You might also like
- Optimum Anode-to-Cathode Speed: Copper XHB 5305Document2 pagesOptimum Anode-to-Cathode Speed: Copper XHB 5305Roger Mendoza CaceresNo ratings yet
- NICKEL ACID 2080/5600: September 1, 2021Document2 pagesNICKEL ACID 2080/5600: September 1, 2021Roger Mendoza CaceresNo ratings yet
- Carbozinc 11Document4 pagesCarbozinc 11DuongthithuydungNo ratings yet
- F (C) D Magnetic Float Level Switch - B0Document24 pagesF (C) D Magnetic Float Level Switch - B0Albertus KaryadiNo ratings yet
- Af 163-2Document10 pagesAf 163-2lacsmm982No ratings yet
- Hakkani Paper BoilerDocument1 pageHakkani Paper BoilerpacificoneassociatesNo ratings yet
- Dupont Dryfilm PhotoresistDocument8 pagesDupont Dryfilm Photoresistsaandeep arduinoNo ratings yet
- Hard Chrome 105 Plating ProcesDocument3 pagesHard Chrome 105 Plating ProcesKishora BhatNo ratings yet
- Technical Data Sheet Zinthobrite CLZ - 942 PDFDocument7 pagesTechnical Data Sheet Zinthobrite CLZ - 942 PDFMULYADI67% (3)
- FDX Magnetic Float Level Switch - NewDocument29 pagesFDX Magnetic Float Level Switch - NewWidhi ImranovichNo ratings yet
- TE Connectivity - White Paper - Mounting, Termination, and Cleaning of PCB RelaysDocument2 pagesTE Connectivity - White Paper - Mounting, Termination, and Cleaning of PCB Relaysmthf02No ratings yet
- DustbunnyDocument13 pagesDustbunnyRafikGuergourNo ratings yet
- Covered Electrodes: Mild Steel High Tensile Steel Low Hydrogen Steel Stainless SteelDocument42 pagesCovered Electrodes: Mild Steel High Tensile Steel Low Hydrogen Steel Stainless SteelChainarong ArunchaiwatNo ratings yet
- 3 Slickline CapabilitiesDocument14 pages3 Slickline CapabilitiesHedi ChhidiNo ratings yet
- Carbozinc 11: Selection & Specification DataDocument5 pagesCarbozinc 11: Selection & Specification DataQuy RomNo ratings yet
- Brass PlatingDocument2 pagesBrass PlatingHomayoon GeramifarNo ratings yet
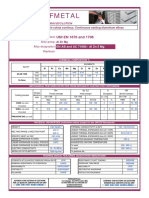
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Hareth MRAIDINo ratings yet
- Couplant Feature Comparison Chart: N/A N/ADocument1 pageCouplant Feature Comparison Chart: N/A N/AdantegimenezNo ratings yet
- Bronze c54400 SpecificationsDocument3 pagesBronze c54400 SpecificationsRam Parimalam100% (1)
- MetaCeram-25040.. Castollin EutecticDocument2 pagesMetaCeram-25040.. Castollin EutecticAndrés MolinaNo ratings yet
- Arsenical Admiralty Copper, Uns C44300, Oso25 Temper Tubing: Advertise With Matweb!Document2 pagesArsenical Admiralty Copper, Uns C44300, Oso25 Temper Tubing: Advertise With Matweb!David LluguinNo ratings yet
- Approved Data Sheet & Painting SchemeDocument10 pagesApproved Data Sheet & Painting SchemeParikshit GaurNo ratings yet
- Technical SpecificationDocument10 pagesTechnical SpecificationricardoNo ratings yet
- Wb56S M.M.A. Welding Electrode: Welding@wballoys - Co.ukDocument1 pageWb56S M.M.A. Welding Electrode: Welding@wballoys - Co.uklathasri78No ratings yet
- Carbozinc 11: Selection & Specification Data Substrates & Surface PreparationDocument2 pagesCarbozinc 11: Selection & Specification Data Substrates & Surface PreparationAhmed ElbahrawyNo ratings yet
- COPPER-110: Nearest StandardDocument3 pagesCOPPER-110: Nearest StandardPS Pinturas pinturasNo ratings yet
- Carbozinc 859Document2 pagesCarbozinc 859Khemaraj PathNo ratings yet
- Carbozinc 11 HS PDSDocument5 pagesCarbozinc 11 HS PDSEsakki muthuNo ratings yet
- Wb35S M.M.A. Welding Electrode: Welding@wballoys - Co.ukDocument1 pageWb35S M.M.A. Welding Electrode: Welding@wballoys - Co.uklathasri78No ratings yet
- Argoshine Bright Silver: Salient FeaturesDocument3 pagesArgoshine Bright Silver: Salient FeaturesJitendra Kumar SinghNo ratings yet
- AU - iPERL (Intl) Data SheetDocument2 pagesAU - iPERL (Intl) Data SheetHC IngenierosNo ratings yet
- Cutback Asphalt (Rapid-Curing Type) : AashloDocument3 pagesCutback Asphalt (Rapid-Curing Type) : AashloNacer KisyNo ratings yet
- Xuper 1665 XFCDocument2 pagesXuper 1665 XFCAntonio CardosoNo ratings yet
- Tenalloy 125: LOW ALLOY STEEL (High Strength)Document1 pageTenalloy 125: LOW ALLOY STEEL (High Strength)satnamNo ratings yet
- Carbozinc 11 PDSDocument5 pagesCarbozinc 11 PDSSUBODHNo ratings yet
- Rheem Storage Hot Water UnitDocument3 pagesRheem Storage Hot Water UnitMahfuz RahmanNo ratings yet
- Aws A5.22 E316lt1-1/4Document1 pageAws A5.22 E316lt1-1/4jaime huertasNo ratings yet
- (17CrNiMo6) 4317 Case Hardening SteelDocument3 pages(17CrNiMo6) 4317 Case Hardening Steelazhar mohammedNo ratings yet
- Carbozinc 11 HS PDSDocument2 pagesCarbozinc 11 HS PDSvietrossNo ratings yet
- Seplite LSC750 PDFDocument6 pagesSeplite LSC750 PDFDiegoNo ratings yet
- Ginplate Ni - 426: Technical Data SheetDocument7 pagesGinplate Ni - 426: Technical Data SheetLuuThiThuyDuongNo ratings yet
- 4300 lf4300 TFDocument2 pages4300 lf4300 TFArguetaManuelNo ratings yet
- Aesthetic Topcoat Guide SWDocument8 pagesAesthetic Topcoat Guide SWjennifergiannouNo ratings yet
- Ciclo Di Verniciatura: Painting CycleDocument7 pagesCiclo Di Verniciatura: Painting CycleMaffone NumerounoNo ratings yet
- Acronal PRO 7600: Exemplary Applications Performance Highlights Key Technical DataDocument1 pageAcronal PRO 7600: Exemplary Applications Performance Highlights Key Technical DataDuodo NguyenNo ratings yet
- EN71000 From ReinferdenDocument2 pagesEN71000 From ReinferdenJason WuNo ratings yet
- Carbozinc 11: Selection & Specification DataDocument5 pagesCarbozinc 11: Selection & Specification DatajoehodohNo ratings yet
- Raven 405FS TDS 060520 V.5.5Document4 pagesRaven 405FS TDS 060520 V.5.5Larry Wayne Sumpter, JrNo ratings yet
- CDS-Solder PasteDocument2 pagesCDS-Solder PasteSaul SolisNo ratings yet
- Americanlite Ul Led TubesDocument33 pagesAmericanlite Ul Led TubesOscar DavilaNo ratings yet
- Westermann Tables: Steels For Hardening and TemperingDocument1 pageWestermann Tables: Steels For Hardening and Temperingmuhd.qasimNo ratings yet
- 1 Wa-Catalog9Document1 page1 Wa-Catalog9johnNo ratings yet
- Ultrasonic Couplant Comparison GuideDocument1 pageUltrasonic Couplant Comparison GuideRoyal AccessoriesNo ratings yet
- Bulletin 6853 New! Series 60 90 Optional EPR SiC SiC Seal 7 2010 PDFDocument4 pagesBulletin 6853 New! Series 60 90 Optional EPR SiC SiC Seal 7 2010 PDFAnonymous 7xHNgoKE6eNo ratings yet
- SilverfoxDocument14 pagesSilverfoxMas HennyNo ratings yet
- MG Chemicals Sn63Pb37 No Clean Leaded Solder Paste 4860P Technical Data SheetDocument7 pagesMG Chemicals Sn63Pb37 No Clean Leaded Solder Paste 4860P Technical Data SheetAbdulrahman AlabdanNo ratings yet
- Spandan Patra 120CR0403 SIREDocument10 pagesSpandan Patra 120CR0403 SIRESpandan PatraNo ratings yet
- Carbozinc 11: Selection & Specification Data Substrates & Surface PreparationDocument2 pagesCarbozinc 11: Selection & Specification Data Substrates & Surface PreparationClarkFedele27No ratings yet
- Loctite 415™: Technical Data SheetDocument3 pagesLoctite 415™: Technical Data SheettheoNo ratings yet
- Serv1789 SLD PDFDocument146 pagesServ1789 SLD PDFRoger urbina100% (1)
- 3516EDocument112 pages3516ERoger Mendoza CaceresNo ratings yet
- General Information: Systems OperationDocument142 pagesGeneral Information: Systems OperationRoger Mendoza CaceresNo ratings yet
- 336D2 Marketing Bulletin V2 HEDC PMG Tool Legal ConsolidatedDocument8 pages336D2 Marketing Bulletin V2 HEDC PMG Tool Legal ConsolidatedRoger Mendoza CaceresNo ratings yet
- Brochure 24MDocument24 pagesBrochure 24MRoger Mendoza Caceres0% (1)
- حساسات الكراون PDFDocument15 pagesحساسات الكراون PDFMarranNo ratings yet
- A New Thrust Washer in The Final Drive Oscillation Assembly Is Now UsedDocument1 pageA New Thrust Washer in The Final Drive Oscillation Assembly Is Now UsedRoger Mendoza CaceresNo ratings yet
- A New Thrust Washer in The Final Drive Oscillation Assembly Is Now UsedDocument1 pageA New Thrust Washer in The Final Drive Oscillation Assembly Is Now UsedRoger Mendoza CaceresNo ratings yet
- Motor Grader Circle Drive Help Info Customer 27feb2014Document10 pagesMotor Grader Circle Drive Help Info Customer 27feb2014Roger Mendoza CaceresNo ratings yet
- Lotus Engine SimulationDocument1 pageLotus Engine SimulationRoger Mendoza CaceresNo ratings yet
- Fade To BlackDocument15 pagesFade To BlackRoger Mendoza CaceresNo ratings yet
- Lotus Engine SimulationDocument1 pageLotus Engine SimulationRoger Mendoza CaceresNo ratings yet
- Metallograpgy & Microstructure SSDocument31 pagesMetallograpgy & Microstructure SSKatellin BermudezNo ratings yet
- Surface TreatmentDocument19 pagesSurface TreatmentSreedhar Patnaik.MNo ratings yet
- Extrusion and Air-Water Cooling of Al Si1Mgmn Alloy Extruded ProfilesDocument8 pagesExtrusion and Air-Water Cooling of Al Si1Mgmn Alloy Extruded ProfilesJuan Andrés Díaz RiveroNo ratings yet
- A05 MDS 20140801Document2 pagesA05 MDS 20140801Eduardo Nicolas OlivaresNo ratings yet
- Single Flute Gundrills Type 110 PDFDocument28 pagesSingle Flute Gundrills Type 110 PDFchidambaram kasiNo ratings yet
- Submerged Arc Welding Consumables For Mild Steel and 490N/mm Class High Tensile Strength SteelDocument17 pagesSubmerged Arc Welding Consumables For Mild Steel and 490N/mm Class High Tensile Strength SteelManish MNo ratings yet
- Astm 20M PDFDocument33 pagesAstm 20M PDFDee DeeNo ratings yet
- Mechanical Design Exit Exam Reviewer PDFDocument70 pagesMechanical Design Exit Exam Reviewer PDFRyan Togonon100% (1)
- 6 Materials: ISO 898-1:2009 (E)Document4 pages6 Materials: ISO 898-1:2009 (E)Dasith SithiraNo ratings yet
- 1 s2.0 S0264127521005633 MainDocument33 pages1 s2.0 S0264127521005633 Main570701No ratings yet
- Unit-6 Solutions Notes Class 9 MathsDocument45 pagesUnit-6 Solutions Notes Class 9 MathsMUHAMMAD TAUSEEF SABIRNo ratings yet
- AMPOWER Report 2023 Management SummaryDocument13 pagesAMPOWER Report 2023 Management SummaryDenys NicolosiNo ratings yet
- Iron - Carbon SystemDocument21 pagesIron - Carbon SystemYavana KeerthiNo ratings yet
- Hydro-Catalogue-08 09 2020Document74 pagesHydro-Catalogue-08 09 2020Prince MiwaNo ratings yet
- Astm B601Document5 pagesAstm B601David RivadeneiraNo ratings yet
- Turning and Mechanical Manipulation - Vol 1 (Holtzapffel 1852) PDFDocument508 pagesTurning and Mechanical Manipulation - Vol 1 (Holtzapffel 1852) PDFian_new100% (1)
- Requirements For Boiler and Pressure Vessel Manufacture LicensingDocument27 pagesRequirements For Boiler and Pressure Vessel Manufacture LicensingmohdfirdausNo ratings yet
- 16 970396970Document15 pages16 970396970valeska reinosoNo ratings yet
- Conservation and Substitution in Mineral CriticalDocument596 pagesConservation and Substitution in Mineral CriticalhendramusNo ratings yet
- Iso 7597 1987Document8 pagesIso 7597 1987ragesh r nairNo ratings yet
- Mixtures and AllegationDocument3 pagesMixtures and AllegationRahul JoshiNo ratings yet
- Catalogo Placas Antidesgaste CDP PDFDocument12 pagesCatalogo Placas Antidesgaste CDP PDFoscarlopez12345No ratings yet
- Literature Review On Cocoyam PDFDocument5 pagesLiterature Review On Cocoyam PDFf0typiwydeb3100% (1)
- Steel HandbookDocument276 pagesSteel HandbookYu chung yin100% (2)
- Mfe QBDocument4 pagesMfe QBV VikasNo ratings yet
- ASTM B705 (Nickel Alloy Welded Pipe)Document2 pagesASTM B705 (Nickel Alloy Welded Pipe)Demas Bayu100% (1)
- MS GradesDocument54 pagesMS GradesVishal BhanderiNo ratings yet
- NADCA Product Specification Standards For Die Castings-Chapter10-2012Document32 pagesNADCA Product Specification Standards For Die Castings-Chapter10-2012wholenumberNo ratings yet
- Aluminium in India - Journal July 2021Document36 pagesAluminium in India - Journal July 2021chintan pandyaNo ratings yet
- Cy8151 Notes PDFDocument93 pagesCy8151 Notes PDFVignesh KNo ratings yet