You might also like
- Solution: Answer All Questions in The Provided Space. All Questions Are Based On AVR Architecture. 18 November 2020Document4 pagesSolution: Answer All Questions in The Provided Space. All Questions Are Based On AVR Architecture. 18 November 2020BAHARUDIN BURAHNo ratings yet
- Introduction to Electromagnetic CompatibilityFrom EverandIntroduction to Electromagnetic CompatibilityRating: 3 out of 5 stars3/5 (2)
- M1-02 Cost & ScalingDocument32 pagesM1-02 Cost & ScalingMina WafikNo ratings yet
- M1-02 Cost - ScalingDocument32 pagesM1-02 Cost - ScalingAhmed ShafeekNo ratings yet
- Analog and Digital VLSI DesignDocument13 pagesAnalog and Digital VLSI DesignillahiNo ratings yet
- T2.Wafer Yield STDDocument34 pagesT2.Wafer Yield STDAl AidenNo ratings yet
- Introduction To Tooling Solutions: TE Connectivity. The Leader in Crimp QualityDocument17 pagesIntroduction To Tooling Solutions: TE Connectivity. The Leader in Crimp QualitydamirNo ratings yet
- Flamm PresentationDocument36 pagesFlamm PresentationAFONSO FLORESNo ratings yet
- GaN For High Voltage applications-EFDS PresentationDocument40 pagesGaN For High Voltage applications-EFDS PresentationsaaddounNo ratings yet
- PV Magazine Webinar - Q Cells PresentationDocument12 pagesPV Magazine Webinar - Q Cells PresentationFaridah TaqNo ratings yet
- Neugroschl 2017Document31 pagesNeugroschl 2017Ujjwal SinghNo ratings yet
- Z DistributionDocument13 pagesZ DistributionAQLEEMNo ratings yet
- Semiconductor Packaging and Testing ProcessDocument36 pagesSemiconductor Packaging and Testing ProcessVinodkumar MhetreNo ratings yet
- M1-01 CMOS Fabrication & LayoutDocument14 pagesM1-01 CMOS Fabrication & LayoutCyrille MagdiNo ratings yet
- M2 Lecture 1Document13 pagesM2 Lecture 1Saransh ShivhareNo ratings yet
- Mesh-Intro 19R2 M05 Lecture Slides Mesh Quality and Advanced TopicsDocument60 pagesMesh-Intro 19R2 M05 Lecture Slides Mesh Quality and Advanced TopicsSahil Jawa100% (1)
- M2-01 Interconnect ParasiticsDocument14 pagesM2-01 Interconnect ParasiticsCyrille MagdiNo ratings yet
- Scaling Up in BioprocessDocument12 pagesScaling Up in BioprocessNada Nur ArdilahNo ratings yet
- CompressionDocument32 pagesCompressionsumit_malik2000No ratings yet
- AdamDocument8 pagesAdamNipam ShahNo ratings yet
- Partial Discharge Detection and Monitoring in SF6 SwitchgearDocument58 pagesPartial Discharge Detection and Monitoring in SF6 SwitchgearMaclaurinHeronNo ratings yet
- Instrumentation Cables Questions AnswersDocument4 pagesInstrumentation Cables Questions AnswersInstrumentation ToolsNo ratings yet
- Lecture 3Document22 pagesLecture 3Udai ValluruNo ratings yet
- Device Cost ReductionDocument13 pagesDevice Cost Reductionp0709yccNo ratings yet
- WO - NP2002 - E01 - 1 UMTS Coverage Estimation P72Document72 pagesWO - NP2002 - E01 - 1 UMTS Coverage Estimation P72noumizredhaNo ratings yet
- M3-01 Implementation ApproachesDocument9 pagesM3-01 Implementation ApproachesCyrille MagdiNo ratings yet
- Nov2014 V3distributedDocument55 pagesNov2014 V3distributedravishopingNo ratings yet
- Process Challenges and Solutions For Embedding Chip-on-Board Into Mainstream SMT AssemblyDocument7 pagesProcess Challenges and Solutions For Embedding Chip-on-Board Into Mainstream SMT AssemblyXuan HoangNo ratings yet
- Lecture 5: Cost, Price, and Price For Performance: Professor Randy H. Katz Computer Science 252 Spring 1996Document29 pagesLecture 5: Cost, Price, and Price For Performance: Professor Randy H. Katz Computer Science 252 Spring 1996fixrouter4400No ratings yet
- Die Manufacturing NewDocument37 pagesDie Manufacturing NewaramacataNo ratings yet
- EE313 MOS Digital Integrated Circuit DesignDocument30 pagesEE313 MOS Digital Integrated Circuit DesignFernando Sánchez HernándezNo ratings yet
- SOC Test Architecture Optimization For Signal Integrity Faults On Core-External InterconnectsDocument30 pagesSOC Test Architecture Optimization For Signal Integrity Faults On Core-External InterconnectsShiela Marie LicayanNo ratings yet
- VAC Choke Multivariadores sandCoresDatasheetDocument16 pagesVAC Choke Multivariadores sandCoresDatasheetjavier Z CuapioNo ratings yet
- RF Design ProcessDocument5 pagesRF Design ProcessyogeshhotchandaniNo ratings yet
- M2 Lecture 2Document6 pagesM2 Lecture 2Saransh ShivhareNo ratings yet
- Using A Catenary Equation in Parametric Representation For Minimizing Stress Concentrations at NotchesDocument25 pagesUsing A Catenary Equation in Parametric Representation For Minimizing Stress Concentrations at NotchesMagdalenaNo ratings yet
- Index of Refraction (N) Is The Ratio of The Velocity of Light in A Vacuum To The Velocity of Light in A MaterialDocument54 pagesIndex of Refraction (N) Is The Ratio of The Velocity of Light in A Vacuum To The Velocity of Light in A MaterialAshish JadhavNo ratings yet
- TM355 Session 8Document5 pagesTM355 Session 8melar ameerNo ratings yet
- CCD Digital Radiographic DetectorsDocument42 pagesCCD Digital Radiographic Detectorssd6433No ratings yet
- What'S in Your Coiled Tubing?: Roderic K. Stanley, PH D, I. EngDocument30 pagesWhat'S in Your Coiled Tubing?: Roderic K. Stanley, PH D, I. EngAriel TerrensNo ratings yet
- The Die Castingprocess: A de Signe R'S Ove Rvie WDocument24 pagesThe Die Castingprocess: A de Signe R'S Ove Rvie WĐình Tước VũNo ratings yet
- Fusion Splicing Basics Do It Right The First Time!: Keith Foord Product Manager Greenlee CommunicationsDocument27 pagesFusion Splicing Basics Do It Right The First Time!: Keith Foord Product Manager Greenlee CommunicationsmensoNo ratings yet
- Progress ReportDocument28 pagesProgress Reportapi-354905810No ratings yet
- Cross Corner Delay Variation Model For Standard CeDocument17 pagesCross Corner Delay Variation Model For Standard Cekarunakara15gNo ratings yet
- Ti401 Pro & Tix501 Introduction. Thermal Imaging Product Line ReshapeDocument14 pagesTi401 Pro & Tix501 Introduction. Thermal Imaging Product Line ReshapeMINTO K JOYNo ratings yet
- Civil Technology Nov 2015 Memo EngDocument18 pagesCivil Technology Nov 2015 Memo Engkennedymashamba04No ratings yet
- CS322 - Computer Architecture (CA) : Spring 2019 Section V3Document26 pagesCS322 - Computer Architecture (CA) : Spring 2019 Section V3Sohaib MehmoodNo ratings yet
- Constructed PCB Layout ERCSRC CheckDocument79 pagesConstructed PCB Layout ERCSRC CheckHr ReferralNo ratings yet
- Careful Control of Refractory Lining Conditions Ensures Prolonged Campaign of Blast FurnaceDocument36 pagesCareful Control of Refractory Lining Conditions Ensures Prolonged Campaign of Blast FurnaceSabareesh MuruganNo ratings yet
- Portable Hardness Testing Leeb - Rockwell - UCI: Astm Din en Iso GB/T JB/TDocument18 pagesPortable Hardness Testing Leeb - Rockwell - UCI: Astm Din en Iso GB/T JB/TstephanyfreireNo ratings yet
- ICC C35D: Sheath Bonding of Multi-Conductor / Parallel CircuitsDocument24 pagesICC C35D: Sheath Bonding of Multi-Conductor / Parallel Circuitssf111No ratings yet
- D109e0721 ABM KETF 35x228 PMD428 RWMSDocument1 pageD109e0721 ABM KETF 35x228 PMD428 RWMSBrikeswar DebbarmaNo ratings yet
- Webinar - Fretting Corrosion in Ruggedized Backplane ConnectorsDocument21 pagesWebinar - Fretting Corrosion in Ruggedized Backplane ConnectorsPedroNo ratings yet
- Selpact To Masterpact PDFDocument2 pagesSelpact To Masterpact PDFDave Potter100% (1)
- Avago HSMS 2820 TR1G DatasheetDocument14 pagesAvago HSMS 2820 TR1G DatasheetTanko SuleNo ratings yet
- Desalination: Lijo Francis, Farah Ejaz Ahmed, Nidal HilalDocument10 pagesDesalination: Lijo Francis, Farah Ejaz Ahmed, Nidal HilalprasannaNo ratings yet
- 2019 Summer Model Answer Paper (Msbte Study Resources)Document25 pages2019 Summer Model Answer Paper (Msbte Study Resources)YOGESH CREATION 143No ratings yet
- 2007 Fabrication & Welding Higher Finalised MarkingDocument8 pages2007 Fabrication & Welding Higher Finalised MarkingbiggrimNo ratings yet
- Introduction To CFD: Computational Fluid DynamicsDocument36 pagesIntroduction To CFD: Computational Fluid DynamicsYoussef FaddaNo ratings yet
- Wave Propagation: From Electrons to Photonic Crystals and Left-Handed MaterialsFrom EverandWave Propagation: From Electrons to Photonic Crystals and Left-Handed MaterialsNo ratings yet
- Lect 8 Amplifier DesignDocument21 pagesLect 8 Amplifier DesignCyrille MagdiNo ratings yet
- Lect 9 RF MeasurementDocument30 pagesLect 9 RF MeasurementCyrille MagdiNo ratings yet
- Lect 7 Matching NetworkDocument17 pagesLect 7 Matching NetworkCyrille MagdiNo ratings yet
- Lect 5 Filter DesignDocument17 pagesLect 5 Filter DesignCyrille MagdiNo ratings yet
- Lect 3 Network TheoryDocument17 pagesLect 3 Network TheoryCyrille MagdiNo ratings yet
- Lect 6 Microwave ComponentsDocument30 pagesLect 6 Microwave ComponentsCyrille MagdiNo ratings yet
- Lect 1 Review and IntroductionDocument27 pagesLect 1 Review and IntroductionCyrille MagdiNo ratings yet
- M3-02 Design FlowDocument18 pagesM3-02 Design FlowCyrille MagdiNo ratings yet
- Sheet 5: OxidationDocument2 pagesSheet 5: OxidationCyrille MagdiNo ratings yet
- Lect 4 ResonatorsDocument10 pagesLect 4 ResonatorsCyrille MagdiNo ratings yet
- M3-04 VHDL TestbenchDocument10 pagesM3-04 VHDL TestbenchCyrille MagdiNo ratings yet
- M3-05 VerificationDocument6 pagesM3-05 VerificationCyrille MagdiNo ratings yet
- Lect 2 Planar Transmission LinesDocument27 pagesLect 2 Planar Transmission LinesCyrille MagdiNo ratings yet
- Lect 0Document3 pagesLect 0Cyrille MagdiNo ratings yet
- M3-03 VHDL OverviewDocument21 pagesM3-03 VHDL OverviewCyrille MagdiNo ratings yet
- M2-02 Interconnect Delay & PowerDocument13 pagesM2-02 Interconnect Delay & PowerCyrille MagdiNo ratings yet
- M3-01 Implementation ApproachesDocument9 pagesM3-01 Implementation ApproachesCyrille MagdiNo ratings yet
- M0-01 Course IntroductionDocument3 pagesM0-01 Course IntroductionCyrille MagdiNo ratings yet
- M2-01 Interconnect ParasiticsDocument14 pagesM2-01 Interconnect ParasiticsCyrille MagdiNo ratings yet
- Sheet 3: EtchingDocument2 pagesSheet 3: EtchingCyrille MagdiNo ratings yet
- BCH and Convolutional Coding: Ain Shams University Faculty of Engineering Electronics and Communications Eng. Dept. (ECE)Document32 pagesBCH and Convolutional Coding: Ain Shams University Faculty of Engineering Electronics and Communications Eng. Dept. (ECE)Cyrille MagdiNo ratings yet
- M1-01 CMOS Fabrication & LayoutDocument14 pagesM1-01 CMOS Fabrication & LayoutCyrille MagdiNo ratings yet
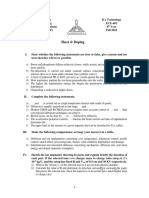
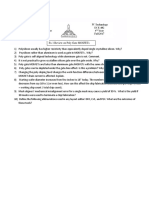
- Sheet 4: DopingDocument2 pagesSheet 4: DopingCyrille MagdiNo ratings yet
- 10 Ict SoiDocument27 pages10 Ict SoiCyrille MagdiNo ratings yet
- 08-ICT - CMOS Process IntegrationDocument63 pages08-ICT - CMOS Process IntegrationCyrille MagdiNo ratings yet
- Sheet 1 Reviewing MOSDocument1 pageSheet 1 Reviewing MOSCyrille MagdiNo ratings yet
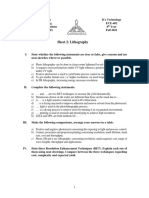
- Sheet 2: LithographyDocument2 pagesSheet 2: LithographyCyrille MagdiNo ratings yet
- Scientific Report Writing - ECE482Document1 pageScientific Report Writing - ECE482Cyrille MagdiNo ratings yet
- 07-ICT - CLean Rooms - PRINTABLEDocument29 pages07-ICT - CLean Rooms - PRINTABLECyrille MagdiNo ratings yet
- Machine-Level Programming I: Basics: 15-213/18-213: Introduction To Computer Systems 5 Lecture, May 29, 2019Document55 pagesMachine-Level Programming I: Basics: 15-213/18-213: Introduction To Computer Systems 5 Lecture, May 29, 2019Grace Bautista UrsuaNo ratings yet
- Matha College of Technology Department of Ece Question Bank-Microcontrollers and ApplicationsDocument3 pagesMatha College of Technology Department of Ece Question Bank-Microcontrollers and ApplicationsDivya SrijuNo ratings yet
- Bảng Báo Giá Laptop: Công Ty Tnhh Tm Tin Học Huy (Huy Laptop Co.,Ltd)Document11 pagesBảng Báo Giá Laptop: Công Ty Tnhh Tm Tin Học Huy (Huy Laptop Co.,Ltd)galua9999No ratings yet
- Android-Based Simulator To Support Tomasulo Algorithm Teaching and LearningDocument7 pagesAndroid-Based Simulator To Support Tomasulo Algorithm Teaching and Learningowais khanNo ratings yet
- CMOS Fabrication Process (Detailed) PDFDocument48 pagesCMOS Fabrication Process (Detailed) PDFnafiz hridoyNo ratings yet
- ASIC 1st Module NOTESDocument29 pagesASIC 1st Module NOTESmanjunathanaikv100% (2)
- hw2 AnsDocument5 pageshw2 AnsJIBRAN AHMEDNo ratings yet
- Uefi Firmware Enabling Guide For The Intel Atom Processor E3900 Series 820238Document42 pagesUefi Firmware Enabling Guide For The Intel Atom Processor E3900 Series 820238賴翊翊No ratings yet
- Pic10f222 PDFDocument88 pagesPic10f222 PDFJochen RodriguezNo ratings yet
- CB CSE211 Set 1 MCQ QuesDocument5 pagesCB CSE211 Set 1 MCQ QuesFaiz AlamNo ratings yet
- Procesadores Soportados Según El Socket de La Motherboard: Guillermo ArceDocument11 pagesProcesadores Soportados Según El Socket de La Motherboard: Guillermo Arcekdk54415No ratings yet
- 8-Bit Microcontroller With 12K Bytes Flash AT89S53: FeaturesDocument32 pages8-Bit Microcontroller With 12K Bytes Flash AT89S53: FeaturesJOSEPH GOMEZ SAENZNo ratings yet
- EE222: Microprocessor Systems: Spring 2021Document23 pagesEE222: Microprocessor Systems: Spring 2021Muhammad Uzair KhanNo ratings yet
- Principles & ApplicationsDocument12 pagesPrinciples & ApplicationsECE COMPNo ratings yet
- William Stallings Computer Organization and Architecture 9 EditionDocument28 pagesWilliam Stallings Computer Organization and Architecture 9 EditionMamta BorleNo ratings yet
- 11 Notes On Memory ManagementDocument16 pages11 Notes On Memory ManagementSupun BanupiyaNo ratings yet
- Lab Solutions For Memory ManagementDocument2 pagesLab Solutions For Memory ManagementRashi AgarwalNo ratings yet
- Final Instruction SetDocument107 pagesFinal Instruction SetNisha kcrNo ratings yet
- Aspire 4349 UnlockedDocument35 pagesAspire 4349 UnlockedMhon Adenip LloquironNo ratings yet
- Litografia 2015-Parte2Document10 pagesLitografia 2015-Parte2Max GeringerNo ratings yet
- How To Unlock Intel CPU.Document4 pagesHow To Unlock Intel CPU.uswa shafiqNo ratings yet
- CXL 2.0 Cache Mem Transaction and Link LayerDocument38 pagesCXL 2.0 Cache Mem Transaction and Link LayerKAJANo ratings yet
- Lect18 DatapathDocument31 pagesLect18 DatapathAditya LocharlaNo ratings yet
- PIC 16f877a Data Transfer InstructionsDocument9 pagesPIC 16f877a Data Transfer InstructionssjaradatNo ratings yet
- Mup Tutorial Tut8 PDFDocument13 pagesMup Tutorial Tut8 PDFraghavbhatiaNo ratings yet
- CUDADocument46 pagesCUDAkunalgrgNo ratings yet
- Unit V Initialization of 80386Dx, Debugging and Virtual 8086 ModeDocument8 pagesUnit V Initialization of 80386Dx, Debugging and Virtual 8086 Modeshikhamailme84No ratings yet
- C6930-0040 - Control Cabinet Industrial PC: VariantsDocument3 pagesC6930-0040 - Control Cabinet Industrial PC: VariantsĐậu Ngọc NgãiNo ratings yet
- Introduction To VLSI Design EC 361 2 Jan 2018: 1/2/2018 Usha Gogineni 1Document17 pagesIntroduction To VLSI Design EC 361 2 Jan 2018: 1/2/2018 Usha Gogineni 1raja viriyalaNo ratings yet