You might also like
- Clay-Containing Polymer Nanocomposites: From Fundamentals to Real ApplicationsFrom EverandClay-Containing Polymer Nanocomposites: From Fundamentals to Real ApplicationsNo ratings yet
- 2016-YOUMOUE-Design of Ceramic Filters Using Clay - Sawdust Composites - Effect of Pore Network On The Hydraulic PermeabilityDocument37 pages2016-YOUMOUE-Design of Ceramic Filters Using Clay - Sawdust Composites - Effect of Pore Network On The Hydraulic PermeabilityLuis DupuyNo ratings yet
- 10 Owoeye Et AlDocument12 pages10 Owoeye Et Alnermeen ahmedNo ratings yet
- The Use of Urban River Sediments As A Primary Raw Material in The Production of Highly Insulating BrickDocument8 pagesThe Use of Urban River Sediments As A Primary Raw Material in The Production of Highly Insulating BrickduchampsNo ratings yet
- Abubakar Et Al. - 2016 - Preparation and Characterization of A Nigerian Mesoporous Clay-Based Membrane For Uranium Removal From UndergroDocument9 pagesAbubakar Et Al. - 2016 - Preparation and Characterization of A Nigerian Mesoporous Clay-Based Membrane For Uranium Removal From Undergrocukaasam123456No ratings yet
- Seminario FisicoquímicaDocument13 pagesSeminario FisicoquímicaALEJANDRO MAURICIO CONDORI CALAPUJANo ratings yet
- Treating Textile Dye Wastewater Using Moroccan Clay AdsorptionDocument18 pagesTreating Textile Dye Wastewater Using Moroccan Clay AdsorptionibrahimNo ratings yet
- Using Clam Shell Powder to Improve Concrete StrengthDocument4 pagesUsing Clam Shell Powder to Improve Concrete StrengthReny AkmaliaNo ratings yet
- Membranes CéramiquesDocument10 pagesMembranes CéramiquesGhada MouedhenNo ratings yet
- Laundry Wastewater Treatment Using Coagulation and Membrane FiltrationDocument20 pagesLaundry Wastewater Treatment Using Coagulation and Membrane FiltrationAnggy de Rincon100% (1)
- Hydrodynamic Evaluation of A Filter Bed of Porous Material From Stratified Sedimentary Rocks For The Removal of Turbidity in Surface WatersDocument9 pagesHydrodynamic Evaluation of A Filter Bed of Porous Material From Stratified Sedimentary Rocks For The Removal of Turbidity in Surface WatersjcbobedaNo ratings yet
- Lin 2012Document9 pagesLin 2012Thauan GomesNo ratings yet
- Supervised By:: "Yield of Clay in Fresh Water Test"Document11 pagesSupervised By:: "Yield of Clay in Fresh Water Test"سجاد كريم هاشم سماويNo ratings yet
- 1 s2.0 S2352710220335105 MainDocument9 pages1 s2.0 S2352710220335105 Mainsouka bedNo ratings yet
- Article 10Document11 pagesArticle 10nacir oulhajNo ratings yet
- Que Dou 2021Document18 pagesQue Dou 2021henryNo ratings yet
- Artículo. Investigación Sobre La Disposición de Lodos en Una Planta de Tratamiento de AguasDocument10 pagesArtículo. Investigación Sobre La Disposición de Lodos en Una Planta de Tratamiento de AguasAnthony Rupay CaroNo ratings yet
- Seminar Paper CharacteristicDocument7 pagesSeminar Paper CharacteristicSiti Khadijah HubadillahNo ratings yet
- Penerbit, 100Document6 pagesPenerbit, 100Franz O.No ratings yet
- Development of Ceramic Water FilterDocument10 pagesDevelopment of Ceramic Water FilterMfon ObotNo ratings yet
- Abd Jalil Et Al - 2017 - Vacuum-Assisted Tailoring of Pore Structures of Phenolic Resin Derived CarbonDocument9 pagesAbd Jalil Et Al - 2017 - Vacuum-Assisted Tailoring of Pore Structures of Phenolic Resin Derived Carbon周世奇No ratings yet
- 2017 Tubular Ultrafiltration Ceramic Membrane Based On Titania NanoparticlesDocument8 pages2017 Tubular Ultrafiltration Ceramic Membrane Based On Titania NanoparticlesMuhammad Arqam ZaheerNo ratings yet
- 18-Recycling of Fly Ash For Development of Value Added ProductsDocument9 pages18-Recycling of Fly Ash For Development of Value Added ProductsAli SherNo ratings yet
- Jurnal TS B - ANNISA MIFTAHUL ARZADocument12 pagesJurnal TS B - ANNISA MIFTAHUL ARZATS BAnnisa Miftahul ArzaNo ratings yet
- Stabilization of Problematic Soil Using Pond Ash and Mosaic DustDocument3 pagesStabilization of Problematic Soil Using Pond Ash and Mosaic DustIJORATNo ratings yet
- Construction and Building MaterialsDocument9 pagesConstruction and Building MaterialsFábio FriolNo ratings yet
- Membranes 12 00259 v2Document3 pagesMembranes 12 00259 v2Tiên PhạmNo ratings yet
- Taghvaei2018 Article ExperimentalAndNumericalModeliDocument8 pagesTaghvaei2018 Article ExperimentalAndNumericalModeliPriya RajanNo ratings yet
- Filtration of Solution Containing Heavy Metals and PDFDocument7 pagesFiltration of Solution Containing Heavy Metals and PDF9853158168ASHISHNo ratings yet
- GEOTEXTILE TUBE FILTRATION: EFFECT OF WATER CONTENT AND PRESSUREDocument15 pagesGEOTEXTILE TUBE FILTRATION: EFFECT OF WATER CONTENT AND PRESSUREgabriel oliveiraNo ratings yet
- 06 Technical Committee 09 Tc203 32Document5 pages06 Technical Committee 09 Tc203 32carolina.ramirezgNo ratings yet
- Materials: Physical Characterization of Natural Straw Fibers As Aggregates For Construction Materials ApplicationsDocument15 pagesMaterials: Physical Characterization of Natural Straw Fibers As Aggregates For Construction Materials ApplicationsadityaNo ratings yet
- Construction and Building Materials: C. Borsellino, L. Calabrese, G. Di BellaDocument7 pagesConstruction and Building Materials: C. Borsellino, L. Calabrese, G. Di Bellaluigi74No ratings yet
- Artificial Aggregate Made From Waste Stone Sludge and Waste Silt PDFDocument6 pagesArtificial Aggregate Made From Waste Stone Sludge and Waste Silt PDFAhmed AliNo ratings yet
- Study of The Effect of Cement Kiln Dust On The Mechanical, Thermal and Durability Properties of Compressed Earth BlocksDocument14 pagesStudy of The Effect of Cement Kiln Dust On The Mechanical, Thermal and Durability Properties of Compressed Earth BlocksKraft DinnerNo ratings yet
- Energy Saving and Sustainable ConstructionDocument41 pagesEnergy Saving and Sustainable Constructionali_aslam_30No ratings yet
- Daniel 2021Document22 pagesDaniel 2021Shabbir KhanNo ratings yet
- Water TreatmentDocument6 pagesWater Treatmentmessiasjmendes5620No ratings yet
- Laboratory Evaluation of An Ecological Pavement Construction Material Sand Concrete Reinforced With Polypropylene FibresDocument14 pagesLaboratory Evaluation of An Ecological Pavement Construction Material Sand Concrete Reinforced With Polypropylene FibresSergio Andres Orduz PuertoNo ratings yet
- Compressive Strength of Waste Glass Powder and Mussel Shell Ash As Partial Replacement For CementDocument39 pagesCompressive Strength of Waste Glass Powder and Mussel Shell Ash As Partial Replacement For CementAngelica L. Tan100% (1)
- Low Granular Filtration For Water Reuse: A. AdinDocument3 pagesLow Granular Filtration For Water Reuse: A. AdinsyooloveNo ratings yet
- The Ability of A Nanofiltration Membrane To Remove Hardness and Ions From SeawaterDocument12 pagesThe Ability of A Nanofiltration Membrane To Remove Hardness and Ions From SeawaterRahul Gogia100% (1)
- Exploratory Study On The Use of Crushed Cockle Shell As Partial Sand Replacement in ConcreteDocument5 pagesExploratory Study On The Use of Crushed Cockle Shell As Partial Sand Replacement in ConcreteInternational Journal of Research in Engineering and ScienceNo ratings yet
- Optimization of Tube Settler Treatment for Filter Backwash WaterDocument14 pagesOptimization of Tube Settler Treatment for Filter Backwash WaterAndres OsorioNo ratings yet
- Determining The Optimum Addition of Vegetable Materials in Adobe BricksDocument7 pagesDetermining The Optimum Addition of Vegetable Materials in Adobe BricksDarrell HughesNo ratings yet
- Chapter 2 (Pre-Final)Document10 pagesChapter 2 (Pre-Final)Nathanniel Pogado GonzalesNo ratings yet
- Investigación Sobre La Utilización de Los Recursos y El Tratamiento de La Circulación Subterránea Del Drenaje de La MinaDocument7 pagesInvestigación Sobre La Utilización de Los Recursos y El Tratamiento de La Circulación Subterránea Del Drenaje de La MinaRicardo Huisa BustiosNo ratings yet
- A Review On Reverse Osmosis and Nanofiltration Membranes For Water Purification - PMCDocument26 pagesA Review On Reverse Osmosis and Nanofiltration Membranes For Water Purification - PMCJimmy Hend KhratNo ratings yet
- Partial Replacement of River Sand With Volcanic Pyroclastics As Fine Aggregates in Concrete ProductionDocument5 pagesPartial Replacement of River Sand With Volcanic Pyroclastics As Fine Aggregates in Concrete ProductionJeriel PacerNo ratings yet
- Kramarenko 2016 IOP Conf. Ser. Earth Environ. Sci. 43 012029Document7 pagesKramarenko 2016 IOP Conf. Ser. Earth Environ. Sci. 43 012029Riel Akira SantizoNo ratings yet
- 2009-SPE-120473-MS Correlating Flowing Time and Condition For Perforation Plugging by Suspended ParticlesDocument16 pages2009-SPE-120473-MS Correlating Flowing Time and Condition For Perforation Plugging by Suspended ParticleshaimuoiNo ratings yet
- Sedaghatzadeh 2016Document17 pagesSedaghatzadeh 2016mustafasavci900No ratings yet
- Effect of Using Different Particle Sizes of Sand As Filter Media For Dewatering Faecal SludgeDocument7 pagesEffect of Using Different Particle Sizes of Sand As Filter Media For Dewatering Faecal SludgeEddiemtongaNo ratings yet
- Korean Journal of Chemical EngineeringDocument12 pagesKorean Journal of Chemical EngineeringDella ANo ratings yet
- The Use of Sewage Sludge in The Production of Ceramic Floor TilesDocument7 pagesThe Use of Sewage Sludge in The Production of Ceramic Floor Tilesmap vitcoNo ratings yet
- Construction and Building Materials: Chaoqun ZhouDocument10 pagesConstruction and Building Materials: Chaoqun ZhouWilly Haro RamosNo ratings yet
- 12.red Mud N Flyash On Mech.n Phy PropertyDocument7 pages12.red Mud N Flyash On Mech.n Phy PropertySaadia SaifNo ratings yet
- MMP 2004Document14 pagesMMP 2004Prasanta Kumar BaskeyNo ratings yet
- Chapter IDocument9 pagesChapter IMeister MJNo ratings yet
- Karl Paulo S. Tagala Mark Joseph M. Balce Marianne C. GeromoDocument25 pagesKarl Paulo S. Tagala Mark Joseph M. Balce Marianne C. GeromoMeister MJNo ratings yet
- Grand Offer Purchase Agreement Updated 11.2023Document3 pagesGrand Offer Purchase Agreement Updated 11.2023Luis DupuyNo ratings yet
- Material para AntecedentresDocument3 pagesMaterial para AntecedentresLuis DupuyNo ratings yet
- 2014-MELLOR-Modeling The Sustainability of A Ceramic Water Filter InterventionDocument14 pages2014-MELLOR-Modeling The Sustainability of A Ceramic Water Filter InterventionLuis DupuyNo ratings yet
- Purchase Agreement 1314 Southern AveDocument2 pagesPurchase Agreement 1314 Southern AveLuis DupuyNo ratings yet
- Água Filtro de BarroDocument6 pagesÁgua Filtro de BarroMBNo ratings yet
- 2010-PLAPPALLY-PhD THESIS-Theoretical and Empirical Modeling of Flow, V Shaped Porous Ceramic Water FiltersDocument243 pages2010-PLAPPALLY-PhD THESIS-Theoretical and Empirical Modeling of Flow, V Shaped Porous Ceramic Water FiltersLuis DupuyNo ratings yet
- Fabrication of Microporous Water Filter Using Titania ParticlesDocument15 pagesFabrication of Microporous Water Filter Using Titania ParticlesLuis DupuyNo ratings yet
- 2020-HUSSAIN-Remove Chemical Contaminants From Potable Water by HouseholdDocument13 pages2020-HUSSAIN-Remove Chemical Contaminants From Potable Water by HouseholdLuis DupuyNo ratings yet
- 2013 WAITE Ceramic Water FiltersDocument11 pages2013 WAITE Ceramic Water FiltersLuis DupuyNo ratings yet
- 2013-YAKUB-Porosity, Flow, and Filtration Characteristics of Frustum-Shaped Ceramic Water FiltersDocument9 pages2013-YAKUB-Porosity, Flow, and Filtration Characteristics of Frustum-Shaped Ceramic Water FiltersLuisDupuyNo ratings yet
- Modeling The Sustainability of A Ceramic Water Filter InterventionDocument14 pagesModeling The Sustainability of A Ceramic Water Filter InterventionLuis DupuyNo ratings yet
- Ceramic Water Filters Process and Design ImprovementsDocument11 pagesCeramic Water Filters Process and Design ImprovementsLuis DupuyNo ratings yet
- 1 Cements 2003 Advanced Concrete TechnologyDocument43 pages1 Cements 2003 Advanced Concrete TechnologyLuis DupuyNo ratings yet
- 2011-PLAPPALLY-Physical Properties of Porous Clay Ceramic-WareDocument9 pages2011-PLAPPALLY-Physical Properties of Porous Clay Ceramic-WareLuisDupuyNo ratings yet
- Modeling The Sustainability of A Ceramic Water Filter InterventionDocument14 pagesModeling The Sustainability of A Ceramic Water Filter InterventionLuis DupuyNo ratings yet
- DRAFT RDIC Ceramic Filter Manual 1.3 No AppendicesDocument96 pagesDRAFT RDIC Ceramic Filter Manual 1.3 No AppendicesAnonymous 1cXtjHBNo ratings yet
- Astm d3184 NRDocument3 pagesAstm d3184 NRLuis DupuyNo ratings yet
- Thermodynamics SolutionDocument15 pagesThermodynamics SolutionSureshbabu0% (1)
- Case Against Balancing ValvesDocument4 pagesCase Against Balancing Valvesa_salehiNo ratings yet
- Protein Structure BriefDocument2 pagesProtein Structure BriefIoannis PanagopoulosNo ratings yet
- Growth and Branching of Cuo Nanowires by Thermal Oxidation of CopperDocument6 pagesGrowth and Branching of Cuo Nanowires by Thermal Oxidation of Copperbhagaban70442393No ratings yet
- 150 5370 10e ExcerptsDocument21 pages150 5370 10e ExcerptsSafiullah KhanNo ratings yet
- Lab Manual CsuDocument71 pagesLab Manual Csuc toonzNo ratings yet
- Project On Quality Management in Pharmaceutical IndustryDocument36 pagesProject On Quality Management in Pharmaceutical Industrypreeti25No ratings yet
- Whitford Engineering Design GuideDocument44 pagesWhitford Engineering Design GuideNisa_nisheNo ratings yet
- Catalogo Microbe LiftDocument40 pagesCatalogo Microbe Liftanipet08No ratings yet
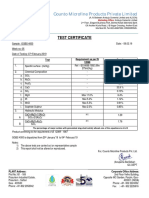
- Counto Microfine GGBS 4000 Test CertificateDocument1 pageCounto Microfine GGBS 4000 Test CertificateSiddhesh Kamat MhamaiNo ratings yet
- Note CHP 1-Material Science 281 Uitm Em110Document59 pagesNote CHP 1-Material Science 281 Uitm Em110bino_rye100% (3)
- Dana CouplingsDocument88 pagesDana CouplingsClaudio Sanchez100% (1)
- D475a-5gen00051 Fa-03Document240 pagesD475a-5gen00051 Fa-03Gabo GaboNo ratings yet
- Protein eNGINEERINGDocument21 pagesProtein eNGINEERINGHAFIZ MUHAMMAD IMTIAZNo ratings yet
- InsufineMineral TDSDocument2 pagesInsufineMineral TDSEgyp XsNo ratings yet
- Effect of Ultra Fine Flyash and Ultra Fine Ggbs On The Workability and Compressive Strength of ConcreteDocument6 pagesEffect of Ultra Fine Flyash and Ultra Fine Ggbs On The Workability and Compressive Strength of ConcreteManishMokalNo ratings yet
- Bearing HousingDocument4 pagesBearing HousingT ThirumuruganNo ratings yet
- Plant Protection Equipment Types and UsesDocument5 pagesPlant Protection Equipment Types and UsesPoshan Shah ThakuriNo ratings yet
- Marine Water Quality MonitoringDocument3 pagesMarine Water Quality MonitoringShivam GaunsNo ratings yet
- Iranian Petroleum Standards: Typical Unit Arrangement & Piperack Layout IPS-D-PI-102Document1 pageIranian Petroleum Standards: Typical Unit Arrangement & Piperack Layout IPS-D-PI-102reza329329No ratings yet
- Sub: Refrigeration and Air Conditioning (PE-ME601B) 6 Semester 2021-22Document92 pagesSub: Refrigeration and Air Conditioning (PE-ME601B) 6 Semester 2021-22Amritendu AcharjeeNo ratings yet
- Science of The Total Environment: Steven G. Brown, Shelly Eberly, Pentti Paatero, Gary A. NorrisDocument10 pagesScience of The Total Environment: Steven G. Brown, Shelly Eberly, Pentti Paatero, Gary A. NorrisJuana CalderonNo ratings yet
- Methods of Dna Extraction Presented By: Ayesha Kabeer: University of Gujrat Sialkot SubcampusDocument24 pagesMethods of Dna Extraction Presented By: Ayesha Kabeer: University of Gujrat Sialkot SubcampusDevill ShiverNo ratings yet
- NACE Final MICRoundTableMPJanuary2014Feature PDFDocument10 pagesNACE Final MICRoundTableMPJanuary2014Feature PDFNestora Ruth DE Los Milagros Rojas GastuloNo ratings yet
- Igcse Coordinated Sciences 0654 Combined Science 0 - 59cc8a591723ddab3bbdfff3 PDFDocument50 pagesIgcse Coordinated Sciences 0654 Combined Science 0 - 59cc8a591723ddab3bbdfff3 PDFBank Yossy WoluslaweNo ratings yet
- Liquid Laundry DetergentDocument5 pagesLiquid Laundry DetergentMa'arij HarfadliNo ratings yet
- Fumed or Pyrogenic Silica Global Market - Trends 2016-2018 and Forecast 2019-2025Document4 pagesFumed or Pyrogenic Silica Global Market - Trends 2016-2018 and Forecast 2019-2025Industry Experts, Inc.No ratings yet
- Msds Nitrogen DioxideDocument8 pagesMsds Nitrogen DioxideBudiSetiawanNo ratings yet
- OES Basics Spectrometry GuideDocument90 pagesOES Basics Spectrometry GuideYogesh Anap100% (1)
- Seismic Design and Retrofit of Piping Systems 7 02Document120 pagesSeismic Design and Retrofit of Piping Systems 7 02Jhe InibamNo ratings yet