You might also like
- Saudi Aramco Inspection Checklist: Review of Flange Joint-Gasket Verification and Bolt Tightening ProcedureDocument2 pagesSaudi Aramco Inspection Checklist: Review of Flange Joint-Gasket Verification and Bolt Tightening ProcedureMAZHARULNo ratings yet
- SAUDI ARAMCO HOT TAP INSPECTION CHECKLISTDocument18 pagesSAUDI ARAMCO HOT TAP INSPECTION CHECKLISTkarthi51289No ratings yet
- Saic F 2008Document4 pagesSaic F 2008usmanNo ratings yet
- Saic G 2002Document32 pagesSaic G 2002jerinNo ratings yet
- Saic L 2139Document9 pagesSaic L 2139Kumar RNo ratings yet
- SATR-L-2001 Rev 2 - Flange Joint Tightening Inspection ReportDocument12 pagesSATR-L-2001 Rev 2 - Flange Joint Tightening Inspection Reportdeepa narayan100% (1)
- SAIC-A-2016 Pneumatic Test of Reinf Pad, Weld+EndsDocument2 pagesSAIC-A-2016 Pneumatic Test of Reinf Pad, Weld+EndsAnonymous S9qBDVkyNo ratings yet
- Saic e 2008Document4 pagesSaic e 2008usmanNo ratings yet
- Saudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Dec-09 WeldDocument19 pagesSaudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Dec-09 WeldIrshad IqbalNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection of Centrifugal Pumps SAIC-G-2002 29-Dec-16 MechDocument32 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Centrifugal Pumps SAIC-G-2002 29-Dec-16 MechAbdul Hafeez SoomroNo ratings yet
- SAIC-W-2031 In-Process Welding Inspection of Hot TapDocument2 pagesSAIC-W-2031 In-Process Welding Inspection of Hot TapAnonymous S9qBDVkyNo ratings yet
- SATR-L-2001 Flange Joint Tightening Test ReportDocument6 pagesSATR-L-2001 Flange Joint Tightening Test ReportAnonymous S9qBDVkyNo ratings yet
- Saudi Aramco Inspection Checklist: Final Insp / Walkthrough of Diesel Engine Installation SAIC-K-2020 25-Apr-18 MechDocument2 pagesSaudi Aramco Inspection Checklist: Final Insp / Walkthrough of Diesel Engine Installation SAIC-K-2020 25-Apr-18 MechjunaidNo ratings yet
- SATR-L-2001 Rev. 5Document10 pagesSATR-L-2001 Rev. 5Neelam AhmadNo ratings yet
- SAIC-A-2006 Rev 7Document5 pagesSAIC-A-2006 Rev 7Shyam Sundar GayenNo ratings yet
- SAIC-L-2038 Rev 7 - Final Inspection For Release of Fabricated PipinDocument2 pagesSAIC-L-2038 Rev 7 - Final Inspection For Release of Fabricated PipinLipika GayenNo ratings yet
- Saudi Aramco Post-Test Reinstatement ChecklistDocument15 pagesSaudi Aramco Post-Test Reinstatement Checklistpookkoya thangalNo ratings yet
- SAIC-A-2006 Rev 6Document16 pagesSAIC-A-2006 Rev 6biplabpal2009No ratings yet
- Saic L 2002Document13 pagesSaic L 2002chidambaramNo ratings yet
- Receiving, Handling, Storage and Preservation Inspection ChecklistDocument8 pagesReceiving, Handling, Storage and Preservation Inspection ChecklistKirubhakarPooranamNo ratings yet
- Satr K 4006Document2 pagesSatr K 4006Jerald SoteloNo ratings yet
- SAIC-W-2005 Rev 8Document5 pagesSAIC-W-2005 Rev 8saravananmenmathiNo ratings yet
- Switchgear Room Inspection ChecklistDocument7 pagesSwitchgear Room Inspection ChecklistEnginerShahzadGhaffarNo ratings yet
- Saudi Aramco Tank Inspection ChecklistDocument12 pagesSaudi Aramco Tank Inspection ChecklistMd ShariqueNo ratings yet
- Saudi Aramco flange inspection procedureDocument13 pagesSaudi Aramco flange inspection procedurebiplabpal2009No ratings yet
- Review PWHT Specs, Procedures and TablesDocument19 pagesReview PWHT Specs, Procedures and TablesIrshad IqbalNo ratings yet
- Saudi Aramco Inspection Checklist: Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 31-Aug-11 PipingDocument12 pagesSaudi Aramco Inspection Checklist: Pre-Test Punch Listing of On-Plot Piping SAIC-A-2010 31-Aug-11 PipingAnonymous 4e7GNjzGWNo ratings yet
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection ChecklistManoj Kumar100% (1)
- Saudi Aramco Reinstatement Procedure ChecklistDocument5 pagesSaudi Aramco Reinstatement Procedure ChecklistpravinNo ratings yet
- Saic L 2007 PDFDocument7 pagesSaic L 2007 PDFHesham HelalNo ratings yet
- Saudi Aramco Inspection Checklist: Review WPS & Process Control Procedure (Plant Piping) SAIC-W-2001 15-Dec-09 WeldDocument27 pagesSaudi Aramco Inspection Checklist: Review WPS & Process Control Procedure (Plant Piping) SAIC-W-2001 15-Dec-09 WeldIrshad IqbalNo ratings yet
- SAIC-P-3017 Rev 7 FinalDocument14 pagesSAIC-P-3017 Rev 7 FinalEnginerShahzadGhaffarNo ratings yet
- Satr P 3206Document6 pagesSatr P 3206munnaNo ratings yet
- SAIC-E-2005 Recvg Insp of AirCooled Heat ExchDocument5 pagesSAIC-E-2005 Recvg Insp of AirCooled Heat ExchAnonymous S9qBDVkyNo ratings yet
- Saic-P-3003 Rev 0 PDFDocument4 pagesSaic-P-3003 Rev 0 PDFHesham HelalNo ratings yet
- Saudi Aramco Inspection Checklist: In-Process Welding Inspection (API Tanks) SAIC-W-2086 31-Aug-11 WeldDocument3 pagesSaudi Aramco Inspection Checklist: In-Process Welding Inspection (API Tanks) SAIC-W-2086 31-Aug-11 WeldAnonymous 4e7GNjzGWNo ratings yet
- Saudi Aramco Test Report: SATR-P-3205 30-Apr-13 Elect-Low Voltage Power and Control Cable, Termination Torque TestingDocument7 pagesSaudi Aramco Test Report: SATR-P-3205 30-Apr-13 Elect-Low Voltage Power and Control Cable, Termination Torque TestingzhangNo ratings yet
- SAIC-G-2022 Rev 2Document25 pagesSAIC-G-2022 Rev 2faisal hussainNo ratings yet
- SAIC-A-2026 Rev 6 Pre Test API TankDocument6 pagesSAIC-A-2026 Rev 6 Pre Test API Tankpookkoya thangalNo ratings yet
- Saudi Aramco Inspection Checklist: Pre-Welding Inspection (Shop & Field) of Plant Piping SAIC-W-2005 15-Dec-09 WeldDocument32 pagesSaudi Aramco Inspection Checklist: Pre-Welding Inspection (Shop & Field) of Plant Piping SAIC-W-2005 15-Dec-09 WeldIrshad Iqbal100% (2)
- SAIC-H-2014 Rev 7Document3 pagesSAIC-H-2014 Rev 7mohammed siddiqNo ratings yet
- Saudi Aramco Hot Reheat Steam ChecklistDocument12 pagesSaudi Aramco Hot Reheat Steam ChecklistzhangNo ratings yet
- Saudi Aramco Inspection Checklist: Fan Coil Installation SAIC-K-4040 HvacDocument2 pagesSaudi Aramco Inspection Checklist: Fan Coil Installation SAIC-K-4040 HvacshahzadaNo ratings yet
- Saic W 2005Document1 pageSaic W 2005Abdelaziz MohamedNo ratings yet
- Satr-P-3206 LV Cable TerminationDocument5 pagesSatr-P-3206 LV Cable TerminationSurendren RNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection of Positive Displacement Pumps SAIC-G-2009 30-Apr-17 MechDocument18 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Positive Displacement Pumps SAIC-G-2009 30-Apr-17 Mechkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Review of Refractory Installation Procedure SAIC-N-2018 25-May-05 MechDocument4 pagesSaudi Aramco Inspection Checklist: Review of Refractory Installation Procedure SAIC-N-2018 25-May-05 MechAnonymous S9qBDVky100% (1)
- Saudi Aramco Inspection Checklist: Field Hydrostatic Testing of Isolation Valves SAIC-L-2042 25-May-05 MechDocument3 pagesSaudi Aramco Inspection Checklist: Field Hydrostatic Testing of Isolation Valves SAIC-L-2042 25-May-05 MechHamidNo ratings yet
- Saudi Aramco Inspection Checklist: Pre-Welding Inspection (Shop & Field) of Plant Piping SAIC-W-2005 15-Jul-18 WeldDocument1 pageSaudi Aramco Inspection Checklist: Pre-Welding Inspection (Shop & Field) of Plant Piping SAIC-W-2005 15-Jul-18 Weldm4metzNo ratings yet
- Saudi Aramco Test Report Pre-Test Punch List Form: Testing Mech-SATR-A-2007Document1 pageSaudi Aramco Test Report Pre-Test Punch List Form: Testing Mech-SATR-A-2007Anonymous S9qBDVky100% (1)
- SAIC-A-2005 Rev 8Document4 pagesSAIC-A-2005 Rev 8Syed ImranNo ratings yet
- SAIC-A-2005 Rev 5 Leak TestDocument4 pagesSAIC-A-2005 Rev 5 Leak Testpookkoya thangalNo ratings yet
- SAIC-L-2112 Rev 7Document7 pagesSAIC-L-2112 Rev 7Jaseel KanhirathingalNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection of Positive Displacement Pumps SAIC-G-2009 29-Dec-16 MechDocument18 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Positive Displacement Pumps SAIC-G-2009 29-Dec-16 MechAbdul HafeezNo ratings yet
- Saudi Aramco Inspection Checklist: Completion of Form 3099A SAIC-J-2010 24-Jul-18 MechDocument4 pagesSaudi Aramco Inspection Checklist: Completion of Form 3099A SAIC-J-2010 24-Jul-18 Mechnisha_khanNo ratings yet
- Saudi Aramco Inspection ChecklistDocument4 pagesSaudi Aramco Inspection ChecklistMa.socorro SaballaNo ratings yet
- 26 Saic A 2009Document5 pages26 Saic A 2009Naveed ShahNo ratings yet
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection ChecklistAbdul Hafeez SoomroNo ratings yet
- Saudi Aramco Inspection ChecklistDocument15 pagesSaudi Aramco Inspection ChecklistManoj Kumar100% (1)
- SAIC-L-2015 Rev 7Document7 pagesSAIC-L-2015 Rev 7Jaseel KanhirathingalNo ratings yet
- SAIC-L-2016 Rev 7Document8 pagesSAIC-L-2016 Rev 7Jaseel KanhirathingalNo ratings yet
- SAIC-L-2095 Rev 7Document6 pagesSAIC-L-2095 Rev 7Jaseel KanhirathingalNo ratings yet
- SAIC-L-2106 Rev 7Document8 pagesSAIC-L-2106 Rev 7Jaseel KanhirathingalNo ratings yet
- SAIC-L-2092 Rev 7Document12 pagesSAIC-L-2092 Rev 7Jaseel KanhirathingalNo ratings yet
- SAIC-L-2112 Rev 7Document7 pagesSAIC-L-2112 Rev 7Jaseel KanhirathingalNo ratings yet
- SAIC-L-2041 Rev 6 Storge & Inspection of ValvesDocument2 pagesSAIC-L-2041 Rev 6 Storge & Inspection of ValvesAhdal NoushadNo ratings yet
- Saes L 470Document9 pagesSaes L 470Jaseel KanhirathingalNo ratings yet
- Safety Rules for Power ToolsDocument1 pageSafety Rules for Power ToolsJaseel KanhirathingalNo ratings yet
- SAIC-L-2041 Rev 6 Storge & Inspection of ValvesDocument2 pagesSAIC-L-2041 Rev 6 Storge & Inspection of ValvesAhdal NoushadNo ratings yet
- Portable Electric Tools SafetyDocument2 pagesPortable Electric Tools SafetyJaseel KanhirathingalNo ratings yet
- Personal HygieneDocument2 pagesPersonal HygieneJaseel KanhirathingalNo ratings yet
- Devanshi Shipping Agency PVT LTD: Infinity International Infinity InternationalDocument5 pagesDevanshi Shipping Agency PVT LTD: Infinity International Infinity InternationalTARUN SUTHARNo ratings yet
- Webinar BrochureDocument1 pageWebinar BrochurePruthweesha SalianNo ratings yet
- Plantilla Powerpoint QuimicaDocument22 pagesPlantilla Powerpoint QuimicaMayra HernandezNo ratings yet
- Harmonic Patterns: Guides To Profitable TradingDocument7 pagesHarmonic Patterns: Guides To Profitable TradingalokNo ratings yet
- Seminar: Predictive AnalyticsDocument10 pagesSeminar: Predictive Analyticssamiksha ingoleNo ratings yet
- Networks Pre Connection Attacks PDFDocument15 pagesNetworks Pre Connection Attacks PDFaniket kasturiNo ratings yet
- Cash Funds Agreement for €10 Billion InvestmentDocument31 pagesCash Funds Agreement for €10 Billion Investmenthakkı bolatNo ratings yet
- Soil Mechanics I Cee 305: 2.0 Consistency Limit (Atterberge Limit)Document6 pagesSoil Mechanics I Cee 305: 2.0 Consistency Limit (Atterberge Limit)ABUBAKAR SANI HABIBUNo ratings yet
- Properties of The Operations On IntegersDocument23 pagesProperties of The Operations On Integersimee marayagNo ratings yet
- Eds Management Center ExamDocument5 pagesEds Management Center ExamJez MavNo ratings yet
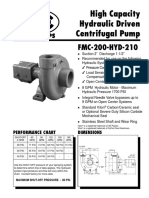
- FMC 200 Hyd 210Document2 pagesFMC 200 Hyd 210Ruben SaccoNo ratings yet
- Sydney Opera HouseDocument2 pagesSydney Opera HouseMache SebialNo ratings yet
- Experimental Phonetics 311Document7 pagesExperimental Phonetics 311Ebinabo EriakumaNo ratings yet
- 1623917396609-Model Qsns On Comp - GroundDocument10 pages1623917396609-Model Qsns On Comp - Groundrupakdutta158No ratings yet
- Information IntegrationDocument2 pagesInformation Integrationjohn949No ratings yet
- Carburetor Circuits and Its Purpose and OperationDocument20 pagesCarburetor Circuits and Its Purpose and Operationandrewbilla240% (5)
- OXIMATE SDN BHD product list and contact detailsDocument3 pagesOXIMATE SDN BHD product list and contact detailsWANNo ratings yet
- 1000 JavaScript Interview QuestionsDocument200 pages1000 JavaScript Interview Questionsnarayanamoorthy knm100% (1)
- B. Tech-in-Computer-Science-and-Engineering-Data-Science-Thir-Year-2023-24Document73 pagesB. Tech-in-Computer-Science-and-Engineering-Data-Science-Thir-Year-2023-24Sushant5inghrajputNo ratings yet
- Academics: Maximum Marks (Inclusive of All Subjects)Document1 pageAcademics: Maximum Marks (Inclusive of All Subjects)Ranjan AnushkaNo ratings yet
- Diagrama y Manual de Servicio Genius - swn51 - 1000Document18 pagesDiagrama y Manual de Servicio Genius - swn51 - 1000Asmeri RuizNo ratings yet
- Organizational Theory Quiz 1Document1 pageOrganizational Theory Quiz 1Shabana NaveedNo ratings yet
- Manual Horno 3DDocument11 pagesManual Horno 3DJose ZuñigaNo ratings yet
- Sharepoint Job ProfileDocument2 pagesSharepoint Job ProfilePrasad KshirsagarNo ratings yet
- Osy Chapter 3Document19 pagesOsy Chapter 3NNo ratings yet
- Breaking Containment Checklist EssentialsDocument4 pagesBreaking Containment Checklist Essentialsromedic36No ratings yet
- Mrs J's Resource Creations ©Document7 pagesMrs J's Resource Creations ©syddysNo ratings yet
- AltoQuadQuad-Dual v331 ReleaseNotesDocument8 pagesAltoQuadQuad-Dual v331 ReleaseNotespeichNo ratings yet
- HostDocument78 pagesHostEndgame BoyNo ratings yet