You might also like
- Quote NumberDocument1 pageQuote NumberDenaibeliNo ratings yet
- Emerson Automation Solutions 3950 Greenbriar Stafford TX, 77477 United States (281) 274-4400 Quote NumberDocument1 pageEmerson Automation Solutions 3950 Greenbriar Stafford TX, 77477 United States (281) 274-4400 Quote NumberYamil Castro FernandezNo ratings yet
- PSV GLP 31-0CT-23Document1 pagePSV GLP 31-0CT-23victor.arcia.etmNo ratings yet
- Assy Oil Level Gauge P/No.: 5511692860 Oil Dipstick P/No.: 5501660444 Bracket Oil P/No.:5511692862Document1 pageAssy Oil Level Gauge P/No.: 5511692860 Oil Dipstick P/No.: 5501660444 Bracket Oil P/No.:5511692862Naswadi NawiNo ratings yet
- Diesel Engine Pump: Operation ManualDocument28 pagesDiesel Engine Pump: Operation Manualangel ganadenNo ratings yet
- KZK Main Stand Internal QavDocument9 pagesKZK Main Stand Internal QavInder JeetNo ratings yet
- PSV-2404Document1 pagePSV-2404Tomás MercadoNo ratings yet
- SD fh430v enDocument1 pageSD fh430v enAlex MđäNo ratings yet
- PSV 2404Document1 pagePSV 2404Tomás MercadoNo ratings yet
- Liquid Penetrant Quality Control and Inspection Report Form 1Document1 pageLiquid Penetrant Quality Control and Inspection Report Form 1Ricardo MachadoNo ratings yet
- PSV-1404Document1 pagePSV-1404Tomás MercadoNo ratings yet
- Fire Fighting and Detection System Asset ListDocument1 pageFire Fighting and Detection System Asset Listumesh SahNo ratings yet
- Relief 5Document5 pagesRelief 5Mo ZeroNo ratings yet
- Expanding Cryogenic Liquids with Flashing Liquid Expanders (FLEsDocument18 pagesExpanding Cryogenic Liquids with Flashing Liquid Expanders (FLEsPhilip ShihNo ratings yet
- PSV 1403Document1 pagePSV 1403Tomás MercadoNo ratings yet
- Practica # 2 PRV2SIZE PDFDocument4 pagesPractica # 2 PRV2SIZE PDFCarmen Zurita VeizagaNo ratings yet
- Alejandra PDFDocument1 pageAlejandra PDFCristian Melendres OrellanaNo ratings yet
- PSV-2 Inch 600# To 3 Inch 600#Document1 pagePSV-2 Inch 600# To 3 Inch 600#leontius dwi mesantonoNo ratings yet
- PSV Bombas AcpilodosDocument1 pagePSV Bombas AcpilodosJulian Camilo Segura BermudezNo ratings yet
- 08 Welltest EquipmentDocument4 pages08 Welltest EquipmentdronneNo ratings yet
- TRN - Submersible Aerator PDFDocument3 pagesTRN - Submersible Aerator PDFGregorio Molina SosaNo ratings yet
- SD fs481v enDocument1 pageSD fs481v enZsolt Péter WalterNo ratings yet
- PRV SizingDocument28 pagesPRV Sizingjithin.rjn4055No ratings yet
- CPF Flare Load SummaryDocument4 pagesCPF Flare Load SummaryMohamed Mehdi FAKHFAKHNo ratings yet
- PSV 2302Document1 pagePSV 2302Tomás MercadoNo ratings yet
- Quote Number:: Pressure Relief Valve Sizing & Selection ReportDocument1 pageQuote Number:: Pressure Relief Valve Sizing & Selection ReportJavier DelgadoNo ratings yet
- EMI Marco Antonio Serrano Bazán Bolivia 6945986 Quote NumberDocument1 pageEMI Marco Antonio Serrano Bazán Bolivia 6945986 Quote NumberMarcoAntonioSerranoBazanNo ratings yet
- 3 Way Ball Valve Technical DatasheetDocument2 pages3 Way Ball Valve Technical Datasheetshahkunal11No ratings yet
- Woosung LOVD 36Document52 pagesWoosung LOVD 36sayeem bikashNo ratings yet
- Valvula-Emerson 1Document6 pagesValvula-Emerson 1Jesus Ibarra SotoNo ratings yet
- PV Vent Valves: Data Card For PV Vents Valves Test Report and History Sheet For PV Vent ValvesDocument3 pagesPV Vent Valves: Data Card For PV Vents Valves Test Report and History Sheet For PV Vent ValvesJahnavi VijaykumarNo ratings yet
- g8475rDocument1 pageg8475rmohsen fatemiNo ratings yet
- PVSV 1340 1341Document1 pagePVSV 1340 1341Nelson NavaNo ratings yet
- Attn: Akebono Braxe Astra VietnamDocument5 pagesAttn: Akebono Braxe Astra VietnamanhthoNo ratings yet
- Service Data Sheet: Fj180V KaiDocument1 pageService Data Sheet: Fj180V KaiThong KimNo ratings yet
- 3 PFDDocument1 page3 PFDaslamNo ratings yet
- Gambar FWKODocument1 pageGambar FWKORifah Rizkiyah HasibuanNo ratings yet
- ECP Jo Colombia 3102124385 Quote Number:: Pressure Relief Valve Sizing & Selection ReportDocument6 pagesECP Jo Colombia 3102124385 Quote Number:: Pressure Relief Valve Sizing & Selection ReportJorge LemusNo ratings yet
- Thickness Gauging Report SummaryDocument1 pageThickness Gauging Report SummaryRonniNo ratings yet
- Series ZYD Operation ManualDocument11 pagesSeries ZYD Operation ManualDaniel SubelzaNo ratings yet
- VDF Vacuum Dehydration Oil Purification System - ACORE Filtration Co - LTDDocument5 pagesVDF Vacuum Dehydration Oil Purification System - ACORE Filtration Co - LTDArghya deyNo ratings yet
- Pressure Control Valve Self Actuated: GeneralDocument1 pagePressure Control Valve Self Actuated: GeneralJorge RodríguezNo ratings yet
- Mar FlexDocument33 pagesMar FlexAshutosh MaiidNo ratings yet
- PVT LabDocument98 pagesPVT LabMansoorNo ratings yet
- Presentation Reservoir 1Document87 pagesPresentation Reservoir 1Dhanaseelan VellaichamyNo ratings yet
- Rotor Liquid Penetrant RecordsDocument21 pagesRotor Liquid Penetrant RecordsHimanyu RafiqNo ratings yet
- Working Drawing V 04Document1 pageWorking Drawing V 04Jean-Pierre CarlierNo ratings yet
- Coflexip Hose (Tr1-031851clm301)Document1 pageCoflexip Hose (Tr1-031851clm301)RonniNo ratings yet
- 1 Pieza PSV-3X4Document4 pages1 Pieza PSV-3X4jose ocanaNo ratings yet
- Hrol - 19DVG41G43 700RTDocument5 pagesHrol - 19DVG41G43 700RTGohds100% (1)
- Constant Flow Valve Data SheetDocument2 pagesConstant Flow Valve Data SheetJay SadNo ratings yet
- Iran Choque: Compaction Test ReportDocument1 pageIran Choque: Compaction Test ReportJuan Carlos Miranda ColqueNo ratings yet
- Rock Breaker Service ReportDocument2 pagesRock Breaker Service ReportKadir Koray BozyelNo ratings yet
- 2TR-FE Engine Knock Control Sensor GuideDocument1 page2TR-FE Engine Knock Control Sensor GuideSharbelNo ratings yet
- UC Inspection Sheet Volvo A SeriesDocument7 pagesUC Inspection Sheet Volvo A SeriesLuis BertaoNo ratings yet
- Method Statemetn FormDocument11 pagesMethod Statemetn FormEswar ReddyNo ratings yet
- Manufacturing SOPDocument5 pagesManufacturing SOPSamadhan MoreNo ratings yet
- Laser Welding Process and Inspection PlanDocument1 pageLaser Welding Process and Inspection PlanSamadhan MoreNo ratings yet
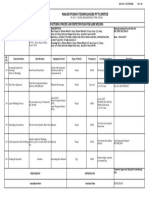
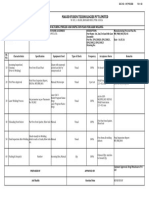
- Magod Fusion Technologies PVT Limited: Manufacturing Process and Inspection Plan For Laser WeldingDocument1 pageMagod Fusion Technologies PVT Limited: Manufacturing Process and Inspection Plan For Laser WeldingSamadhan MoreNo ratings yet
- Pfmea Review StatusDocument31 pagesPfmea Review StatusSamadhan MoreNo ratings yet
- Iso 15609-2Document12 pagesIso 15609-2محمد العيسوىNo ratings yet
- BS en Iso 15614-1-2017Document50 pagesBS en Iso 15614-1-2017Aries Marte89% (28)
- Guidance Note Weld Procedure Tests No. 4.02: ScopeDocument5 pagesGuidance Note Weld Procedure Tests No. 4.02: ScopeSamadhan MoreNo ratings yet
- BS en Iso 51732010 A12011Document26 pagesBS en Iso 51732010 A12011Samadhan MoreNo ratings yet
- Bs-En-Iso 15609-1 PDFDocument14 pagesBs-En-Iso 15609-1 PDFMatija BušićNo ratings yet
- Manufacturing of Welded Joints With Realistic Defects, Consonni (2012)Document9 pagesManufacturing of Welded Joints With Realistic Defects, Consonni (2012)Alejandra Adrian TejadaNo ratings yet
- Morton Salt Case Study: I. ObjectivesDocument4 pagesMorton Salt Case Study: I. ObjectivesThiel Marie50% (2)
- 77.040.20 - Non-Destructive Testing of MetalsDocument4 pages77.040.20 - Non-Destructive Testing of MetalsIsmailNo ratings yet
- FOCAS 1800 15 PPM Bilge Alarm ManualDocument36 pagesFOCAS 1800 15 PPM Bilge Alarm ManualPhan Cao An TruongNo ratings yet
- Manual Arcadis VaricDocument36 pagesManual Arcadis Varicmartinuix martiniuxNo ratings yet
- Volkswagen Group Customer Specific Requirements March 2022 1Document6 pagesVolkswagen Group Customer Specific Requirements March 2022 1Tania HernandezNo ratings yet
- Building Regulations 2018: Version No. 014Document530 pagesBuilding Regulations 2018: Version No. 014calvin chinNo ratings yet
- General Visual Inspection: Airframe and Power Plant SystemsDocument37 pagesGeneral Visual Inspection: Airframe and Power Plant SystemsAgustin GuzmanNo ratings yet
- Fire Extingisher Inspection ProcedureDocument2 pagesFire Extingisher Inspection ProcedurewaheedNo ratings yet
- Method Statement For Testing and Commissioning of Water Supply Pipes Including ChlorinationDocument11 pagesMethod Statement For Testing and Commissioning of Water Supply Pipes Including ChlorinationfidgetyNo ratings yet
- Co - Deb4223 - Electronic Equipment RepairDocument8 pagesCo - Deb4223 - Electronic Equipment RepairDzakwan HakimNo ratings yet
- Inspection and Test Plan (ITP) WeldingDocument3 pagesInspection and Test Plan (ITP) WeldingMuhammed Abo-Fandood100% (5)
- Company HSE Standard & Practices Lifting Equipment ImplementationDocument23 pagesCompany HSE Standard & Practices Lifting Equipment ImplementationWandaNo ratings yet
- Leo 23GT Manual (2008)Document56 pagesLeo 23GT Manual (2008)ميلاد النعيريNo ratings yet
- Fdocuments - in - Recording Techniques Used in Method StudyDocument49 pagesFdocuments - in - Recording Techniques Used in Method StudyManash DeyNo ratings yet
- SQP QM Final InspectionDocument11 pagesSQP QM Final InspectionEmerson Carlos RochaNo ratings yet
- Lorena Barros 7415208 88Document4 pagesLorena Barros 7415208 88Lorena BarrosNo ratings yet
- Recurring Inspection Process Widely Used in Process Industries Like PharmaceuticalDocument11 pagesRecurring Inspection Process Widely Used in Process Industries Like PharmaceuticalK.r. KrrishNo ratings yet
- Documents - Pub - Gba Corona Inc Technology Support Limited A Gba Corona Inc and Gba LTDDocument61 pagesDocuments - Pub - Gba Corona Inc Technology Support Limited A Gba Corona Inc and Gba LTDchipilooNo ratings yet
- Draft Correction Slip No. 3 To IRS T - 46-1996Document3 pagesDraft Correction Slip No. 3 To IRS T - 46-1996opsharmaNo ratings yet
- A275 - A275M 08 (2013) - STD - Practice - For - MPI - of - Steel - ForgingDocument7 pagesA275 - A275M 08 (2013) - STD - Practice - For - MPI - of - Steel - ForgingNiking ThomsanNo ratings yet
- Safety Department Checklist FormatDocument32 pagesSafety Department Checklist Formatrockyvinoo100% (18)
- Inspect:: Types of Inspection Interval: Flight Hours - Calendar Times, CyclesDocument40 pagesInspect:: Types of Inspection Interval: Flight Hours - Calendar Times, Cyclesali amrNo ratings yet
- Saep 122Document12 pagesSaep 122Tahir MubeenNo ratings yet
- New BFP Citizen Charter FSICDocument5 pagesNew BFP Citizen Charter FSICMaria Isabel OngpaucoNo ratings yet
- Sample Cylinder Inspection Services Brochure 2022Document5 pagesSample Cylinder Inspection Services Brochure 2022รุ่งทิวา ทวีทรัพย์No ratings yet
- Bourbon RhodeDocument3 pagesBourbon RhodeIndex.hrNo ratings yet
- AMC 145.A.30 (G) Personnel RequirementsDocument17 pagesAMC 145.A.30 (G) Personnel RequirementsAraNo ratings yet
- As 3775.1-2004 Chain Slings - Grade T Product SpecificationDocument8 pagesAs 3775.1-2004 Chain Slings - Grade T Product SpecificationSAI Global - APAC100% (1)
- PV 2505 enDocument9 pagesPV 2505 enKmilo VinaTea ChavezNo ratings yet