You might also like
- MG 3 Cylinder Head Bolt Torque Settings PDFDocument2 pagesMG 3 Cylinder Head Bolt Torque Settings PDFMikeNo ratings yet
- Toyota Truck Sienna FWD V6 3.3L 3MZ FE 2005.PDF Versión 1Document12 pagesToyota Truck Sienna FWD V6 3.3L 3MZ FE 2005.PDF Versión 1FranciscoNo ratings yet
- Main Seawater Pump Overhaul ReportDocument7 pagesMain Seawater Pump Overhaul ReportPrakhyati RautNo ratings yet
- Valve Servicing Procedure 01Document14 pagesValve Servicing Procedure 01Faiz Zainudin100% (2)
- (Ssangyong) Manual de Taller Ssangyong Actyon 2001Document28 pages(Ssangyong) Manual de Taller Ssangyong Actyon 2001serccons S.A.S100% (1)
- Plunger Pump ManualDocument23 pagesPlunger Pump Manualgovindharajalu75% (4)
- Debugging Step For Common Rail Injector Range: CRIN1Document9 pagesDebugging Step For Common Rail Injector Range: CRIN1DevanFatih DevanFatih100% (1)
- Land Rover SU Carb OverhaulDocument10 pagesLand Rover SU Carb OverhaulAdamCzulewiczNo ratings yet
- CompressorDocument3 pagesCompressorKalikene MwambeloNo ratings yet
- Land Cruiser 2F Head Replacement: DiagnosisDocument4 pagesLand Cruiser 2F Head Replacement: DiagnosisWawan SetyawanNo ratings yet
- Report On Unit 411G1 Brakes RepairsDocument2 pagesReport On Unit 411G1 Brakes RepairsMuhammad Kudu MuhammadNo ratings yet
- QuickServe Online - (3666003) C Series Troubleshooting and Repair Manual SETT VALVEDocument4 pagesQuickServe Online - (3666003) C Series Troubleshooting and Repair Manual SETT VALVEKrisman SimanjuntakNo ratings yet
- Windlass Bearing 1Document5 pagesWindlass Bearing 1Gaurav MaithilNo ratings yet
- Hydraulic System Initial Start-Up and MaintenanceDocument4 pagesHydraulic System Initial Start-Up and MaintenanceLuisNo ratings yet
- Carter WCD ManualDocument35 pagesCarter WCD ManualsvanellaautosNo ratings yet
- Maintenance Working Hours Flow For Gas TurbineDocument7 pagesMaintenance Working Hours Flow For Gas TurbineHilmi HanoinNo ratings yet
- Ship Name: LNG River Orashi TASK: C34.1 DATE: 03/09/2019Document3 pagesShip Name: LNG River Orashi TASK: C34.1 DATE: 03/09/2019Austin UdofiaNo ratings yet
- P 105 Mechanical Seal Failure (29-04-2021)Document5 pagesP 105 Mechanical Seal Failure (29-04-2021)Zaman SuhailNo ratings yet
- Piaggio Hiper ProDocument30 pagesPiaggio Hiper PropanandriyNo ratings yet
- Cylinder Head: 9 NM NMDocument80 pagesCylinder Head: 9 NM NMGrover Marcelo Monasterios SardónNo ratings yet
- 1977 Jeep-1977 TSBDocument126 pages1977 Jeep-1977 TSBperzaklieNo ratings yet
- S, I A M P: Gate Valve "O.S." & "Y"Document1 pageS, I A M P: Gate Valve "O.S." & "Y"StateNo ratings yet
- RI-WI-ENG-23 Mechanical SealDocument1 pageRI-WI-ENG-23 Mechanical SealQC RegianNo ratings yet
- Brakes System ActivitiesDocument13 pagesBrakes System ActivitiesCedric Vlog & GamesNo ratings yet
- English DH Air End ManualDocument124 pagesEnglish DH Air End Manualemmanuel slimNo ratings yet
- Em 2.1 Puri̇fi̇er CleanDocument3 pagesEm 2.1 Puri̇fi̇er CleanApolLLloNNo ratings yet
- Parte 5 Md200Document22 pagesParte 5 Md200samuelNo ratings yet
- Laboratory Guide Automatic TransmissionDocument18 pagesLaboratory Guide Automatic TransmissionHaftayNo ratings yet
- Marine Diesel MainteanceDocument17 pagesMarine Diesel Mainteancenguyễn tuânNo ratings yet
- N2 Triplex Pump-MaintenanceDocument14 pagesN2 Triplex Pump-MaintenanceIbrahim AhmedNo ratings yet
- Toyota Camry CE Sedan L4-2.2L DOHC (5S-FE) MFI 2001: Timing Belt: Service and RepairDocument17 pagesToyota Camry CE Sedan L4-2.2L DOHC (5S-FE) MFI 2001: Timing Belt: Service and RepairWenceslao Francisco Mejía EspinozaNo ratings yet
- Suppl. Operating InstructionsDocument4 pagesSuppl. Operating InstructionsIVANOV OSORIO ESTEBANNo ratings yet
- Tracing The Cause of Oil Mist AlarmDocument15 pagesTracing The Cause of Oil Mist AlarmrobetxNo ratings yet
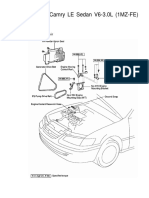
- Toyota Camry LE Sedan V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairDocument14 pagesToyota Camry LE Sedan V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairEutério SilvaNo ratings yet
- Aquilion Multi - Big Flash in The GantryDocument1 pageAquilion Multi - Big Flash in The GantryLucas SilvaNo ratings yet
- QFC Valve ManualDocument27 pagesQFC Valve ManualLeandro100% (1)
- Exxon Mobil IncidentDocument13 pagesExxon Mobil IncidentLokesh KumarNo ratings yet
- September 2020 Monthly Operations & Maintenance ReportDocument9 pagesSeptember 2020 Monthly Operations & Maintenance Reportmutesa johnmarkNo ratings yet
- Fault Analysis of Marine Electric Hydraulic Grab Based On Fault Tree AnalysisDocument4 pagesFault Analysis of Marine Electric Hydraulic Grab Based On Fault Tree AnalysisManoj Kumar PanigrahiNo ratings yet
- Dry Gas Seal Failure Due To Axial Sub-Synchronous Vibration On A Hydrogen Recycle Gas CompressorDocument20 pagesDry Gas Seal Failure Due To Axial Sub-Synchronous Vibration On A Hydrogen Recycle Gas CompressorSeresdfrtNo ratings yet
- Job Package 2013Document4 pagesJob Package 2013Talha ArifNo ratings yet
- Cleaning and Inspection of Condenser TubesDocument2 pagesCleaning and Inspection of Condenser TubesMuhammad Hasbi AsidiqiNo ratings yet
- Valve Clearance Check and AdjustmentDocument3 pagesValve Clearance Check and AdjustmentRodrigo MuñozNo ratings yet
- Problem Faced in Turbine Governing System During Commissioning of TDBFPDocument5 pagesProblem Faced in Turbine Governing System During Commissioning of TDBFPCharu ChhabraNo ratings yet
- Major Inspection ContDocument2 pagesMajor Inspection ContAnino MaminorNo ratings yet
- Toyota Avalon XL V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairDocument15 pagesToyota Avalon XL V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairFrancisco Guillen-DorantesNo ratings yet
- Lab 23 BMMAS21 DDocument8 pagesLab 23 BMMAS21 DAriff FarhanNo ratings yet
- Ashok Leyland ReportDocument7 pagesAshok Leyland ReportJay Surya100% (1)
- Job Report: Overhauling of Waste Water Pump (WP-111)Document8 pagesJob Report: Overhauling of Waste Water Pump (WP-111)msaqibraza93No ratings yet
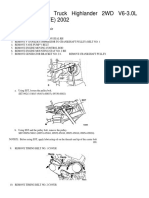
- Toyota Truck Highlander 2WD V6-3.0L (1MZ-FE) 2002: Timing Belt: Service and RepairDocument6 pagesToyota Truck Highlander 2WD V6-3.0L (1MZ-FE) 2002: Timing Belt: Service and RepairROSA GIMENEZNo ratings yet
- Ex - No 1 Dismantling of Piston EngineDocument9 pagesEx - No 1 Dismantling of Piston EngineesakkimuthuNo ratings yet
- Rear Drum Brake Overhaul HINT: Overhaul The RH Side by The Same Procedures As The LH SideDocument13 pagesRear Drum Brake Overhaul HINT: Overhaul The RH Side by The Same Procedures As The LH SideWillie TonerilNo ratings yet
- Engine: Cam TimingDocument86 pagesEngine: Cam TimingXimena Justiniano LeytonNo ratings yet
- ASTTAR DEVICE Operation Manual of JQZ-4Document4 pagesASTTAR DEVICE Operation Manual of JQZ-4Fredy Chávez casimiroNo ratings yet
- PDF Job Sheet Sistem Rem 2018 - CompressDocument4 pagesPDF Job Sheet Sistem Rem 2018 - Compresshanief_Iqbal_SaputraNo ratings yet
- 07-02-3 SDE 6C Series EngineDocument71 pages07-02-3 SDE 6C Series EngineEhab ZakiNo ratings yet
- Main Engine (S) Unit 6 OverhaulDocument4 pagesMain Engine (S) Unit 6 OverhaulMocanu MarianNo ratings yet
- EC480D - Swing Gearbox, ReplacingDocument4 pagesEC480D - Swing Gearbox, Replacingeck yuwanNo ratings yet
- Piping ClassDocument4 pagesPiping ClassZaman SuhailNo ratings yet
- P 101 C Valve BodiesDocument1 pageP 101 C Valve BodiesZaman SuhailNo ratings yet
- P & I DIAGRAM - Coding & DecodingDocument25 pagesP & I DIAGRAM - Coding & DecodingZaman SuhailNo ratings yet
- P 105 Mechanical Seal Failure (29-04-2021)Document5 pagesP 105 Mechanical Seal Failure (29-04-2021)Zaman SuhailNo ratings yet
- K-104 High Temperature Tripping (27-05-2021)Document1 pageK-104 High Temperature Tripping (27-05-2021)Zaman SuhailNo ratings yet
- StandardDocument12 pagesStandardZaman SuhailNo ratings yet
- Me-135 C Job ReportDocument9 pagesMe-135 C Job ReportZaman SuhailNo ratings yet
- Me-135 C Job Report Rev.01Document8 pagesMe-135 C Job Report Rev.01Zaman SuhailNo ratings yet
- JournalDocument4 pagesJournalZaman SuhailNo ratings yet
- Mechanical Engineering TopicsDocument31 pagesMechanical Engineering TopicsZaman SuhailNo ratings yet
- Acid and Their PropertiesDocument1 pageAcid and Their PropertiesZaman SuhailNo ratings yet
- Fea Project (BG and LV)Document5 pagesFea Project (BG and LV)Zaman SuhailNo ratings yet
- Emission AnalysisDocument2 pagesEmission AnalysisZaman SuhailNo ratings yet
- Finite Element Analysis: 1.1 StatementDocument1 pageFinite Element Analysis: 1.1 StatementZaman SuhailNo ratings yet
- Presentaion For Regeneration FYPPDocument12 pagesPresentaion For Regeneration FYPPZaman SuhailNo ratings yet