You might also like
- Opstandard: Task # Work Element Description Key Points Notes/ DiagramsDocument8 pagesOpstandard: Task # Work Element Description Key Points Notes/ DiagramsArturo Gordillo AbadíaNo ratings yet
- Steinberger R Trem Maintenance Web PDFDocument1 pageSteinberger R Trem Maintenance Web PDFOscar Antonio HumanoNo ratings yet
- Steinberger R Trem MaintenanceDocument1 pageSteinberger R Trem MaintenanceFabio GolfettiNo ratings yet
- Steinberger R Trem Maintenance Web PDFDocument1 pageSteinberger R Trem Maintenance Web PDFOscar Antonio HumanoNo ratings yet
- Steinberger R Trem Maintenance Web PDFDocument1 pageSteinberger R Trem Maintenance Web PDFOscar Antonio HumanoNo ratings yet
- Opstandard: Task # Work Element Description Key Points Notes/ DiagramsDocument5 pagesOpstandard: Task # Work Element Description Key Points Notes/ DiagramsArturo Gordillo AbadíaNo ratings yet
- Job 3395-Emsco FB1600 PumpDocument123 pagesJob 3395-Emsco FB1600 PumpCristian BoselliNo ratings yet
- Standardized Work: Task # Work Element Description Key Points Notes/ DiagramsDocument5 pagesStandardized Work: Task # Work Element Description Key Points Notes/ DiagramsArturo Gordillo AbadíaNo ratings yet
- JSA - Replace Grinding Wheel From Bench GrinderDocument2 pagesJSA - Replace Grinding Wheel From Bench GrinderAshok Suresh100% (1)
- Installing A Mechanical Seal 1Document9 pagesInstalling A Mechanical Seal 1ZakNo ratings yet
- Mark Andy 2200 PM Evaluation Checklist General InformationDocument14 pagesMark Andy 2200 PM Evaluation Checklist General InformationEdwin PerezNo ratings yet
- Opstandard: Task # Work Element Description Key Points Notes/ DiagramsDocument4 pagesOpstandard: Task # Work Element Description Key Points Notes/ DiagramsArturo Gordillo AbadíaNo ratings yet
- Shifting and Loading Unloading of MaterialDocument4 pagesShifting and Loading Unloading of MaterialAdilMunirNo ratings yet
- TROUBLE SHOOTING (Ravindra)Document4 pagesTROUBLE SHOOTING (Ravindra)ravindra kumarNo ratings yet
- Attachment 3 - Bolt Tensioning Task PlanDocument4 pagesAttachment 3 - Bolt Tensioning Task Planchancele nguepdjopNo ratings yet
- TF100-75 - Rynglok R5 Fittings AS-Cross ReferenceDocument4 pagesTF100-75 - Rynglok R5 Fittings AS-Cross ReferenceLorenzoTanNo ratings yet
- Attachment 2 - Bolt Tensioning Task PlanDocument5 pagesAttachment 2 - Bolt Tensioning Task Planchancele nguepdjopNo ratings yet
- Ferris 400S Series Dealer Setup & Adjustment Instructions ManualDocument16 pagesFerris 400S Series Dealer Setup & Adjustment Instructions ManualGustavs KrievkalnsNo ratings yet
- Dayton Arbor Presses Owners ManualDocument8 pagesDayton Arbor Presses Owners ManualBryan AceroNo ratings yet
- CRAFT Installation-Guide For Split Bearings PDFDocument7 pagesCRAFT Installation-Guide For Split Bearings PDFAdrian CantaragiuNo ratings yet
- Excavator Audit Complete PresentationDocument97 pagesExcavator Audit Complete PresentationTechnical Support WarrantyNo ratings yet
- Break Out and Laying Down BhaDocument3 pagesBreak Out and Laying Down BhakhurramNo ratings yet
- As dc08 003 - 1Document5 pagesAs dc08 003 - 1Putra SeptiadyNo ratings yet
- As dc08 003 - 1Document5 pagesAs dc08 003 - 1Putra SeptiadyNo ratings yet
- Standard Operating Procedure / Work Instructions / Visual AidsDocument3 pagesStandard Operating Procedure / Work Instructions / Visual AidsSwapnil BachhavNo ratings yet
- NoteDocument18 pagesNotepikipelukiNo ratings yet
- Dräger Caleo Incubator - User Manual (En) PDFDocument132 pagesDräger Caleo Incubator - User Manual (En) PDFpatrick1009No ratings yet
- Attachment 1 - Bolt Tensioning Task PlanDocument7 pagesAttachment 1 - Bolt Tensioning Task Planchancele nguepdjopNo ratings yet
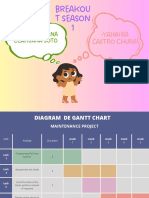
- Gráfico Diagrama Carta Gantt Calendario de Trabajo Color PastelDocument3 pagesGráfico Diagrama Carta Gantt Calendario de Trabajo Color PastelBrigith Jimena Ccahuana SotoNo ratings yet
- Manual Medicion Tren de RodajeDocument140 pagesManual Medicion Tren de RodajeCarlos Enrique De La Rosa ZambranoNo ratings yet
- FAT Procedure 12m DoorDocument5 pagesFAT Procedure 12m DoorBjørnar HuseNo ratings yet
- Chair Lift Logs!Document11 pagesChair Lift Logs!api-56269050No ratings yet
- ChecklistTyres-invulbaar LEAF EN 09-2020Document2 pagesChecklistTyres-invulbaar LEAF EN 09-2020Melwyn FernandesNo ratings yet
- Troubleshooting in PressDocument1 pageTroubleshooting in PressDavid RodriguezNo ratings yet
- Standardized Work: Heating Steels Before and After WeldingDocument6 pagesStandardized Work: Heating Steels Before and After WeldingArturo Gordillo AbadíaNo ratings yet
- Job Safety Analysis (Jsa) : DQE International Iraq BranchDocument4 pagesJob Safety Analysis (Jsa) : DQE International Iraq Branchhassan100% (1)
- Procedures Manual Volume Four: Written By: Syed M Asim Reviewed By: Faisal DilbaghDocument3 pagesProcedures Manual Volume Four: Written By: Syed M Asim Reviewed By: Faisal DilbaghTalha UsmaniNo ratings yet
- Front Upper Control Arm: Step #1 Step #2Document1 pageFront Upper Control Arm: Step #1 Step #2Damian CrequeNo ratings yet
- Qdoc - Tips Volvo g930 Motor Grader Service Repair ManualpdfDocument16 pagesQdoc - Tips Volvo g930 Motor Grader Service Repair ManualpdfLarzon Rodriguez0% (1)
- IDC SOP # 10 Operation of The Pipe SpinnerDocument2 pagesIDC SOP # 10 Operation of The Pipe SpinnerkareemNo ratings yet
- Equipment Training MaterialDocument20 pagesEquipment Training MaterialHimanshu MishraNo ratings yet
- Style40 42 45 IOMDocument12 pagesStyle40 42 45 IOMVictor Flores ResendizNo ratings yet
- Checklist Piling Work .Pile ConstructionDocument2 pagesChecklist Piling Work .Pile Constructionyash shah88% (34)
- Manual de Reparacion Motor Jac 4da1 Parte 4Document100 pagesManual de Reparacion Motor Jac 4da1 Parte 4Anonymous iBenl3mNNo ratings yet
- API RP 687-2001 (2015) Ut BabbitpdfDocument1 pageAPI RP 687-2001 (2015) Ut BabbitpdfudomNo ratings yet
- Horizon GSG2G1 ImagerDocument5 pagesHorizon GSG2G1 ImagerEsmaDergalNo ratings yet
- Typee IOMDocument9 pagesTypee IOMyusufNo ratings yet
- UniversalDocument11 pagesUniversalAnonymous TYGiADNo ratings yet
- Herman Miller Aeron® Pneumatic Cylinder ReplacementDocument11 pagesHerman Miller Aeron® Pneumatic Cylinder ReplacementCraigNo ratings yet
- Sample: Excavator Safety TrainingDocument61 pagesSample: Excavator Safety Trainingvega f ankaNo ratings yet
- Universal Projector Bracket: Installation InstructionsDocument11 pagesUniversal Projector Bracket: Installation InstructionsSohail KhanNo ratings yet
- 89 Scaffold safety-JOB PROCEDUREDocument2 pages89 Scaffold safety-JOB PROCEDUREkusdiyantaNo ratings yet
- (Grinder Guard) Safety StandardDocument6 pages(Grinder Guard) Safety StandardArturo Gordillo AbadíaNo ratings yet
- Design and Analysis of Press Tool Assembly: Raveendra CH - NagarajuDocument6 pagesDesign and Analysis of Press Tool Assembly: Raveendra CH - Nagarajuvishal agarwal100% (1)
- ArnabGayen 13000720053 PCME-601 CA1Document8 pagesArnabGayen 13000720053 PCME-601 CA1HyperFlickNo ratings yet
- WI - Preavaling Torque TestingDocument3 pagesWI - Preavaling Torque Testingvipulsharma655No ratings yet
- Extract Fan/Exhaust Fan - 3M Task SheetDocument3 pagesExtract Fan/Exhaust Fan - 3M Task Sheetobaidur_rehman_3No ratings yet
- Impulse Poly Bag Sealers: TroubleshootingDocument6 pagesImpulse Poly Bag Sealers: Troubleshootingibss_mcmNo ratings yet
- SKS Scope Mount InstructionsDocument4 pagesSKS Scope Mount Instructions王欢No ratings yet
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Standarized Work Ball Lock PunchDocument5 pagesStandarized Work Ball Lock PunchArturo Gordillo AbadíaNo ratings yet
- Unconrolled If Printed: WIP Measurement/ Setting Quality CheckDocument4 pagesUnconrolled If Printed: WIP Measurement/ Setting Quality CheckArturo Gordillo AbadíaNo ratings yet
- Standardized Work: Task # Work Element Description Key Points Notes/ DiagramsDocument6 pagesStandardized Work: Task # Work Element Description Key Points Notes/ DiagramsArturo Gordillo AbadíaNo ratings yet
- Opstandard: Task # Work Element Description Key Points Notes/ DiagramsDocument4 pagesOpstandard: Task # Work Element Description Key Points Notes/ DiagramsArturo Gordillo AbadíaNo ratings yet
- Standardized Work: When To Get CP Control Plan Use For Damaged DiesDocument4 pagesStandardized Work: When To Get CP Control Plan Use For Damaged DiesArturo Gordillo AbadíaNo ratings yet
- Standardized Work: Heating Steels Before and After WeldingDocument6 pagesStandardized Work: Heating Steels Before and After WeldingArturo Gordillo AbadíaNo ratings yet
- Standardized Work: Task # Work Element Description Key Points Notes/ DiagramsDocument6 pagesStandardized Work: Task # Work Element Description Key Points Notes/ DiagramsArturo Gordillo AbadíaNo ratings yet
- Standardized Work: Task # Work Element Description Key Points Notes/ DiagramsDocument5 pagesStandardized Work: Task # Work Element Description Key Points Notes/ DiagramsArturo Gordillo AbadíaNo ratings yet
- Ball Spring: Operating Standard E-3Document3 pagesBall Spring: Operating Standard E-3Arturo Gordillo AbadíaNo ratings yet
- Standardized Work: Task # Work Element Description Key Points Notes/ DiagramsDocument6 pagesStandardized Work: Task # Work Element Description Key Points Notes/ DiagramsArturo Gordillo AbadíaNo ratings yet
- Die Stands (Safety) StandardDocument6 pagesDie Stands (Safety) StandardArturo Gordillo AbadíaNo ratings yet
- Ball Spring: Operating Standard E-3Document2 pagesBall Spring: Operating Standard E-3Arturo Gordillo AbadíaNo ratings yet
- (Grinder Guard) Safety StandardDocument6 pages(Grinder Guard) Safety StandardArturo Gordillo AbadíaNo ratings yet
- Opstandard: Task # Work Element Description Key Points Notes/ DiagramsDocument5 pagesOpstandard: Task # Work Element Description Key Points Notes/ DiagramsArturo Gordillo AbadíaNo ratings yet
- Confined Space Grinding Work Instruction - TranslatedDocument2 pagesConfined Space Grinding Work Instruction - TranslatedArturo Gordillo AbadíaNo ratings yet
- Standardized Work: Heating Steels Before and After WeldingDocument6 pagesStandardized Work: Heating Steels Before and After WeldingArturo Gordillo AbadíaNo ratings yet
- Standardized Work: Task # Work Element Description Key Points Notes/ DiagramsDocument6 pagesStandardized Work: Task # Work Element Description Key Points Notes/ DiagramsArturo Gordillo AbadíaNo ratings yet
- Standarized Work Ball Lock PunchDocument5 pagesStandarized Work Ball Lock PunchArturo Gordillo AbadíaNo ratings yet
- Standardized Work: Task # Work Element Description Key Points Notes/ DiagramsDocument5 pagesStandardized Work: Task # Work Element Description Key Points Notes/ DiagramsArturo Gordillo AbadíaNo ratings yet
- Operating Standard B-2: Work InstructionDocument10 pagesOperating Standard B-2: Work InstructionArturo Gordillo AbadíaNo ratings yet
- Fluids Mechanics HomeworkDocument92 pagesFluids Mechanics Homeworkm3994794% (31)
- BJ SurfactantsDocument2 pagesBJ SurfactantsAquiles Carrera100% (2)
- CO3053 - Lecture 1 - What Is Embedded SystemDocument21 pagesCO3053 - Lecture 1 - What Is Embedded SystemKhánh Tôn Thất PhúcNo ratings yet
- Research Article: International Research Journal of PharmacyDocument5 pagesResearch Article: International Research Journal of PharmacyAlfrets Marade SianiparNo ratings yet
- Handling CFGDocument22 pagesHandling CFGRadit BentoNo ratings yet
- Making Fertilizer Using Ipil Ipil LeavesDocument10 pagesMaking Fertilizer Using Ipil Ipil LeavesRaine TalionNo ratings yet
- The Book of Paradise - Volume IIDocument964 pagesThe Book of Paradise - Volume IItriamazikamno100% (3)
- Routes of Medication AdministrationDocument2 pagesRoutes of Medication AdministrationTracy100% (6)
- Detailed Lesson Plan in Science Grade 10Document9 pagesDetailed Lesson Plan in Science Grade 10christian josh magtarayoNo ratings yet
- Modding For Ysflight - Scenery EditorDocument92 pagesModding For Ysflight - Scenery Editordecaff_42No ratings yet
- CBSE Sample Paper Class 9 Science SA2 Set 7Document13 pagesCBSE Sample Paper Class 9 Science SA2 Set 7PALAK SHARMANo ratings yet
- Dr. Mike Israetel Training Volume Landmarks Hypertrophy RoutineDocument26 pagesDr. Mike Israetel Training Volume Landmarks Hypertrophy RoutineJose Fernando PereiraNo ratings yet
- 2018-Me-184 MMDocument28 pages2018-Me-184 MMKhizer Nauman RanaNo ratings yet
- André Bakker Modeling Flow Fields in Stirred TanksDocument40 pagesAndré Bakker Modeling Flow Fields in Stirred TanksKhalida BekrentchirNo ratings yet
- Food and Beverages Sample Script For NCADocument11 pagesFood and Beverages Sample Script For NCAHONEY ROSE NAKILANo ratings yet
- Lab Assignment-1 1. Create Table Student (Rno, Name, DOB, Gender, Class, College, City, Marks)Document7 pagesLab Assignment-1 1. Create Table Student (Rno, Name, DOB, Gender, Class, College, City, Marks)supreetNo ratings yet
- Rewoquat We 45 TDS 12 02 01Document3 pagesRewoquat We 45 TDS 12 02 01chintanictNo ratings yet
- By Beholding We Are ChangedDocument2 pagesBy Beholding We Are ChangedAdrian EbensNo ratings yet
- Aldehyde Keto. Ncert Book PDFDocument32 pagesAldehyde Keto. Ncert Book PDFAshraf KhanNo ratings yet
- Msi MS 7529 Rev 1.1 PDFDocument33 pagesMsi MS 7529 Rev 1.1 PDFMisael Alves67% (3)
- Shipping Agents in SGDocument3 pagesShipping Agents in SGeason insightsNo ratings yet
- Bombardier Zefiro Technical Description enDocument15 pagesBombardier Zefiro Technical Description ennickerlesstezla100% (1)
- STAT 713 Mathematical Statistics Ii: Lecture NotesDocument152 pagesSTAT 713 Mathematical Statistics Ii: Lecture NotesLiban Ali MohamudNo ratings yet
- Toxic Shock Syndrome - PPTX 1-1Document49 pagesToxic Shock Syndrome - PPTX 1-1Mohammed Khedr100% (1)
- 螳螂拳七長八短 - Tanglangquan Qi Chang Ba Duan - Tanglangquan's Seven Long & Eight Short - Lessons Learned in the World of Martial ArtsDocument2 pages螳螂拳七長八短 - Tanglangquan Qi Chang Ba Duan - Tanglangquan's Seven Long & Eight Short - Lessons Learned in the World of Martial ArtsGianfranco MuntoniNo ratings yet
- Craig - 4353 TX CobraDocument3 pagesCraig - 4353 TX CobraJorge ContrerasNo ratings yet
- Dmbi Assignment 2: Q.1. Explain STAR Schema. Ans-1Document6 pagesDmbi Assignment 2: Q.1. Explain STAR Schema. Ans-1Kanishk TestNo ratings yet
- Naplan Year 9 PracticeDocument23 pagesNaplan Year 9 PracticetonynuganNo ratings yet
- NCERT Class 7 English Part 1 PDFDocument157 pagesNCERT Class 7 English Part 1 PDFVvs SadanNo ratings yet
- GNM SyllabusDocument4 pagesGNM SyllabusVinay SinghNo ratings yet