You might also like
- Die Squeeze Casting PDFDocument7 pagesDie Squeeze Casting PDFVrinda NilotpalNo ratings yet
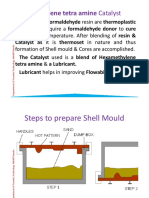
- Hexamethylene tetra amine catalyst shell mouldDocument8 pagesHexamethylene tetra amine catalyst shell mouldVrinda NilotpalNo ratings yet
- Isikawa DiagramDocument8 pagesIsikawa DiagramVrinda NilotpalNo ratings yet
- Activity 7 Due Date: Delivery Form: Team Assignment DescriptionDocument5 pagesActivity 7 Due Date: Delivery Form: Team Assignment DescriptionJesús GuardadoNo ratings yet
- 991 Sintron FB Comp. ENDocument27 pages991 Sintron FB Comp. ENJames LinNo ratings yet
- Metallography of Cemented Carbides: A.T. Santhanam, Kennametal, IncDocument12 pagesMetallography of Cemented Carbides: A.T. Santhanam, Kennametal, IncMarcelo SantanaNo ratings yet
- Fabrication MethodsDocument6 pagesFabrication MethodsSmit GandhiNo ratings yet
- Powder Metallurgy Diamond Tools - A Review of Manufacturing RoutesDocument8 pagesPowder Metallurgy Diamond Tools - A Review of Manufacturing RoutesJan KoNo ratings yet
- Metallisation Laser Cladding Presentation With Videos PDFDocument22 pagesMetallisation Laser Cladding Presentation With Videos PDFJorge Giacomo M. SamperNo ratings yet
- ESI's Casting Simulation Suite Optimizes Casting ProcessesDocument16 pagesESI's Casting Simulation Suite Optimizes Casting Processesprasanna100% (1)
- Global Examples of LD Slag UsageDocument2 pagesGlobal Examples of LD Slag UsageAnuradhaPatraNo ratings yet
- Balaram IND PROJECT 2 (RANGE CERAMIC)Document42 pagesBalaram IND PROJECT 2 (RANGE CERAMIC)Abugajal SkNo ratings yet
- The Graphite FutureDocument21 pagesThe Graphite FutureEdgard Vásquez100% (1)
- Introduction To Microcasting Techniques For MicroManufacturingDocument41 pagesIntroduction To Microcasting Techniques For MicroManufacturingALDO ROGERNo ratings yet
- Centrifugal CastingDocument5 pagesCentrifugal CastingAmitNo ratings yet
- Foundry Pattern ShopDocument4 pagesFoundry Pattern ShopKarthiKeyan SNo ratings yet
- Metal-Casting Processes: Kalpakjian - Schmid Manufacturing Engineering and Technology © 2001 Prentice-Hall Page 11-1Document52 pagesMetal-Casting Processes: Kalpakjian - Schmid Manufacturing Engineering and Technology © 2001 Prentice-Hall Page 11-1ShadmanSakiefHridoyNo ratings yet
- Additive Manufacturing Notes PDFDocument14 pagesAdditive Manufacturing Notes PDFVishal Thakur0% (1)
- Short Notes 1Document146 pagesShort Notes 1P2109 Praphul HampapuramNo ratings yet
- Foundry ShopDocument9 pagesFoundry ShopShiva prasad DangariNo ratings yet
- Chapter 3: Process Descriptions And: Environmental AspectsDocument134 pagesChapter 3: Process Descriptions And: Environmental AspectsPatricia BrandNo ratings yet
- Injection Molded CeramicsDocument3 pagesInjection Molded CeramicsFlexiblecsiNo ratings yet
- Interceram Article Overview of Shaping Technologies for Advanced Ceramics ProductionDocument5 pagesInterceram Article Overview of Shaping Technologies for Advanced Ceramics ProductionBlank FajardoNo ratings yet
- 12 - IRAN Experience - Hamid RezaDocument33 pages12 - IRAN Experience - Hamid RezaΒΑΣΙΛΗΣ ΜΑΥΡΙΔΗΣNo ratings yet
- Introduction to Casting TechnologyDocument39 pagesIntroduction to Casting Technologymuhd haziqNo ratings yet
- Hybrid Drill Bit TechnologyDocument17 pagesHybrid Drill Bit TechnologyShehrox Khan RindNo ratings yet
- Materials for Engineering Application Chapter 1Document22 pagesMaterials for Engineering Application Chapter 1Hafizudin DaudNo ratings yet
- Casting: Dept. of Mech & Mfg. EnggDocument48 pagesCasting: Dept. of Mech & Mfg. EnggomkardashetwarNo ratings yet
- Casting 3Document28 pagesCasting 3Hoza EssamNo ratings yet
- L08 Metallography PDFDocument10 pagesL08 Metallography PDFfatinzalilaNo ratings yet
- Fabrication of Ductil Iron Pipes and Fittings MafusaDocument5 pagesFabrication of Ductil Iron Pipes and Fittings MafusaAmar JabarNo ratings yet
- Cast Basalt Division: Steels LTDDocument8 pagesCast Basalt Division: Steels LTDbonat07No ratings yet
- Building Materials and Construction 4Document59 pagesBuilding Materials and Construction 4IswaryaNo ratings yet
- Wear Mechanisms of Mold For High Pressure Die Casting In: Review PaperDocument4 pagesWear Mechanisms of Mold For High Pressure Die Casting In: Review PaperZvone DadićNo ratings yet
- 2011 Catalog PIC Parte22Document1 page2011 Catalog PIC Parte22Paolo RossiNo ratings yet
- Dental CeramicDocument43 pagesDental CeramicDevita Nuryco P . PNo ratings yet
- Casting Sand ReviewDocument7 pagesCasting Sand ReviewAlexis MarinNo ratings yet
- Primary Secondary: Engineering Charactersics (How's) Material SelectionDocument24 pagesPrimary Secondary: Engineering Charactersics (How's) Material SelectionME20M015 Jaspreet SinghNo ratings yet
- Production 6Document24 pagesProduction 6mitra bahramianNo ratings yet
- Effect of VAEPC Process Parameters on Al-Si Alloy Impact StrengthDocument8 pagesEffect of VAEPC Process Parameters on Al-Si Alloy Impact StrengthjanakNo ratings yet
- Application Note Powder MetallurgyDocument6 pagesApplication Note Powder MetallurgyVictoria TechiNo ratings yet
- NAMMO Tungsten Carbide (M993) WednesdayInterTCEringeDocument21 pagesNAMMO Tungsten Carbide (M993) WednesdayInterTCEringefogdart0% (1)
- Quality Function Deployment (QFD) in Product DevelopmentDocument14 pagesQuality Function Deployment (QFD) in Product DevelopmentatulkirarNo ratings yet
- Casting Defect Root Cause and RamediesDocument5 pagesCasting Defect Root Cause and RamediesKavita KaleNo ratings yet
- Composite Alloy Wear Parts For Use in The Mining IndustryDocument7 pagesComposite Alloy Wear Parts For Use in The Mining IndustryDon_GostavitoNo ratings yet
- Sesion 2Document41 pagesSesion 2jordynNo ratings yet
- Casting - Processes - and - Defects 1Document1 pageCasting - Processes - and - Defects 1Nunya ByznisNo ratings yet
- Ceramics Materials: Chapter Test 9Document3 pagesCeramics Materials: Chapter Test 9Ma Lourdes Diona HernandezNo ratings yet
- Ordering from Kemet Materials GuideDocument24 pagesOrdering from Kemet Materials Guidevantuan17792No ratings yet
- Iscussion Orum: Thermal Analysis of Draft Tube and Spiral Case Mass ConcreteDocument1 pageIscussion Orum: Thermal Analysis of Draft Tube and Spiral Case Mass ConcreteSiamakSabaNo ratings yet
- Module Final Compile Report ManufacturingDocument14 pagesModule Final Compile Report Manufacturingsujay09No ratings yet
- The Materials Advantage of The SLSTM Selective Laser Sintering ProcessDocument8 pagesThe Materials Advantage of The SLSTM Selective Laser Sintering ProcessGirmole WorkuNo ratings yet
- Automatic Pneumatic Ramming MachineDocument4 pagesAutomatic Pneumatic Ramming MachineSaravanan Viswakarma50% (6)
- Guhring Seminar-PcdDocument74 pagesGuhring Seminar-Pcdsiva kumarNo ratings yet
- Recent Technology of Powder Metallurgy and Applications: Review PaperDocument9 pagesRecent Technology of Powder Metallurgy and Applications: Review Paperİsmet Can KaratepeNo ratings yet
- BF SLAG: Optimized Slag Granulation for Quality Cement ProductionDocument2 pagesBF SLAG: Optimized Slag Granulation for Quality Cement ProductionJay ShuklaNo ratings yet
- Materials Preparation For Microstructural Analysis.: MethodDocument1 pageMaterials Preparation For Microstructural Analysis.: MethodRon RonaldsNo ratings yet
- Esab Marathon PacDocument2 pagesEsab Marathon PacRAJAN BABU M100% (1)
- Investment Casting of Titanium Alloy ReportDocument17 pagesInvestment Casting of Titanium Alloy ReportAdvait BawdekarNo ratings yet
- NonTeaching RR 2022 NIAMT FinalDocument27 pagesNonTeaching RR 2022 NIAMT FinalVrinda NilotpalNo ratings yet
- Syllabus IPEDocument70 pagesSyllabus IPEVrinda NilotpalNo ratings yet
- Diffrential Cost AnalysisDocument15 pagesDiffrential Cost AnalysisVrinda NilotpalNo ratings yet
- NNPS PDFDocument183 pagesNNPS PDFVrinda NilotpalNo ratings yet
- Shell ProcessDocument7 pagesShell ProcessVrinda NilotpalNo ratings yet
- NNPSDocument27 pagesNNPSVrinda NilotpalNo ratings yet
- Squeezecastingprocess 160705124744Document15 pagesSqueezecastingprocess 160705124744Vrinda NilotpalNo ratings yet
- CeramicsDocument27 pagesCeramicsAthiyo Martin100% (4)
- Ceramic ProcessingDocument47 pagesCeramic ProcessingnvemanNo ratings yet
- MS Module 4 PDFDocument33 pagesMS Module 4 PDFChidu KNo ratings yet
- Ceramics Processing TechniquesDocument17 pagesCeramics Processing TechniquesTasnim Arif100% (1)
- The History of Investment Foundry ProcessDocument11 pagesThe History of Investment Foundry ProcessVrinda NilotpalNo ratings yet
- Ceramic Formation & Clay Ceramics: Processes and PropertiesDocument23 pagesCeramic Formation & Clay Ceramics: Processes and PropertiesChalla ObulesuNo ratings yet
- Chapter 3Document49 pagesChapter 3Adnan QaseemNo ratings yet
- CH 17Document48 pagesCH 17Afşin BakkalNo ratings yet
- Slip Casting Ceramic Coin BoxDocument4 pagesSlip Casting Ceramic Coin BoxAlbert Ng Wei KeatNo ratings yet
- Slip Casting Process Forms Complex Ceramic ShapesDocument2 pagesSlip Casting Process Forms Complex Ceramic ShapeseliaNo ratings yet
- Processing of Traditional Ceramics Processing of New Ceramics Processing of CermetsDocument44 pagesProcessing of Traditional Ceramics Processing of New Ceramics Processing of CermetsAhmad Helmi AdnanNo ratings yet
- 4 - Casting Processes & EquipmentDocument66 pages4 - Casting Processes & EquipmentAzooNo ratings yet
- Ebt 222 Ceramic Wet Forming MethodDocument43 pagesEbt 222 Ceramic Wet Forming MethodafiqahNo ratings yet
- Ceramics Manufacturing Processes SeminarDocument44 pagesCeramics Manufacturing Processes SeminarSajjadNo ratings yet
- Understanding The Small Scale Clay Products Enterprise 1Document20 pagesUnderstanding The Small Scale Clay Products Enterprise 1Nitika VermaNo ratings yet
- Ceramic Forming TechniquesDocument26 pagesCeramic Forming TechniquesBorith pangNo ratings yet
- Powder Metallurgy (ISE)Document107 pagesPowder Metallurgy (ISE)likydo100% (1)
- Material Science: Prof. Satish V. KailasDocument16 pagesMaterial Science: Prof. Satish V. KailasroahamarerushiNo ratings yet
- Investment CastingDocument36 pagesInvestment CastingokicirdarNo ratings yet
- Fabrication and Processing of CeramicsDocument14 pagesFabrication and Processing of CeramicsMinJing ParkNo ratings yet
- Ceramic PresentationDocument12 pagesCeramic PresentationMuhammad Shafiq Abdul KarimNo ratings yet
- Processing of Ceramics and CermetsDocument44 pagesProcessing of Ceramics and CermetssanbolluNo ratings yet