You might also like
- 824H Wheel Dozer, 825H Compactor Electrical SystemDocument4 pages824H Wheel Dozer, 825H Compactor Electrical SystemTom Souza50% (2)
- Diode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesFrom EverandDiode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesRating: 4.5 out of 5 stars4.5/5 (7)
- QW 482 WPSDocument2 pagesQW 482 WPSsmit patelNo ratings yet
- 322C Excavator Electrical System: Area DDocument2 pages322C Excavator Electrical System: Area Dمهدي شقرونNo ratings yet
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- Threaded Weld-In Socket Weld and Limited Space ThermowellsDocument2 pagesThreaded Weld-In Socket Weld and Limited Space ThermowellsRajadurai SinghNo ratings yet
- IRS Form 13909Document2 pagesIRS Form 13909whoiscolleenlynnNo ratings yet
- WPS-ASME-007-1 Rev0Document1 pageWPS-ASME-007-1 Rev0Ahmed LepdaNo ratings yet
- Piping Thickness Calculation for Steam LinesDocument21 pagesPiping Thickness Calculation for Steam LinesAmit BansalNo ratings yet
- Radiant Heating and Cooling SystemDocument8 pagesRadiant Heating and Cooling SystemLaurentiuNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- GMAW welding parameters for SS400 pipeDocument2 pagesGMAW welding parameters for SS400 pipeAnonymous zfC1zo9C100% (1)
- Welding Insection ReportDocument4 pagesWelding Insection ReportRanjeet MouryaNo ratings yet
- 312D and 313D Excavator Electrical SystemDocument4 pages312D and 313D Excavator Electrical SystemVictor HemzNo ratings yet
- Investingunplugged PDFDocument225 pagesInvestingunplugged PDFWilliam MercerNo ratings yet
- PQR Procedure Qualification Record Krishna SteelDocument2 pagesPQR Procedure Qualification Record Krishna SteelHarshit Adwani100% (2)
- Preliminary Welding Procedure Specification (PWPS)Document2 pagesPreliminary Welding Procedure Specification (PWPS)Maneesh0% (1)
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document3 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Setup Manual 0if-Plus B-64647en - 01 - 01Document400 pagesSetup Manual 0if-Plus B-64647en - 01 - 01Aloisio Gonzaga100% (1)
- 9211 4 PR PE Utility Industry Low Product Range 2017Document226 pages9211 4 PR PE Utility Industry Low Product Range 2017Soporte SyeNo ratings yet
- WPS-ASME-009-1 Rev1Document1 pageWPS-ASME-009-1 Rev1Ahmed LepdaNo ratings yet
- Cortes Constitutional Foundations of Privacy in Emerging Trends in LawDocument3 pagesCortes Constitutional Foundations of Privacy in Emerging Trends in LawAce Reblora IINo ratings yet
- WELDING PROCEDURE SPECIFICATION FOR SOUTH PARS GAS FIELD DEVELOPMENTDocument1 pageWELDING PROCEDURE SPECIFICATION FOR SOUTH PARS GAS FIELD DEVELOPMENTAhmed LepdaNo ratings yet
- 1LE1503-1EB21-7AB4-Z B02+D22+L22+Y82 Datasheet enDocument2 pages1LE1503-1EB21-7AB4-Z B02+D22+L22+Y82 Datasheet enMostafaElrakhawyNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- Close DRM A1 - 14 - 49Document1 pageClose DRM A1 - 14 - 49Abhishek RajputNo ratings yet
- 1LE1503-1DB21-7AB4-Z B02+D22+L22+Y82 Datasheet enDocument2 pages1LE1503-1DB21-7AB4-Z B02+D22+L22+Y82 Datasheet enMostafaElrakhawyNo ratings yet
- 3827-E10-066 - Knife Gate (On-Off) Control Valve - DDocument2 pages3827-E10-066 - Knife Gate (On-Off) Control Valve - DMohamed Elsaid El ShallNo ratings yet
- 01 25284124-8230-26-104-0001 REV.02 Piping List CT1Document1 page01 25284124-8230-26-104-0001 REV.02 Piping List CT1Rajeev KumarNo ratings yet
- 1LE1503-2BB03-4AA4 Datasheet enDocument1 page1LE1503-2BB03-4AA4 Datasheet enAnil Kumar KnNo ratings yet
- Closedrmc1 13 16Document1 pageClosedrmc1 13 16Abhishek RajputNo ratings yet
- 1LE1503-1DB43-4FK4_datasheet_enDocument1 page1LE1503-1DB43-4FK4_datasheet_enNicolas RossettoNo ratings yet
- Close DRM A1 - 14 - 41Document1 pageClose DRM A1 - 14 - 41Abhishek RajputNo ratings yet
- Asme IxDocument1 pageAsme IxAxel Navarro AlbinesNo ratings yet
- Egyptian steel plant valve listDocument6 pagesEgyptian steel plant valve listMohamed Elsaid El ShallNo ratings yet
- 1le1523 1eb43 4FB4Document2 pages1le1523 1eb43 4FB4pmf engineering limitedNo ratings yet
- Drma1-2 - 12 - 09Document1 pageDrma1-2 - 12 - 09Abhishek RajputNo ratings yet
- WPS for Gas Field Development WeldingDocument2 pagesWPS for Gas Field Development WeldingAhmed LepdaNo ratings yet
- 1le1523 1eb43 4ab4Document2 pages1le1523 1eb43 4ab4pmf engineering limitedNo ratings yet
- Q-Chem Ethylene Project welding procedure specificationDocument1 pageQ-Chem Ethylene Project welding procedure specificationS GoudaNo ratings yet
- TPT 20221220a Rev.1Document5 pagesTPT 20221220a Rev.1Kaajma EngineeringNo ratings yet
- 1LE1503-1CB21-7AB4-Z B02+D22+L22+Y82 Datasheet enDocument2 pages1LE1503-1CB21-7AB4-Z B02+D22+L22+Y82 Datasheet enMostafaElrakhawyNo ratings yet
- Circuit Details and Test ResultsDocument2 pagesCircuit Details and Test ResultsVitaliy TymoshenkoNo ratings yet
- LT - Power - Cable Schedule For Garret Line (Danieli)Document3 pagesLT - Power - Cable Schedule For Garret Line (Danieli)zibraltan1No ratings yet
- 4 - PREPARATION OF WPS - StudentDocument22 pages4 - PREPARATION OF WPS - Studentrazlan ghazaliNo ratings yet
- Tungstenelectrodesize and Type' 2,4 MM As Per Sfa 5.12 Ewth - 2Document23 pagesTungstenelectrodesize and Type' 2,4 MM As Per Sfa 5.12 Ewth - 2Abdelkader AbdelkaderNo ratings yet
- Datasheet - Live: Chip FuseDocument2 pagesDatasheet - Live: Chip FuseEletronica ReparNo ratings yet
- Wps 18Document2 pagesWps 18Avishek GuptaNo ratings yet
- Clampstar Data Chart U.S.Document1 pageClampstar Data Chart U.S.Chris CostanzoNo ratings yet
- 23132-E1A-XL-M: Spherical Roller BearingDocument2 pages23132-E1A-XL-M: Spherical Roller BearingvivianaNo ratings yet
- 1le1502 2BB03 4aa4Document3 pages1le1502 2BB03 4aa4Atlanta Bolivia100% (1)
- 6200nu 772395Document2 pages6200nu 772395Marcio SouzaNo ratings yet
- Hicks 2000Document3 pagesHicks 2000monikeshNo ratings yet
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
- WPS Mig 2Document1 pageWPS Mig 2rafetguzelsoyNo ratings yet
- Egyptian Sponge Iron & Steel Company Direct Reduction Iron Facility On/Off Control Valve ListDocument4 pagesEgyptian Sponge Iron & Steel Company Direct Reduction Iron Facility On/Off Control Valve ListMohamed Elsaid El ShallNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- 1LE1501-1EB43-4JA4 Datasheet enDocument1 page1LE1501-1EB43-4JA4 Datasheet enIbraheem AlfalahatNo ratings yet
- Client: Hindustan Petroleum Corporation Ltd. Contractor: Narmada Offshore Constructions Pvt. Ltd. Doc. No.: NOCPL/HPCL/NWOT/RK/WPS/JP/01 Rev. 00Document7 pagesClient: Hindustan Petroleum Corporation Ltd. Contractor: Narmada Offshore Constructions Pvt. Ltd. Doc. No.: NOCPL/HPCL/NWOT/RK/WPS/JP/01 Rev. 00Bhargav BbvsNo ratings yet
- 1LE1601-1AB53-4FB4-Z F01+F11+F50+L05 Datasheet enDocument2 pages1LE1601-1AB53-4FB4-Z F01+F11+F50+L05 Datasheet enTien NguyenNo ratings yet
- DRMC1 12 44Document1 pageDRMC1 12 44Abhishek RajputNo ratings yet
- Transistor Electronics: Use of Semiconductor Components in Switching OperationsFrom EverandTransistor Electronics: Use of Semiconductor Components in Switching OperationsRating: 1 out of 5 stars1/5 (1)
- 494 QocDocument1 page494 QocMohammad MushtaqNo ratings yet
- About BlankDocument4 pagesAbout BlankMohammad MushtaqNo ratings yet
- CRM # 4044662347 (Zpec # 5)Document1 pageCRM # 4044662347 (Zpec # 5)Mohammad MushtaqNo ratings yet
- PE0395 Job Sheet ARAMCO Skids Rev.0Document5 pagesPE0395 Job Sheet ARAMCO Skids Rev.0Mohammad MushtaqNo ratings yet
- PE0364 Design ParametersDocument2 pagesPE0364 Design ParametersMohammad MushtaqNo ratings yet
- 488-01 WMDocument1 page488-01 WMMohammad MushtaqNo ratings yet
- CCA - Circular 2023Document2 pagesCCA - Circular 2023Mohammad MushtaqNo ratings yet
- 474 ElbwDocument1 page474 ElbwMohammad MushtaqNo ratings yet
- 481 HT RecDocument11 pages481 HT RecMohammad MushtaqNo ratings yet
- Form for quality control document ZPEC/QC/03Document1 pageForm for quality control document ZPEC/QC/03Mohammad MushtaqNo ratings yet
- 481 HT CCDocument1 page481 HT CCMohammad MushtaqNo ratings yet
- 470-02 WMDocument1 page470-02 WMMohammad MushtaqNo ratings yet
- Zamil WPS, PQR and Weld Map DocumentsDocument13 pagesZamil WPS, PQR and Weld Map DocumentsMohammad MushtaqNo ratings yet
- 474 ElbwDocument1 page474 ElbwMohammad MushtaqNo ratings yet
- 498 WMDocument1 page498 WMMohammad MushtaqNo ratings yet
- 484 Globe ValveDocument1 page484 Globe ValveMohammad MushtaqNo ratings yet
- Weld Description Sheets and Weld MapsDocument13 pagesWeld Description Sheets and Weld MapsMohammad MushtaqNo ratings yet
- 498 CSDocument1 page498 CSMohammad MushtaqNo ratings yet
- Edelweiss Asset Management LimitedDocument51 pagesEdelweiss Asset Management LimitedMohammad MushtaqNo ratings yet
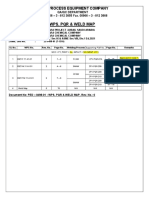
- Zamil Process Equipment WPS, PQR & Weld Map for Crude Handling FacilitiesDocument1 pageZamil Process Equipment WPS, PQR & Weld Map for Crude Handling FacilitiesMohammad MushtaqNo ratings yet
- Tata Mutual FundDocument79 pagesTata Mutual FundMohammad MushtaqNo ratings yet
- Axis Asset Management Company LimitedDocument73 pagesAxis Asset Management Company LimitedMohammad MushtaqNo ratings yet
- DSP Mutual FundDocument81 pagesDSP Mutual FundMohammad MushtaqNo ratings yet
- Key features of Mirae Asset mutual fundsDocument31 pagesKey features of Mirae Asset mutual fundsMohammad MushtaqNo ratings yet
- Lic Mutual FundDocument40 pagesLic Mutual FundMohammad MushtaqNo ratings yet
- Nippon India Mutual FundDocument87 pagesNippon India Mutual FundMohammad MushtaqNo ratings yet
- Aditya Birla Sun Life Asset Management Company LTDDocument99 pagesAditya Birla Sun Life Asset Management Company LTDMohammad MushtaqNo ratings yet
- Hotwire Tig 131112081731 Phpapp01Document20 pagesHotwire Tig 131112081731 Phpapp01Mohammad MushtaqNo ratings yet
- House and Bungalow Construction Cost Standard Packages - HapphoDocument9 pagesHouse and Bungalow Construction Cost Standard Packages - HapphoMohammad Mushtaq100% (1)
- Q Asgt - Biz Law - A192Document10 pagesQ Asgt - Biz Law - A192otaku himeNo ratings yet
- PFRS SGV PDFDocument18 pagesPFRS SGV PDFJonathan Javier GajeNo ratings yet
- Notaries Act 1999 rules for Dutch notariesDocument45 pagesNotaries Act 1999 rules for Dutch notariesAnt1603No ratings yet
- If An Existing Amazon Account Exists For Your Work Email Address, Skip To Step 4Document3 pagesIf An Existing Amazon Account Exists For Your Work Email Address, Skip To Step 4ThaiNo ratings yet
- 2019Document164 pages2019Nguyễn Sơn CaNo ratings yet
- Coverage and Profiling For Real-Time Tiny KernelsDocument6 pagesCoverage and Profiling For Real-Time Tiny Kernelsanusree_bhattacharjeNo ratings yet
- 10 Days 7 NightsDocument5 pages10 Days 7 NightsSisca SetiawatyNo ratings yet
- Copier CoDocument9 pagesCopier CoHun Yao ChongNo ratings yet
- GLOBAL AMITY INSURANCE QUOTE FOR HONDA CITYDocument1 pageGLOBAL AMITY INSURANCE QUOTE FOR HONDA CITYoniNo ratings yet
- Plan Test Strategy for Flight Search WebsiteDocument13 pagesPlan Test Strategy for Flight Search WebsiteНаталья ПримаNo ratings yet
- DATACOM Multiple Choice Question 6Document1 pageDATACOM Multiple Choice Question 6girijamohapatraNo ratings yet
- C31 C31M 03aDocument5 pagesC31 C31M 03aJesus Luis Arce GuillermoNo ratings yet
- Saving Your Work in MATLAB: Saving Data and The Contents of The Command WindowDocument2 pagesSaving Your Work in MATLAB: Saving Data and The Contents of The Command WindowMakhdoom Ibad HashmiNo ratings yet
- Loan Agreement SummaryDocument13 pagesLoan Agreement SummaryKaran SharmaNo ratings yet
- (GR No. 15574) Smith, Bell & Co Vs NatividadDocument18 pages(GR No. 15574) Smith, Bell & Co Vs Natividadshopee onlineNo ratings yet
- Information Requirements For Welding of Pressure Containing Equipment and PipingDocument20 pagesInformation Requirements For Welding of Pressure Containing Equipment and PipingPramod Athiyarathu100% (1)
- Optimize School Distribution With MappingDocument5 pagesOptimize School Distribution With MappingRolyn ManansalaNo ratings yet
- Cost Acctg. Problems 1Document8 pagesCost Acctg. Problems 1Cheese ButterNo ratings yet
- 121-Ugong Issue 5.2 - FINAL - Doc - With Corrections-2nd RevisionDocument16 pages121-Ugong Issue 5.2 - FINAL - Doc - With Corrections-2nd RevisionMarq QoNo ratings yet
- Unit 1Document176 pagesUnit 1kassahun meseleNo ratings yet
- 1 tb13 PDFDocument30 pages1 tb13 PDFClay MasonNo ratings yet
- The I NewspaperDocument60 pagesThe I Newspaperfagner barretoNo ratings yet
- Study of Diesel Fuel Pumps ComponentsDocument6 pagesStudy of Diesel Fuel Pumps ComponentsPro GamerssNo ratings yet