You might also like
- SNB TBG Clean UpDocument4 pagesSNB TBG Clean UpMas SusiloNo ratings yet
- SNB TBG CuttingDocument18 pagesSNB TBG CuttingMas SusiloNo ratings yet
- SNB Unit Main FeaturesDocument8 pagesSNB Unit Main FeaturesMas SusiloNo ratings yet
- Dlesp Packer, Viton: A) DescriptionDocument10 pagesDlesp Packer, Viton: A) Descriptionaditya rastogiNo ratings yet
- WL Stuffing Box 5K and 10 KDocument8 pagesWL Stuffing Box 5K and 10 KsambhajiNo ratings yet
- Sand Screen Hangoff Draft Well ProgramDocument3 pagesSand Screen Hangoff Draft Well Programgben11No ratings yet
- Cable Care Best ParcticeDocument4 pagesCable Care Best ParcticeHariomNo ratings yet
- ASBP 7 17-26 26-32 CurrentDocument10 pagesASBP 7 17-26 26-32 CurrentJhonathan MirandaNo ratings yet
- Instruction: Se RviceDocument3 pagesInstruction: Se RvicecarlNo ratings yet
- DLH Packer: DescriptionDocument6 pagesDLH Packer: DescriptionDEATH ASSASSIN GAMERNo ratings yet
- Hose AssemblyDocument1 pageHose AssemblyScott SepperNo ratings yet
- Wire Line ch-1Document20 pagesWire Line ch-1Ammar HrzNo ratings yet
- Asi X Packer 105243965Document3 pagesAsi X Packer 105243965Esteban RochaNo ratings yet
- CH 5 PDFDocument45 pagesCH 5 PDFAbderrazak BerrahalNo ratings yet
- Double Acting Hydraulic Drilling JarDocument10 pagesDouble Acting Hydraulic Drilling JarDanciulescu Mircea GabrielNo ratings yet
- Two Stage, Hi-Low External Gear Hydraulic Pumps: MODELS 1012, 1053 AND 1056Document4 pagesTwo Stage, Hi-Low External Gear Hydraulic Pumps: MODELS 1012, 1053 AND 1056TonuiNo ratings yet
- Empaque Ad-1 Tension PKRDocument10 pagesEmpaque Ad-1 Tension PKRolger nino100% (2)
- Private Pilot Handbook JeppesenDocument9 pagesPrivate Pilot Handbook JeppesenJorge PolancoNo ratings yet
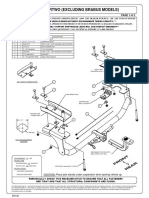
- Nissan Tow Hitch InstallationDocument2 pagesNissan Tow Hitch InstallationalvinNo ratings yet
- NEXO Sliding SleeveDocument3 pagesNEXO Sliding SleevetongsabaiNo ratings yet
- Caja Suma Bascula Camionera ManualDocument16 pagesCaja Suma Bascula Camionera ManualinstrumentacionNo ratings yet
- SBT Operating Manual54201623377Document6 pagesSBT Operating Manual54201623377dedekomarapramuda1No ratings yet
- Superior Packer Setting ProceduereDocument10 pagesSuperior Packer Setting ProcedueretarangtusharNo ratings yet
- 114 Hydrostatic Bailer Pws DsheetDocument1 page114 Hydrostatic Bailer Pws DsheetmahmoudNo ratings yet
- P04 - General Arrangement Drawings.Document1 pageP04 - General Arrangement Drawings.bmanojkumar16No ratings yet
- ELDER IX 5 5 X 2 375Document8 pagesELDER IX 5 5 X 2 375crni rokoNo ratings yet
- Original Equipmnet Surface - STCDocument64 pagesOriginal Equipmnet Surface - STCdilantha chandikaNo ratings yet
- Manual Operativo - Tijeras Wenzel Ø 6 1-2 - InglesDocument11 pagesManual Operativo - Tijeras Wenzel Ø 6 1-2 - InglesChristian Matteo100% (1)
- D2 Bridge PlugDocument3 pagesD2 Bridge PlugErnest DelacarcovaNo ratings yet
- Maska Catalog QD BushingDocument1 pageMaska Catalog QD Bushingkman548No ratings yet
- CHECK 11SHEET OF BOXNS - 2015 - REV - 2 - Amendment-01Document14 pagesCHECK 11SHEET OF BOXNS - 2015 - REV - 2 - Amendment-01PravinNo ratings yet
- Team E User Manual 1Document12 pagesTeam E User Manual 1Luis IgnacoNo ratings yet
- 3-6 Quad BopDocument29 pages3-6 Quad Bopsambhaji100% (1)
- Ap P04 04L 01e - XPRDDocument2 pagesAp P04 04L 01e - XPRDkjkljkljlkjljlkNo ratings yet
- Installation Instructions: Harley-Davidson Softail Fatboy Ec Twin Slash Slip-Ons PART# 16788/46788Document4 pagesInstallation Instructions: Harley-Davidson Softail Fatboy Ec Twin Slash Slip-Ons PART# 16788/46788NightphallNo ratings yet
- Smart Car ManualDocument2 pagesSmart Car ManualvmarinelliNo ratings yet
- PJV E7T0071.ipt: Part NumberDocument1 pagePJV E7T0071.ipt: Part NumberSaravanan KNo ratings yet
- Safety Notice: WarningDocument3 pagesSafety Notice: WarningAbdelhalim BoutelliNo ratings yet
- Crack in Piston CrownDocument9 pagesCrack in Piston CrownArun SNo ratings yet
- 3.06 ES 10K DUAL BOP ManDocument15 pages3.06 ES 10K DUAL BOP ManRafael BolivarNo ratings yet
- 10/10/2012 Ultrasonic Examination Certificate: in Salah Gas Sout Fields Developments ProjectDocument4 pages10/10/2012 Ultrasonic Examination Certificate: in Salah Gas Sout Fields Developments ProjectdaemsalNo ratings yet
- 2023 10.75 TST-2 Service PackerDocument15 pages2023 10.75 TST-2 Service PackerDhenny FarialNo ratings yet
- Io-14 Life Boat DavitDocument90 pagesIo-14 Life Boat Davitbaaziz2015100% (1)
- Model 7778B Eye/Face Wash FountainDocument4 pagesModel 7778B Eye/Face Wash FountaintotoNo ratings yet
- CDFT D18mp-A 104ts 17jan 2023 Fauzi, DevidDocument14 pagesCDFT D18mp-A 104ts 17jan 2023 Fauzi, DevidbobbyNo ratings yet
- Assignment 03Document9 pagesAssignment 03Muhammad Ridwanul IslamNo ratings yet
- Fuel Hose Reel Model 89010 & 102962 Series "A": SafetyDocument3 pagesFuel Hose Reel Model 89010 & 102962 Series "A": SafetyLuis Carlos González LondoñoNo ratings yet
- Hensley Bolt-On Wear RunnersDocument7 pagesHensley Bolt-On Wear RunnersRyan Abubakar Obili PakayaNo ratings yet
- JIH 455 Part3Document61 pagesJIH 455 Part3Michał JabłońskiNo ratings yet
- 0901d19680481b93 SKF Pulp and Paper Practices Issue 17 11147 EN - TCM - 12 267828Document18 pages0901d19680481b93 SKF Pulp and Paper Practices Issue 17 11147 EN - TCM - 12 267828chetanNo ratings yet
- DLH Packer SGDocument14 pagesDLH Packer SGsong LiNo ratings yet
- Model NEXO-2 Non-Elastomeric Sliding Sleeve: DescriptioDocument5 pagesModel NEXO-2 Non-Elastomeric Sliding Sleeve: DescriptiofelipeNo ratings yet
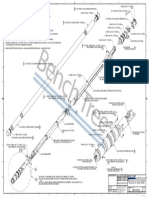
- Proprietary & Confidential: BenchtreeDocument1 pageProprietary & Confidential: BenchtreePawan PalNo ratings yet
- 06.08.02.S4 A320DL SLIDE RAFT-SpecificationDocument10 pages06.08.02.S4 A320DL SLIDE RAFT-SpecificationFly WingsNo ratings yet
- Es PS 0614Document6 pagesEs PS 0614陳相如No ratings yet
- 474 PDFDocument1 page474 PDFSam LowNo ratings yet
- Chillersapikhubdocuments5wpq Iw7UC NV6ZJjGVizgcontentDocument18 pagesChillersapikhubdocuments5wpq Iw7UC NV6ZJjGVizgcontentsyhnhpc7qmNo ratings yet
- SB Pulling ToolDocument3 pagesSB Pulling ToolDanil1212 Danil2121No ratings yet
- Pipe Thread Types and DesignationsDocument2 pagesPipe Thread Types and DesignationsJenner Volnney Quispe ChataNo ratings yet
- SNB Viscosifier For DoDocument8 pagesSNB Viscosifier For DoMas SusiloNo ratings yet
- Material HWUDocument38 pagesMaterial HWUMas SusiloNo ratings yet
- Coc Wire RopeDocument2 pagesCoc Wire RopeMas SusiloNo ratings yet
- PDN HwuDocument2 pagesPDN HwuMas SusiloNo ratings yet
- Pull Master PDFDocument18 pagesPull Master PDFMas SusiloNo ratings yet
- Algebraic Geometry - GathmannDocument214 pagesAlgebraic Geometry - GathmannNiflheimNo ratings yet
- Equine Locomotion, 2nd EditionDocument527 pagesEquine Locomotion, 2nd EditionYalhy Del Rosario Melgarejo ChicchonNo ratings yet
- Alan Watts-Instant Wind Forecasting - Adlard Coles (2010)Document119 pagesAlan Watts-Instant Wind Forecasting - Adlard Coles (2010)Wee WeeNo ratings yet
- Illustrated ManDocument28 pagesIllustrated ManxgialNo ratings yet
- Tra5-Travel Plan BreeamDocument6 pagesTra5-Travel Plan BreeamNikiNo ratings yet
- Dont Pay With Itunes Gift Cards FinalDocument1 pageDont Pay With Itunes Gift Cards FinalJack WilliamsNo ratings yet
- Force Outage CalculationDocument3 pagesForce Outage CalculationLuthfi Yulian FikriNo ratings yet
- W3A1Document4 pagesW3A1Harinder GroverNo ratings yet
- Entrepreneurship Development in Dairy and Food IndustryDocument135 pagesEntrepreneurship Development in Dairy and Food IndustryMayank Tandon92% (24)
- CBLM Driving Ncii 2022 Drive Light VehicleDocument96 pagesCBLM Driving Ncii 2022 Drive Light Vehiclemasterachilles109No ratings yet
- H3C MSR Series Routers Web Configuration Guide (V5) - Release 2311 (V1.06) - Book PDFDocument872 pagesH3C MSR Series Routers Web Configuration Guide (V5) - Release 2311 (V1.06) - Book PDFbbzinhoalNo ratings yet
- Lite 3060 - TdsDocument2 pagesLite 3060 - TdsJuan Sebastián Fernández RamírezNo ratings yet
- MATLAB ACTIVITY 4 - Determinant Using MATLAB: NAME: Gulla, Josiah Noel D. Section: CE21S2Document9 pagesMATLAB ACTIVITY 4 - Determinant Using MATLAB: NAME: Gulla, Josiah Noel D. Section: CE21S2Jay UmaliNo ratings yet
- Material Standard: IPS-M-CE-345Document14 pagesMaterial Standard: IPS-M-CE-345lin xuNo ratings yet
- MC - CC App Fillable Form 2021 10062021Document2 pagesMC - CC App Fillable Form 2021 10062021abantedimaatrasanNo ratings yet
- Module 1: Activity No. 2 Ice Refrigeration and Refrigerating CapacityDocument3 pagesModule 1: Activity No. 2 Ice Refrigeration and Refrigerating CapacityAlex AndersNo ratings yet
- Viewing Positions. Ways of Seeing Film (Linda Williams, (Editor) ) (Z-Library)Document308 pagesViewing Positions. Ways of Seeing Film (Linda Williams, (Editor) ) (Z-Library)Webber TangNo ratings yet
- Spliced I GirderDocument193 pagesSpliced I GirderJessie Radaza TutorNo ratings yet
- Whole-Body Human Thermal Models: E. H. WisslerDocument50 pagesWhole-Body Human Thermal Models: E. H. WisslerArinjayKumarNo ratings yet
- Religion Without GodDocument193 pagesReligion Without GodOG&GKNo ratings yet
- Chapter - 15 Electrical Measuring InstrumentsDocument11 pagesChapter - 15 Electrical Measuring Instrumentsusama113No ratings yet
- MP-19CS407 Lab Manual 2020 - 21Document42 pagesMP-19CS407 Lab Manual 2020 - 21Harsh NagvanshiNo ratings yet
- Overview of Sap MM Implementation Project Design FlowDocument1 pageOverview of Sap MM Implementation Project Design FlowKhang MinhNo ratings yet
- Hindustan Times (Delhi) (2015!09!19) Page61Document1 pageHindustan Times (Delhi) (2015!09!19) Page61pandhi2000No ratings yet
- ICOT - Brochure 2022Document32 pagesICOT - Brochure 2022Robson CordeiroNo ratings yet
- 2 Basics DSP AV Z Filters NoiseDocument31 pages2 Basics DSP AV Z Filters NoisevignanarajNo ratings yet
- Metal DetectorsDocument4 pagesMetal Detectorssarantapodarusa4009No ratings yet
- D Think Toolkit Design Thinking AppliedDocument162 pagesD Think Toolkit Design Thinking AppliedErcilia Alvarez100% (1)
- Arc Report Operational HistorianDocument6 pagesArc Report Operational HistorianPabloNo ratings yet
- Artificial Intelligence in Education - A ReviewDocument6 pagesArtificial Intelligence in Education - A ReviewyasmineNo ratings yet