You might also like
- Compuertas Logicas BásicasDocument27 pagesCompuertas Logicas BásicasJorge CamachoNo ratings yet
- Experiment No 04 Ladder Diagram Development For Different Types of Logic GatesDocument7 pagesExperiment No 04 Ladder Diagram Development For Different Types of Logic GatesRavindraNo ratings yet
- LAB 3-Basic Gates: Part 1-AND, OR, NOT Gates: ObjectivesDocument10 pagesLAB 3-Basic Gates: Part 1-AND, OR, NOT Gates: ObjectivesOwais Afzal JanNo ratings yet
- Digital Electronics Lab Worksheet: The Various Logical Gates AreDocument80 pagesDigital Electronics Lab Worksheet: The Various Logical Gates AreSAURAVNo ratings yet
- Logic Circuit Modules 1Document102 pagesLogic Circuit Modules 1jocansino4496100% (1)
- Chapter 3 DLDDocument10 pagesChapter 3 DLDGemechis GurmesaNo ratings yet
- Portfolio in Electronics Technology 1 (Cacho, Kathleenjoyc.)Document25 pagesPortfolio in Electronics Technology 1 (Cacho, Kathleenjoyc.)KATHLEEN JOY CACHONo ratings yet
- PLC File 2Document135 pagesPLC File 2vatsalNo ratings yet
- M2 DoneDocument29 pagesM2 Donesubhan ullahNo ratings yet
- Lab 3 Industrial AutomationDocument8 pagesLab 3 Industrial AutomationMuhammad UmarNo ratings yet
- Lab 02 - Getting Familier To Ladder Logic ProgrammingDocument12 pagesLab 02 - Getting Familier To Ladder Logic ProgrammingSyed Abdullah Hasan ChishtiNo ratings yet
- Digital Logic CircuitsDocument35 pagesDigital Logic CircuitsYaseen KhanNo ratings yet
- MODULE 4 - Digital ElectronicsDocument45 pagesMODULE 4 - Digital ElectronicsArun ANo ratings yet
- Digital and Microprocessor Techniques V11From EverandDigital and Microprocessor Techniques V11Rating: 4.5 out of 5 stars4.5/5 (2)
- Chapter 1: Digital Logic: I. OverviewDocument10 pagesChapter 1: Digital Logic: I. OverviewNihalNo ratings yet
- CMP 345Document57 pagesCMP 345zdatimfonNo ratings yet
- Digital Logic Technology: Engr. Muhammad Shan SaleemDocument9 pagesDigital Logic Technology: Engr. Muhammad Shan SaleemAroma AamirNo ratings yet
- Programmable Logic Controler (PLC)Document28 pagesProgrammable Logic Controler (PLC)NyandaMadili MalashiNo ratings yet
- Vlsi LabDocument57 pagesVlsi LabsasdikaNo ratings yet
- Digital Logic NotesDocument32 pagesDigital Logic Notesjadad50% (2)
- Logic Gates: Logic 1. Logic 0. Logic Truth TableDocument16 pagesLogic Gates: Logic 1. Logic 0. Logic Truth TableMisty Vito100% (1)
- Irjet V3i12264Document4 pagesIrjet V3i12264Secondary AccountNo ratings yet
- Propagation Delay: Fan-InDocument3 pagesPropagation Delay: Fan-InRutu ThakkarNo ratings yet
- D.E-Experiment 1Document32 pagesD.E-Experiment 1Tejpreet SinghNo ratings yet
- Lab1 5 PDFDocument63 pagesLab1 5 PDFasadNo ratings yet
- Digital Electronics Basic GatesDocument88 pagesDigital Electronics Basic GatesSatyam PandeyNo ratings yet
- De Lab Manual 21-22Document46 pagesDe Lab Manual 21-22AUTHOR SOULNo ratings yet
- Learn Digital and Microprocessor Techniques on Your SmartphoneFrom EverandLearn Digital and Microprocessor Techniques on Your SmartphoneNo ratings yet
- Chapter 1.10 Logic Gates 1.10 (A) Function of AND, OR, NOT, NAND & NOR Logic Gates and Their Input/outputDocument15 pagesChapter 1.10 Logic Gates 1.10 (A) Function of AND, OR, NOT, NAND & NOR Logic Gates and Their Input/outputAhmed RazaNo ratings yet
- Laboratory Manual: College of Engineering, OsmanabadDocument39 pagesLaboratory Manual: College of Engineering, OsmanabadJaideep SinghNo ratings yet
- Chapter 3Document10 pagesChapter 3Gemechis GurmesaNo ratings yet
- Lab 1: Introduction To Combinational Design: EquipmentsDocument42 pagesLab 1: Introduction To Combinational Design: EquipmentsnarpatzaNo ratings yet
- Logic Gates and Boolean Algebra ImplementationDocument12 pagesLogic Gates and Boolean Algebra ImplementationEdmond100% (1)
- Assignment 1Document12 pagesAssignment 1abuzarkazmi779No ratings yet
- 10158Document102 pages10158ေအာင္ ေက်ာ္ စြာNo ratings yet
- Digital Logic DesignDocument55 pagesDigital Logic DesignAditya GadgilNo ratings yet
- Ladder Diagram Simulation For Logic Gate Using Softare: AIM: - ObjectivesDocument6 pagesLadder Diagram Simulation For Logic Gate Using Softare: AIM: - ObjectivesRahul KaradNo ratings yet
- Lab Manual: Computer Architecturean D OrganizationDocument61 pagesLab Manual: Computer Architecturean D OrganizationKhurshid AlamNo ratings yet
- DigitalDocument186 pagesDigitalAnushaChittiNo ratings yet
- 17 - de Journal - EcsDocument48 pages17 - de Journal - EcsPrakalp JhaNo ratings yet
- Digital Logic GatesDocument8 pagesDigital Logic GatesJaiom JoshiNo ratings yet
- DLD - Lab - 1Document7 pagesDLD - Lab - 1Bunty HaqueNo ratings yet
- Courses in Electrical Engineering: Digital Electronics Chapter Two: Logic GatesDocument19 pagesCourses in Electrical Engineering: Digital Electronics Chapter Two: Logic GatesNGOUNE0% (1)
- Full AdderDocument8 pagesFull AdderacapNo ratings yet
- Discrete Control Using Programmable Logic ControllersDocument12 pagesDiscrete Control Using Programmable Logic Controllersfarah nazNo ratings yet
- 1 ComDocument48 pages1 ComAby K GeorgeNo ratings yet
- Electro-2-Lecture-Exercises ESPERANZA EJ2A4Document12 pagesElectro-2-Lecture-Exercises ESPERANZA EJ2A4Raul EsperanzaNo ratings yet
- Introduction To Basic Gates and FunctionsDocument20 pagesIntroduction To Basic Gates and FunctionsMs. Betsybha Evangeline S.No ratings yet
- DLD Lab 02 - Basic Logic Gates - V3Document16 pagesDLD Lab 02 - Basic Logic Gates - V3Hamna MansoorNo ratings yet
- EXPERIMENT 1to2 - IDSDocument31 pagesEXPERIMENT 1to2 - IDSManish KumarNo ratings yet
- Courses in Electrical Engineering: Digital Electronics Chapter Two: Logic GatesDocument19 pagesCourses in Electrical Engineering: Digital Electronics Chapter Two: Logic GatesNGOUNENo ratings yet
- Unit-5 Digital ElectornicsDocument33 pagesUnit-5 Digital ElectornicsSamrudhi PatilNo ratings yet
- DLC LAB - 01 - Student - ManualDocument12 pagesDLC LAB - 01 - Student - ManualCarry GamingNo ratings yet
- 2019EE616Document58 pages2019EE616Muhammad owais Muhammad munirNo ratings yet
- 4-Bit AluDocument45 pages4-Bit AluAllam Rajkumar0% (1)
- Digital ElectronicsDocument19 pagesDigital ElectronicsAmitNo ratings yet
- Lecture 1-Register Transfer Language and Logic GatesDocument11 pagesLecture 1-Register Transfer Language and Logic GatesDhruti PatelNo ratings yet
- Political Science NotesDocument85 pagesPolitical Science NotesIshmaal KhanNo ratings yet
- PAK AFFAIRS - Practice Check 3Document16 pagesPAK AFFAIRS - Practice Check 3Ishmaal KhanNo ratings yet
- PAK AFFAIRS - Practice Check 4Document8 pagesPAK AFFAIRS - Practice Check 4Ishmaal KhanNo ratings yet
- Most Repeated Questions of Pak AffairsDocument5 pagesMost Repeated Questions of Pak AffairsIshmaal KhanNo ratings yet
- POL SCIENCE - Practice Check 1Document13 pagesPOL SCIENCE - Practice Check 1Ishmaal KhanNo ratings yet
- PAK AFFAIRS - Practice Check 2Document12 pagesPAK AFFAIRS - Practice Check 2Ishmaal KhanNo ratings yet
- PAK AFFAIRS - Practice Check 1Document9 pagesPAK AFFAIRS - Practice Check 1Ishmaal KhanNo ratings yet
- Accounting I Mar 2022Document4 pagesAccounting I Mar 2022Ishmaal KhanNo ratings yet
- Higher Education in PakistanDocument2 pagesHigher Education in Pakistansabir1767% (3)
- A3 - Energy and Society - Talha TariqDocument6 pagesA3 - Energy and Society - Talha TariqIshmaal KhanNo ratings yet
- National Officers Academy: Mock Exams CSS-2022 March 2022 (Mock-8) Public AdministrationDocument1 pageNational Officers Academy: Mock Exams CSS-2022 March 2022 (Mock-8) Public AdministrationIshmaal KhanNo ratings yet
- Accounting-II - March - 2022Document2 pagesAccounting-II - March - 2022Ishmaal KhanNo ratings yet
- A3 - Energy and Society - Talha TariqDocument6 pagesA3 - Energy and Society - Talha TariqIshmaal KhanNo ratings yet
- Current Affairs March 2022Document1 pageCurrent Affairs March 2022Ishmaal KhanNo ratings yet
- Comp Science I Mar 2022Document2 pagesComp Science I Mar 2022Ishmaal KhanNo ratings yet
- Microwave Theory and Techniques Lab Assignment (Report)Document3 pagesMicrowave Theory and Techniques Lab Assignment (Report)Ishmaal KhanNo ratings yet
- Lab 09 CDocument1 pageLab 09 CIshmaal KhanNo ratings yet
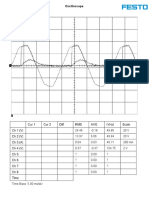
- Proteus DSO PrintingDocument1 pageProteus DSO PrintingFarid AfandiNo ratings yet
- Solved English (Précis & Composition) Paper CSS 2015Document4 pagesSolved English (Précis & Composition) Paper CSS 2015Ishmaal KhanNo ratings yet
- Lab 09 ADocument1 pageLab 09 AIshmaal KhanNo ratings yet
- Lab 09 BDocument1 pageLab 09 BIshmaal KhanNo ratings yet
- Proteus DSO PrintingDocument1 pageProteus DSO PrintingFarid AfandiNo ratings yet
- Electricity and Magnetism: Department of Electrical Engineering Air University, IslamabadDocument3 pagesElectricity and Magnetism: Department of Electrical Engineering Air University, IslamabadIshmaal KhanNo ratings yet
- Quiz 3Document2 pagesQuiz 3Ishmaal KhanNo ratings yet
- CH 1 Introduction To EnterpreneurshipDocument7 pagesCH 1 Introduction To EnterpreneurshipIshmaal KhanNo ratings yet
- AC Power: 01/12/2013 Bahman R. Alyaei 1Document83 pagesAC Power: 01/12/2013 Bahman R. Alyaei 1Ishmaal KhanNo ratings yet
- Electricity and Magnetism: Department of Electrical Engineering Air University, IslamabadDocument40 pagesElectricity and Magnetism: Department of Electrical Engineering Air University, IslamabadIshmaal KhanNo ratings yet
- Main Orthogonal Coordinate Systems AreDocument10 pagesMain Orthogonal Coordinate Systems AreIshmaal KhanNo ratings yet
- 1 emDocument30 pages1 emIshmaal KhanNo ratings yet
- Verilog CodeDocument85 pagesVerilog Codeappuamreddy75% (8)
- Digital Electronics, Volume 1 Combinational Logic Circuits by Tertulien Ndjountche (Z-Lib - Org) - 66-78Document13 pagesDigital Electronics, Volume 1 Combinational Logic Circuits by Tertulien Ndjountche (Z-Lib - Org) - 66-78Shendy ArsellaNo ratings yet
- Lab Report DLD 2Document9 pagesLab Report DLD 2Amin QureshiNo ratings yet
- ECE Project Final DocumentsDocument90 pagesECE Project Final DocumentsMoghal Fayaz BeigNo ratings yet
- Logic Gates and Boolean AlgebraDocument61 pagesLogic Gates and Boolean Algebrahussain khozemaNo ratings yet
- Experiment 1: Aim: To Design and Implement The Circuit of All The Basic Logic Gates (AND, OR, NOT, NANDDocument24 pagesExperiment 1: Aim: To Design and Implement The Circuit of All The Basic Logic Gates (AND, OR, NOT, NANDayushNo ratings yet
- HDL Lab Manual For VTU Syllabus (10ECL48)Document64 pagesHDL Lab Manual For VTU Syllabus (10ECL48)Ravikiran B A100% (4)
- A Differential Double Pass Transistor Logic UnitDocument5 pagesA Differential Double Pass Transistor Logic UnitVLSISD36 Edwin DominicNo ratings yet
- Vlsi LabDocument57 pagesVlsi LabsasdikaNo ratings yet
- Gdi 2Document6 pagesGdi 2piyush aggarwalNo ratings yet
- Boolean Algebra and Venn DiagramsDocument52 pagesBoolean Algebra and Venn DiagramsChristina WilliamsNo ratings yet
- Boolean Algebra For XIDocument22 pagesBoolean Algebra For XIShenbagavalli AnnamalaiNo ratings yet
- Performance Analysis of A Low-Power High-Speed Hybrid 1-Bit Full Adder CircuitDocument8 pagesPerformance Analysis of A Low-Power High-Speed Hybrid 1-Bit Full Adder CircuitSandeep MishraNo ratings yet
- 16-Bit Low Power ALUDocument10 pages16-Bit Low Power ALUManu KashyapNo ratings yet
- Logic GatesDocument11 pagesLogic GatesAkd DeshmukhNo ratings yet
- DELD Unit I & Unit II MCQDocument3 pagesDELD Unit I & Unit II MCQAryan PintoNo ratings yet
- Digital and Industrial ElectronicsDocument43 pagesDigital and Industrial ElectronicsF. FaiqNo ratings yet
- Circuits Boolean LogicDocument26 pagesCircuits Boolean Logicmike simsonNo ratings yet
- A Case Study in Mathematizing Divination Systems Using ModularDocument19 pagesA Case Study in Mathematizing Divination Systems Using ModularAdeyinkaNo ratings yet
- Maxwell Bilger - 2.3.5 XOR XNORDocument5 pagesMaxwell Bilger - 2.3.5 XOR XNORMaxwell BilgerNo ratings yet
- ch4 Combinational Logic CircuitsDocument90 pagesch4 Combinational Logic CircuitsMinh Mẫn NguyễnNo ratings yet
- Experiment 3 Exclusive - or and Exclusive - Nor Gates: Department of Electronics EngineeringDocument12 pagesExperiment 3 Exclusive - or and Exclusive - Nor Gates: Department of Electronics EngineeringIan Mark Cayanan GomezNo ratings yet
- UntitledDocument189 pagesUntitledSIDDHIKESHNo ratings yet
- Xor XnorDocument16 pagesXor Xnorapi-254068557No ratings yet
- Full Adder DesigDocument12 pagesFull Adder DesigbaluNo ratings yet
- MCQs CS ALL2023-24Document29 pagesMCQs CS ALL2023-24tanmayforeal69No ratings yet
- Iqra University Islamabad: Lab Sheet #3 of Digital Logic DesignDocument5 pagesIqra University Islamabad: Lab Sheet #3 of Digital Logic DesignJust WatchNo ratings yet
- PLF 4 - Designing - Arithmetic, Relational and Logical Operators October 22, 2020 No. 4Document18 pagesPLF 4 - Designing - Arithmetic, Relational and Logical Operators October 22, 2020 No. 4SHANILYN BIONGNo ratings yet
- Design of High Performance 1-Bit Hybrid AdderDocument23 pagesDesign of High Performance 1-Bit Hybrid AddersssssssssssssNo ratings yet
- Gate Level Modeling: Prof. A. K. Swain Asst. Prof., ECE Dept., NIT Rourkela EC6203: Reconfigurable System DesignDocument18 pagesGate Level Modeling: Prof. A. K. Swain Asst. Prof., ECE Dept., NIT Rourkela EC6203: Reconfigurable System DesignRashmi SinghNo ratings yet