You might also like
- Egyptian Sponge Iron & Steel Company Direct Reduction Iron Facility On/Off Control Valve ListDocument4 pagesEgyptian Sponge Iron & Steel Company Direct Reduction Iron Facility On/Off Control Valve ListMohamed Elsaid El ShallNo ratings yet
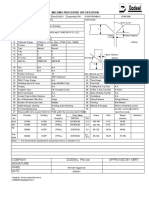
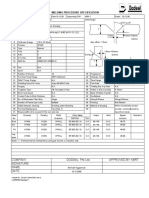
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Egyptian steel plant valve listDocument6 pagesEgyptian steel plant valve listMohamed Elsaid El ShallNo ratings yet
- 3827-E10-066 - Knife Gate (On-Off) Control Valve - DDocument2 pages3827-E10-066 - Knife Gate (On-Off) Control Valve - DMohamed Elsaid El ShallNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument2 pagesWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Ethylene Project Welding Procedure SpecificationDocument1 pageEthylene Project Welding Procedure SpecificationS GoudaNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- WPS-CR 01-06-15Document1 pageWPS-CR 01-06-15majdi jerbiNo ratings yet
- Pwps-Gtaw FcawDocument2 pagesPwps-Gtaw FcawAhmed ElsharkawNo ratings yet
- Epc For Rumaitha Thamama Zone B Phase Iii Expansion Development & Conversion of Ra Phase I/Ii Co2 Affected WellsDocument1 pageEpc For Rumaitha Thamama Zone B Phase Iii Expansion Development & Conversion of Ra Phase I/Ii Co2 Affected WellsBWQNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Petroleum Equipment Assembly & Metal Structure JSC: N/A N/ADocument2 pagesPetroleum Equipment Assembly & Metal Structure JSC: N/A N/AKhôi ĐàoNo ratings yet
- WELDING BOOK SUMMARY FOR PIPING PROCESS REFERENCEDocument6 pagesWELDING BOOK SUMMARY FOR PIPING PROCESS REFERENCEFerdie OSNo ratings yet
- Ele Vir Flush Ring 160 0001 To 0008Document16 pagesEle Vir Flush Ring 160 0001 To 0008rahul o gNo ratings yet
- WPS CR 01-08-09Document1 pageWPS CR 01-08-09majdi jerbiNo ratings yet
- Welding Procedure Specification (WPS) : N.A N.ADocument1 pageWelding Procedure Specification (WPS) : N.A N.AMajdi JerbiNo ratings yet
- AWS WPS for welding steel with SMAWDocument2 pagesAWS WPS for welding steel with SMAWSleyda MunozNo ratings yet
- TMK - Insp of Fuel Filter.342Document2 pagesTMK - Insp of Fuel Filter.342sivaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Q-Chem Ethylene Project Welding Procedure SpecificationDocument1 pageQ-Chem Ethylene Project Welding Procedure SpecificationS GoudaNo ratings yet
- Welding Procedure for Stainless Steel PipingDocument1 pageWelding Procedure for Stainless Steel Pipingmajdi jerbiNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Pwps Jo Wps Asme 016 Rev.001Document2 pagesPwps Jo Wps Asme 016 Rev.001Bagandi ManurungNo ratings yet
- Wps Repair WorDocument1 pageWps Repair WorMajdi JerbiNo ratings yet
- 0 Gtaw TR-235 FW-10 Field TW-665 N/A 10.00 S-20 Butt Pipe To Pipe HD-EC-TF-DR5001-008Document1 page0 Gtaw TR-235 FW-10 Field TW-665 N/A 10.00 S-20 Butt Pipe To Pipe HD-EC-TF-DR5001-008Anonymous AdofXEYAgENo ratings yet
- FA-For ReferenceDocument1 pageFA-For ReferenceUmer KhanNo ratings yet
- Visual 23 Januari 24Document1 pageVisual 23 Januari 24Abd Chalik Faja Dawani SiraitNo ratings yet
- PARAMETROSDocument2 pagesPARAMETROSEdson AragaNo ratings yet
- KOC FIRE & GAS PIPE THREAD SUMMARYDocument1 pageKOC FIRE & GAS PIPE THREAD SUMMARYKuwait Gulf CircleNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument2 pagesWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Central de Generación: Power Plant Pressure - Temperature Regulator ValveDocument1 pageCentral de Generación: Power Plant Pressure - Temperature Regulator Valvejuan carlos suaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- List WPS For Piping Package-B. Rev.0.1 (Att-B)Document14 pagesList WPS For Piping Package-B. Rev.0.1 (Att-B)Ferdie OSNo ratings yet
- Q-Chem Ethylene Project Welding Procedure SpecificationDocument1 pageQ-Chem Ethylene Project Welding Procedure SpecificationS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- 1 Full Segment: Abu Dhabi Oil Co., LTD (Japan)Document1 page1 Full Segment: Abu Dhabi Oil Co., LTD (Japan)Anonymous AdofXEYAgENo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- CC Schedule HEGDocument16 pagesCC Schedule HEGvomicih221No ratings yet
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Document1 pageWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNo ratings yet
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Document2 pagesWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- WPS PTR 01-08-09Document1 pageWPS PTR 01-08-09majdi jerbiNo ratings yet
- Fit-Up Piping B192-5-S2Document22 pagesFit-Up Piping B192-5-S2Prathamesh OmtechNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Fill Data SheetDocument4 pagesFill Data Sheethector thomasNo ratings yet
- Manual Standard WeldingDocument192 pagesManual Standard WeldingGEORGE IVAN0% (1)
- Welding Procedure Specifications (WPS) : AWS D1.1Document2 pagesWelding Procedure Specifications (WPS) : AWS D1.1BS AhnNo ratings yet
- Request welding procedure approvalDocument18 pagesRequest welding procedure approvalecsuperal100% (1)
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Document1 pageWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNo ratings yet
- StanadyneDocument1 pageStanadyneJunior IungNo ratings yet
- GMCo - WPSDocument8 pagesGMCo - WPSMohamed AtefNo ratings yet
- SPL-MFP-MEC-IR-002A Rev. 0-PQR WELDER QUALIFICATION DATA SHEETDocument1 pageSPL-MFP-MEC-IR-002A Rev. 0-PQR WELDER QUALIFICATION DATA SHEETgopuvinu4uNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Assessment of Erosion resistance through CFD modelingDocument5 pagesAssessment of Erosion resistance through CFD modelingEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- Electrode SummaryDocument1 pageElectrode SummaryEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- 80 Love Quotes From A Parent To A Child - LoveToKnowDocument35 pages80 Love Quotes From A Parent To A Child - LoveToKnowEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- 37 Newborn Baby Quotes To Share The LoveDocument39 pages37 Newborn Baby Quotes To Share The LoveEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- 103 Sweet New Baby Quotes To Welcome Them Home - Gifts - Com BlogDocument17 pages103 Sweet New Baby Quotes To Welcome Them Home - Gifts - Com BlogEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- BoilerDocument48 pagesBoilerJuan Francisco CHavez ViladegutNo ratings yet
- KPCL DAV HIGH SCHOOL STUDY MATERIALDocument6 pagesKPCL DAV HIGH SCHOOL STUDY MATERIALEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- 84 Inspirational Baby Quotes and Sayings - ShutterflyDocument19 pages84 Inspirational Baby Quotes and Sayings - ShutterflyEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- Boiler hydrostatic test procedure under 40 charsDocument6 pagesBoiler hydrostatic test procedure under 40 charsBIRANCHINo ratings yet
- Emergency Operations: Shaikh Feroz AliDocument15 pagesEmergency Operations: Shaikh Feroz AliEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- Boiler 210mwDocument15 pagesBoiler 210mwishakNo ratings yet
- Case Studies in Engineering Failure Analysis: S.W. Liu, W.Z. Wang, C.J. LiuDocument5 pagesCase Studies in Engineering Failure Analysis: S.W. Liu, W.Z. Wang, C.J. LiuSushil KumarNo ratings yet
- Case Studies in Engineering Failure Analysis: S.W. Liu, W.Z. Wang, C.J. LiuDocument5 pagesCase Studies in Engineering Failure Analysis: S.W. Liu, W.Z. Wang, C.J. LiuSushil KumarNo ratings yet
- Boiler 210mwDocument15 pagesBoiler 210mwishakNo ratings yet
- 4188-22942-1-PB Failure Analysis of SH TubesDocument13 pages4188-22942-1-PB Failure Analysis of SH TubesEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- Automatic Detection and Analysis of Boiler Tube LeDocument6 pagesAutomatic Detection and Analysis of Boiler Tube Lesachin gautamNo ratings yet
- RTPS Unit Shut Down ProceduresDocument22 pagesRTPS Unit Shut Down ProceduresEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- Loesche Optimization & Efficiency Improvement in Coal PulverisersDocument34 pagesLoesche Optimization & Efficiency Improvement in Coal PulverisersEXECUTIVE ENGINEEER BOILER MAINTENANCE100% (1)
- Start UpsDocument31 pagesStart UpsEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- The Boilers Act, 1923 SummaryDocument30 pagesThe Boilers Act, 1923 SummaryEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- 1319 3 Guidelines For WeldingDocument64 pages1319 3 Guidelines For Weldingg_sanchetiNo ratings yet
- Mill & Mill Rejects WriteupDocument10 pagesMill & Mill Rejects WriteupEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- ISO 9001 What Are The Changes - Arun SinhaDocument8 pagesISO 9001 What Are The Changes - Arun SinhaEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- Thermal Drain ValvesDocument2 pagesThermal Drain ValvesEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- Deriving Energy Efficiency From Coal Mill Gear Box - DR JaiswalDocument22 pagesDeriving Energy Efficiency From Coal Mill Gear Box - DR JaiswalEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- Performance of Governor Oil - Soumik Majumdar & Sanjay DasDocument21 pagesPerformance of Governor Oil - Soumik Majumdar & Sanjay DasEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- Empowering Reliability Through Lubrication Program Development (LPD) Udey DhirDocument28 pagesEmpowering Reliability Through Lubrication Program Development (LPD) Udey DhirEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- Aph BasketDocument38 pagesAph BasketEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- Coal NozzlesDocument29 pagesCoal NozzlesEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- HighPerformanceSteel (ForBridgeConstrunction) en PDFDocument20 pagesHighPerformanceSteel (ForBridgeConstrunction) en PDFrajagouthamNo ratings yet
- Grinding & Finishing (Me)Document14 pagesGrinding & Finishing (Me)amar chakrabortyNo ratings yet
- Paper 2Document13 pagesPaper 2saviyasathuNo ratings yet
- Kuliah 6 - 7 - Mampu KerasDocument36 pagesKuliah 6 - 7 - Mampu KerasEsti Nur AmaliaNo ratings yet
- Iron AlloysDocument6 pagesIron AlloysHieu NguyenNo ratings yet
- Ductile or Partial Ductile Mode Machining of Brittle MaterialsDocument7 pagesDuctile or Partial Ductile Mode Machining of Brittle MaterialsHangi TakimlisinNo ratings yet
- Ferrite Testing ProcedureDocument6 pagesFerrite Testing ProcedureReadersmo0% (1)
- M2502 Rev1Document2 pagesM2502 Rev1Pablo GonzalesNo ratings yet
- Bijou Siglo XXI Corporate ProfileDocument16 pagesBijou Siglo XXI Corporate ProfileBijou Siglo XXINo ratings yet
- FEDERAL STANDARD FOR STEEL CHEMICAL COMPOSITION AND HARDENABILITYDocument16 pagesFEDERAL STANDARD FOR STEEL CHEMICAL COMPOSITION AND HARDENABILITYrobert_in_arNo ratings yet
- Dental Casting AlloysDocument22 pagesDental Casting AlloysSurabhi RairamNo ratings yet
- Galvanized Rebar Vs Epoxy RebarDocument4 pagesGalvanized Rebar Vs Epoxy RebarvintagerulzNo ratings yet
- Hard Chrome PlatingDocument1 pageHard Chrome PlatingKishora BhatNo ratings yet
- Powder Metallurgy Processes and Making Metal Powder: October 2020Document4 pagesPowder Metallurgy Processes and Making Metal Powder: October 2020mmNo ratings yet
- Hot Rolled HR Formable F HA3 Steel: General Description Typical UsesDocument2 pagesHot Rolled HR Formable F HA3 Steel: General Description Typical UsesBaziNo ratings yet
- A Guide To CNC Milling CuttersDocument1 pageA Guide To CNC Milling CuttersazharzebNo ratings yet
- Detection and Analysis of Magnetic Particle Testing Defects On Heavy Truck Crankshaft Manufactured by Microalloyed Medium-Carbon Forging SteelDocument10 pagesDetection and Analysis of Magnetic Particle Testing Defects On Heavy Truck Crankshaft Manufactured by Microalloyed Medium-Carbon Forging SteelprabuNo ratings yet
- Designation system for imperfections in welding and allied processesDocument33 pagesDesignation system for imperfections in welding and allied processesStuart WickensNo ratings yet
- Asme Section Ii A-2 Sa-814 Sa-814mDocument8 pagesAsme Section Ii A-2 Sa-814 Sa-814mdavid perezNo ratings yet
- Cadmium in Silver Soldering or BrazingDocument3 pagesCadmium in Silver Soldering or BrazingAli HashemiNo ratings yet
- Mine Plan - Nickel MiningDocument23 pagesMine Plan - Nickel Miningzainul fitriNo ratings yet
- Ras Shastra PPT 6Document10 pagesRas Shastra PPT 6Soham BhureNo ratings yet
- A370-14 Standard Test Methods and Definitions For Mechanical Testing of Steel ProductsDocument7 pagesA370-14 Standard Test Methods and Definitions For Mechanical Testing of Steel ProductsChutha100% (2)
- Oxy/Acetylene Welding and Cutting GuideDocument13 pagesOxy/Acetylene Welding and Cutting GuideYousuf MemonNo ratings yet
- Types of Casting Defects: Admin November 23, 2017 Casting Defect1Document5 pagesTypes of Casting Defects: Admin November 23, 2017 Casting Defect1Nasir SoudagarNo ratings yet
- Valve Material ApplicationDocument16 pagesValve Material Applicationme100% (1)
- 2012 PacBay CatalogDocument88 pages2012 PacBay CatalogDušan IvanovNo ratings yet
- Indexing Plungers: Steel / Stainless Steel Without Rest PositionDocument2 pagesIndexing Plungers: Steel / Stainless Steel Without Rest PositionClecio FelixNo ratings yet
- IK Module 6 Easa Part 66Document246 pagesIK Module 6 Easa Part 66Hamzeh Al-QaisiNo ratings yet
- Soldering 101: A Really TopicDocument24 pagesSoldering 101: A Really TopicGanesh ThakurNo ratings yet