Bead Welding WPS and PQRDocument27 pagesTemper Bead Welding WPS and PQRSandeep Parmar100% (3)
- 6.4 - NDT-Magnetic Particle ExaminationDocument38 pages6.4 - NDT-Magnetic Particle ExaminationKatsaras SotirisNo ratings yet
- Interview QuestionsDocument13 pagesInterview QuestionsWalter Rueda100% (1)
- Penetrant TestingDocument36 pagesPenetrant TestingBrahmaji RaoNo ratings yet
- MPI Machine - SL 2016123864 - MPI Yoke - 27.05.2021Document1 pageMPI Machine - SL 2016123864 - MPI Yoke - 27.05.2021Naveen KumarNo ratings yet
- Dye Penetrant Inspection ProcedureDocument14 pagesDye Penetrant Inspection Proceduretankimsin100% (1)
- DN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowerDocument23 pagesDN Wind Systems India Pvt. LTD.: Ultrasonic Procedure FOR Wind Mill TowermaheshNo ratings yet
- Wps For Casting Steel With Normal SteelDocument11 pagesWps For Casting Steel With Normal SteelNguyen Huu TriNo ratings yet
- Submerged Arc Welding (Saw)Document26 pagesSubmerged Arc Welding (Saw)Kurt1905No ratings yet
- Doosan NDE CastingDocument20 pagesDoosan NDE CastingvsnaiduqcNo ratings yet
- Asme Sec V A-2-2004 PDFDocument39 pagesAsme Sec V A-2-2004 PDFjaire esparzaNo ratings yet
- NDT Weld Visual Inspection ProcedureDocument4 pagesNDT Weld Visual Inspection ProcedureAvneet MaanNo ratings yet
- A388 PDFDocument9 pagesA388 PDFnegg 348No ratings yet
- 350xt Data Sheet EnglishDocument1 page350xt Data Sheet Englishanon_726020506No ratings yet
- Work Instruction FOR: Charpy Impact TestDocument4 pagesWork Instruction FOR: Charpy Impact TestmahendraNo ratings yet
- Ultrasonic Test Report: Before AfterDocument7 pagesUltrasonic Test Report: Before AfterMenad SalahNo ratings yet
- Inspection Procedures On Ds 1Document2 pagesInspection Procedures On Ds 1Chaerul Anwar100% (1)
- Duraband Information Vs 300XTDocument4 pagesDuraband Information Vs 300XTanhlhNo ratings yet
- AMOSCO Tubular Inspection ServicesDocument14 pagesAMOSCO Tubular Inspection ServiceskoushkiNo ratings yet
- DVS 2207-13 Soldadura de Termoplasticos - Soldadura de Tubos y Accesorios de PVC-CDocument7 pagesDVS 2207-13 Soldadura de Termoplasticos - Soldadura de Tubos y Accesorios de PVC-CEugenioNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument17 pagesNational Oil Corporation: Rev Date Description Checked ApprovedALI BEN AMORNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument17 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- Heat Exchanger - Seal Supply Systems: Product Description Technical FeaturesDocument1 pageHeat Exchanger - Seal Supply Systems: Product Description Technical FeaturesLuis BassoNo ratings yet
- TB-2022-01 PWHT Exemption TableDocument1 pageTB-2022-01 PWHT Exemption TableMuhammad Ghufran KhanNo ratings yet
- E1085 - Standard Test Method For Analysis of Low-Alloy Steels by Wavelength Dispersive X-Ray Fluorescence SpectrometryDocument6 pagesE1085 - Standard Test Method For Analysis of Low-Alloy Steels by Wavelength Dispersive X-Ray Fluorescence SpectrometryRod RoperNo ratings yet
- E1621 - Standard Guide For Elemental Analysis by Wavelength Dispersive X-Ray Fluorescence SpectrometryDocument9 pagesE1621 - Standard Guide For Elemental Analysis by Wavelength Dispersive X-Ray Fluorescence SpectrometryRod Roper100% (3)
- A 388 - A 388M - 03 - Qtm4oc9bmzg4tqDocument8 pagesA 388 - A 388M - 03 - Qtm4oc9bmzg4tqRod RoperNo ratings yet
- Straight-Beam Ultrasonic Examination of Steel Plates: Standard Specification ForDocument2 pagesStraight-Beam Ultrasonic Examination of Steel Plates: Standard Specification ForRod RoperNo ratings yet
- CHM131 - Chapter 2 - Structure of Atom - PeriodicityDocument97 pagesCHM131 - Chapter 2 - Structure of Atom - PeriodicityLeo PietroNo ratings yet
- Kajian Penggunaan Flow Meter Untuk Monitoring Pemakaian Bahan Bakar Minyak Di Kapal Tug BoatDocument11 pagesKajian Penggunaan Flow Meter Untuk Monitoring Pemakaian Bahan Bakar Minyak Di Kapal Tug BoatZahra PuspitaNo ratings yet
- Wind Load (On Roof)Document11 pagesWind Load (On Roof)vinayNo ratings yet
- UDo - Polymer Review - HW01Document3 pagesUDo - Polymer Review - HW01Elvira NgueliNo ratings yet
- Installation With Mortar - Umlauf 2015 PDFDocument18 pagesInstallation With Mortar - Umlauf 2015 PDFvũ minh tâmNo ratings yet
- MODULE 1 Teaching Science in The Intermediate Grades (Physics, Earth, andDocument2 pagesMODULE 1 Teaching Science in The Intermediate Grades (Physics, Earth, andHenry ObinaNo ratings yet
- Hebel Tech Manual 3Document79 pagesHebel Tech Manual 3subhaschandraNo ratings yet
- Some Tips For The Revised CSIR UGC NET For Physical SciencesDocument15 pagesSome Tips For The Revised CSIR UGC NET For Physical SciencesJijo P. Ulahannan100% (12)
- m3 m4 Oblique CollisionsDocument48 pagesm3 m4 Oblique Collisionsjeetchoudhary7890No ratings yet
- BS ChemistryDocument148 pagesBS Chemistryimtiaz qadirNo ratings yet
- Som Notes Vivek Gupta 22.6.22-1-InvertDocument616 pagesSom Notes Vivek Gupta 22.6.22-1-InvertAnkush rajNo ratings yet
- Free Electron TheoryDocument68 pagesFree Electron TheoryV Sree Suswara SuswaraNo ratings yet
- Sonar-Based Volumetric Flow Meter ForDocument8 pagesSonar-Based Volumetric Flow Meter Foramir sadighiNo ratings yet
- Exercise Problems-Flexure - ED1Document2 pagesExercise Problems-Flexure - ED1Fitsum AbebeNo ratings yet
- Summary CompletionDocument18 pagesSummary Completion31. Thu UyênNo ratings yet
- Ella's ReviewerDocument4 pagesElla's ReviewerMichael RegalaNo ratings yet
- Retirement ThicknessDocument7 pagesRetirement ThicknessKamal UddinNo ratings yet
- Chapter 1a PDFDocument38 pagesChapter 1a PDFAliNo ratings yet
- Afshar - Sepideh Lithium-Ion Battery SOC EstimationDocument166 pagesAfshar - Sepideh Lithium-Ion Battery SOC EstimationVahidJamNo ratings yet
- Key Change For 2011EN12464-1 PDFDocument19 pagesKey Change For 2011EN12464-1 PDFJibaNo ratings yet
- HSCD - Technical SpecificationsDocument71 pagesHSCD - Technical SpecificationsHuzef FirozNo ratings yet
- Mechanical EngineeringDocument21 pagesMechanical EngineeringmayurNo ratings yet
- EET308 PFA Solving Problem 1 GSDocument10 pagesEET308 PFA Solving Problem 1 GSMustafa AlfahadNo ratings yet
- Á1229.1Ñ Steam Sterilization by Direct Contact: 7698 Á1229ñ / General Information USP 41Document4 pagesÁ1229.1Ñ Steam Sterilization by Direct Contact: 7698 Á1229ñ / General Information USP 41Yuli BlandónNo ratings yet
- LabEx No. 8 Specific Gravity of Hydraulic CementDocument3 pagesLabEx No. 8 Specific Gravity of Hydraulic CementianzkieeNo ratings yet
- Chapter 5 Module 1Document6 pagesChapter 5 Module 1Thasrin RahmanNo ratings yet
- CAT 320 Reparar BaldeDocument46 pagesCAT 320 Reparar BaldeTaller PahrNo ratings yet
- CUCET 2017 Question PaperDocument22 pagesCUCET 2017 Question Papersreejitha KNo ratings yet
- Anchor Chain Stud RepairsDocument1 pageAnchor Chain Stud RepairsAnkush GuptaNo ratings yet
- Main Principles of Pumps SelectionDocument19 pagesMain Principles of Pumps Selectionbrian qlpNo ratings yet