You might also like
- Blowroom 2Document27 pagesBlowroom 2Abhi ParamNo ratings yet
- Blow RoomDocument54 pagesBlow RoomSivakumar K100% (4)
- GinningDocument31 pagesGinningSivakumar K100% (3)
- Blow RoomDocument42 pagesBlow RoomSiva Jagadish Kumar MNo ratings yet
- SpinningDocument88 pagesSpinning0549 Pranjal NigamNo ratings yet
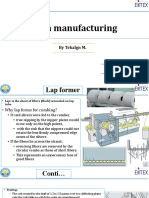
- Lap Former The Objective of Lap FormerDocument40 pagesLap Former The Objective of Lap FormerAhmed Ifsan NayeemNo ratings yet
- Manufacturing Process of Wholesale of Bed Sheets SuppliersDocument4 pagesManufacturing Process of Wholesale of Bed Sheets SuppliersHassaanNo ratings yet
- Presentation 25Document8 pagesPresentation 25akshaya guptaNo ratings yet
- CalenderingDocument18 pagesCalenderingRajesh Karunakaran100% (2)
- General Factors Influencing Opening and CleaningDocument21 pagesGeneral Factors Influencing Opening and CleaningSudip TalukdarNo ratings yet
- Process Parameter in Blow RoomDocument19 pagesProcess Parameter in Blow RoomakmaluzirNo ratings yet
- Jute Spinning Methods and ProcessesDocument20 pagesJute Spinning Methods and ProcessesAbdus Salam Ratan100% (1)
- YARNDocument31 pagesYARNamanNo ratings yet
- Comber Part 1Document31 pagesComber Part 1TuhinNo ratings yet
- Textile Mill: - Spinning Mill - Weaving - Loom MotorsDocument11 pagesTextile Mill: - Spinning Mill - Weaving - Loom MotorspkumarmysNo ratings yet
- 4b. Rice MillingDocument11 pages4b. Rice MillingTakudzwa TamirepiNo ratings yet
- OPTIMIZE BLOW ROOM PROCESS PARAMETERSDocument7 pagesOPTIMIZE BLOW ROOM PROCESS PARAMETERSKhan Ali100% (2)
- Combing CH 1Document13 pagesCombing CH 1tiwari527ayushiNo ratings yet
- Weft KnittingDocument177 pagesWeft KnittingV B NagarajanNo ratings yet
- Overview of Jute SpinningDocument10 pagesOverview of Jute SpinningTuan Nguyen MinhNo ratings yet
- 9 Card - IntroductionDocument14 pages9 Card - IntroductionSanjay KannaujiaNo ratings yet
- 2 GinningDocument29 pages2 GinningPrincesaxena SaxenaNo ratings yet
- Cotton GinningDocument9 pagesCotton GinningsaqureshNo ratings yet
- Wheat MillingDocument11 pagesWheat MillingFaizanAhmadNo ratings yet
- Organisational HierarchyDocument120 pagesOrganisational HierarchyAnonymous qRAAcePNo ratings yet
- 2 Lap Rotor New SpinningDocument31 pages2 Lap Rotor New SpinningSahlu Klemewerk DagetNo ratings yet
- Draw FrameDocument50 pagesDraw FrameDev Narayan KushwahaNo ratings yet
- Session 2: Classification of Sewing Machine and Important Parts of SnlsDocument33 pagesSession 2: Classification of Sewing Machine and Important Parts of Snlsn.tNo ratings yet
- Weaving: by S Naavendhan 20MT31Document124 pagesWeaving: by S Naavendhan 20MT3120MT31 - NAAVENDHAN SNo ratings yet
- Blow RoomDocument123 pagesBlow RoomNahom Daniel100% (8)
- Fibre To Fabric - MFDocument5 pagesFibre To Fabric - MFMehak FatimaNo ratings yet
- Manufacturing ProcessDocument6 pagesManufacturing ProcessKennaa BekeleNo ratings yet
- 6 Raising and EmerisingDocument20 pages6 Raising and EmerisingVinoth DhanamNo ratings yet
- Winding: Md. Touhidul Islam Faculty of Department of Textile Engineering Green University of BangladeshDocument67 pagesWinding: Md. Touhidul Islam Faculty of Department of Textile Engineering Green University of BangladeshRatul Hasan100% (1)
- Jute Manufacturing Process ExplainedDocument8 pagesJute Manufacturing Process Explainedhabibitltd50% (2)
- Dyeing Machines: By: Ambika Udaikumar Ankita Singh Dhara Parmar Monali Wani Sonal MarwahDocument15 pagesDyeing Machines: By: Ambika Udaikumar Ankita Singh Dhara Parmar Monali Wani Sonal MarwahSonal MarwahNo ratings yet
- Carding Process ExplainedDocument16 pagesCarding Process ExplainedTalha saeedNo ratings yet
- Blow Room-4Document11 pagesBlow Room-4Tarif HasanNo ratings yet
- YE 101 Lecture-3 Cotton 2nd PartDocument27 pagesYE 101 Lecture-3 Cotton 2nd Partjiban srNo ratings yet
- 6.2 Assign 1-SNLS MachineDocument25 pages6.2 Assign 1-SNLS MachineAreef Khan100% (1)
- Warp Knitted Structure GuideDocument29 pagesWarp Knitted Structure GuideSivakumar K100% (1)
- KnittingDocument32 pagesKnittingSandeep Ranjan100% (1)
- Warp Knitting StructureDocument29 pagesWarp Knitting StructureEngineer WaleedNo ratings yet
- Mechanical Finishing: Presented by Nikhil PatilDocument31 pagesMechanical Finishing: Presented by Nikhil PatilJaishuNo ratings yet
- 11 a Calendaring (1)Document49 pages11 a Calendaring (1)shreeghadage7100% (1)
- WINDINGDocument56 pagesWINDINGSaul GoodmanNo ratings yet
- Dyeing Machines: By: Ambika Udaikumar Ankita Singh Dhara Parmar Monali Wani Sonal MarwahDocument15 pagesDyeing Machines: By: Ambika Udaikumar Ankita Singh Dhara Parmar Monali Wani Sonal MarwahMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Industrial Processes of Cotton to FabricDocument12 pagesIndustrial Processes of Cotton to FabricKristo Ver TamposNo ratings yet
- Jute ManufacturingDocument5 pagesJute ManufacturingRobotrix100% (4)
- M6a Terry Towel WeavingDocument28 pagesM6a Terry Towel WeavingShahan AkhtarNo ratings yet
- Advanced SpinningDocument130 pagesAdvanced SpinningSivakumar K100% (5)
- Carding For Nonwoven Fabrics: (Lap Form To Web Formation)Document23 pagesCarding For Nonwoven Fabrics: (Lap Form To Web Formation)Shashi sssNo ratings yet
- Ring Frame - IntroductionDocument25 pagesRing Frame - IntroductionAliAhmad50% (2)
- Twin Wire Formers ExplainedDocument10 pagesTwin Wire Formers ExplainedArunPThomasNo ratings yet
- Weaving OnwardsDocument37 pagesWeaving OnwardsEruNo ratings yet
- Knitting LatestDocument39 pagesKnitting Latestgopica3448No ratings yet
- Basic Knits, FabricsDocument28 pagesBasic Knits, FabricsShyam S Sam0% (1)
- Textile Technology BookDocument454 pagesTextile Technology BookSivam RaviNo ratings yet
- 3 Beautiful Bags: Exclusive extract from the forthcoming A Bag for All ReasonsFrom Everand3 Beautiful Bags: Exclusive extract from the forthcoming A Bag for All ReasonsNo ratings yet
- Daniels04 - Economic Systems and Market MethodsDocument29 pagesDaniels04 - Economic Systems and Market MethodsHuman Resource ManagementNo ratings yet
- AWESOME Forex Trading Strategy (Never Lose Again)Document8 pagesAWESOME Forex Trading Strategy (Never Lose Again)Lobito Solitario85% (27)
- 52 Thinker Full MagazineDocument84 pages52 Thinker Full MagazinelucamorlandoNo ratings yet
- Form 26QB: Your E-Tax Acknowledgement Number Is BI3180855Document2 pagesForm 26QB: Your E-Tax Acknowledgement Number Is BI3180855hari prasadNo ratings yet
- The historical evolution of organizational behavior and how it shaped modern managementDocument3 pagesThe historical evolution of organizational behavior and how it shaped modern managementSaravanan Swagger100% (1)
- Should We Trash CashDocument4 pagesShould We Trash Cashrosa.soderholmNo ratings yet
- Partnership Partnership CasesDocument21 pagesPartnership Partnership CasesByron Jon TulodNo ratings yet
- Rbi PDFDocument9 pagesRbi PDFybbvvprasada raoNo ratings yet
- 7macroeconomic FundamentalsDocument11 pages7macroeconomic FundamentalsKimberly Laggui PonayoNo ratings yet
- Socio-Economic Status of Livestock Farmers of Narasapura Village - A Benchmark AnalysisDocument4 pagesSocio-Economic Status of Livestock Farmers of Narasapura Village - A Benchmark AnalysisOyedotun TundeNo ratings yet
- Handouts Vat On ImportationDocument2 pagesHandouts Vat On ImportationAldrin Giray MagpayoNo ratings yet
- Supreme Team FlyerDocument1 pageSupreme Team FlyerMichael HaighNo ratings yet
- E-Business Model: An Indian SME Perspective: Author NamesDocument25 pagesE-Business Model: An Indian SME Perspective: Author NamesVishnu RajNo ratings yet
- Latin America Its Problems and Its Promise A Multi... - (Conclusion)Document17 pagesLatin America Its Problems and Its Promise A Multi... - (Conclusion)Gabriel Aleman RodriguezNo ratings yet
- Third World Underdevelopment TheoriesDocument11 pagesThird World Underdevelopment TheoriesNeha Jayaraman100% (1)
- Gifting Trends Market in IndiaDocument2 pagesGifting Trends Market in IndiaVasanth KnvNo ratings yet
- Exam Schedule Winter 2018Document1 pageExam Schedule Winter 2018Muneeb ShahidNo ratings yet
- 1558063928887q2LhA3o4bMk7ldb6 PDFDocument2 pages1558063928887q2LhA3o4bMk7ldb6 PDFsravanNo ratings yet
- ARCODocument10 pagesARCOnida_escanoNo ratings yet
- Lecture Slides 2 - Public GoodsDocument30 pagesLecture Slides 2 - Public GoodsParth ShettiwarNo ratings yet
- Project-Sebi Takeover CodeDocument50 pagesProject-Sebi Takeover CodeAbhishekJain75% (8)
- DepreciationDocument30 pagesDepreciationjosua siregarNo ratings yet
- Bharatiya Mazdoor Sangh History and ObjectivesDocument2 pagesBharatiya Mazdoor Sangh History and ObjectivesHarpreet SinghNo ratings yet
- John Linus D. Junio Q2 G-11 Piaget Gen Math Mod 3 AnnuityDocument3 pagesJohn Linus D. Junio Q2 G-11 Piaget Gen Math Mod 3 AnnuityJohnLi JunioNo ratings yet
- Economics: Paper 2281/01 Multiple ChoiceDocument6 pagesEconomics: Paper 2281/01 Multiple Choicemstudy123456No ratings yet
- Biomass Supply Chain Network Design An Optimization - 2016 - Industrial Crops A PDFDocument29 pagesBiomass Supply Chain Network Design An Optimization - 2016 - Industrial Crops A PDFHadiBiesNo ratings yet
- Uco Bank Final (Simple Charts)Document40 pagesUco Bank Final (Simple Charts)gopal8726No ratings yet
- Tataranu B (68393) PDFDocument2 pagesTataranu B (68393) PDFesseesse76No ratings yet
- En Feasibility Study Biogas 2007Document214 pagesEn Feasibility Study Biogas 2007khladunNo ratings yet
- Arkacheri 1Document4 pagesArkacheri 1Er. Ajit SolankeNo ratings yet