You might also like
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Sandeep Kumar CV - Welding Engineer-Welding InspectorDocument4 pagesSandeep Kumar CV - Welding Engineer-Welding InspectorWeld Bro Sandeep100% (1)
- Abdul Qadir Welding Inspector CVDocument6 pagesAbdul Qadir Welding Inspector CVSani TipareNo ratings yet
- CSWIP 3.1 Welding Inspector resumeDocument4 pagesCSWIP 3.1 Welding Inspector resumeGokulPrasadNo ratings yet
- API 510 Data SheetsDocument11 pagesAPI 510 Data SheetshahahNo ratings yet
- TZMmanual PDFDocument8 pagesTZMmanual PDFccardenas3907No ratings yet
- CV - Sagar Sharma Mechanical EngineerDocument5 pagesCV - Sagar Sharma Mechanical Engineersagar sharmaNo ratings yet
- Welding InspectorDocument5 pagesWelding InspectorqaqcnaviNo ratings yet
- Open To Relocation Overseas & Anywhere in IndiaDocument4 pagesOpen To Relocation Overseas & Anywhere in IndiaamitrdttecNo ratings yet
- Resume Sample PDFDocument4 pagesResume Sample PDFamitrdttecNo ratings yet
- CV FormateDocument8 pagesCV Formatetariq_hussain_20No ratings yet
- Ravindra Mhaske CV - QualityDocument4 pagesRavindra Mhaske CV - QualityRavi MhaskeNo ratings yet
- Yavar Shadab CVDocument4 pagesYavar Shadab CVMuhammed ThanzeelNo ratings yet
- CV - Vishal SharmaDocument5 pagesCV - Vishal SharmaVISHAL SHARMANo ratings yet
- CV - Linkedin 2Document5 pagesCV - Linkedin 2Samir ChaudharyNo ratings yet
- Skype ID: R.ramarao1: Curriculum VitaeDocument4 pagesSkype ID: R.ramarao1: Curriculum Vitaeramundt100% (1)
- Sandeep Kumar CVDocument3 pagesSandeep Kumar CVWeld Bro SandeepNo ratings yet
- CV of Engineer MD Sazid Alam1Document8 pagesCV of Engineer MD Sazid Alam1Alam MD SazidNo ratings yet
- Resume: Omprakash Yadav - QC Inspector & NDT CoordinatorDocument5 pagesResume: Omprakash Yadav - QC Inspector & NDT CoordinatorOmprakash Yadav100% (1)
- Veera CVDocument7 pagesVeera CVPaul PhiliphsNo ratings yet
- G.raju Reddy Resume (PDF1) PDFDocument3 pagesG.raju Reddy Resume (PDF1) PDFanon_708469687No ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Plant Inspector CV.Document7 pagesPlant Inspector CV.Khalilahmad KhatriNo ratings yet
- Ajay Dimri: (Certificate No - 84801.)Document8 pagesAjay Dimri: (Certificate No - 84801.)muhammadazharNo ratings yet
- Shaik Yousufuddin (Welding Inspector)Document3 pagesShaik Yousufuddin (Welding Inspector)Mohamed AdelNo ratings yet
- Up Dated CV of D K Jena - DNV GLDocument15 pagesUp Dated CV of D K Jena - DNV GLParag WadekarNo ratings yet
- Resume An Welding InspectorDocument7 pagesResume An Welding InspectorspearboraNo ratings yet
- Piping Engineer 2019Document8 pagesPiping Engineer 2019Richard PeriyanayagamNo ratings yet
- Welding Inspector May 2021Document8 pagesWelding Inspector May 2021SUNIL BABURAO GAVADENo ratings yet
- Editable Welding Resume TemplateDocument6 pagesEditable Welding Resume TemplatejeyesbelmenNo ratings yet
- Heat TreatmentDocument5 pagesHeat TreatmentsheikmoinNo ratings yet
- Palani Resume Update 10 May 2018Document5 pagesPalani Resume Update 10 May 2018GomathyselviNo ratings yet
- Ramdas P R Resume: QA/QC Inspector/ Supervisor (Welding& Piping)Document9 pagesRamdas P R Resume: QA/QC Inspector/ Supervisor (Welding& Piping)Myak Okuoku100% (2)
- Mechanical Engineer Resume - "7+ Years QA/QC ExperienceDocument5 pagesMechanical Engineer Resume - "7+ Years QA/QC ExperienceBaraneedharanNo ratings yet
- QC Inspector Piping CVDocument4 pagesQC Inspector Piping CVSathishkumar DNo ratings yet
- CV Abdul WahabDocument7 pagesCV Abdul WahabAbdul WahabNo ratings yet
- Master's Degree Mechanical Engineer Seeks Quality RoleDocument7 pagesMaster's Degree Mechanical Engineer Seeks Quality RoleKARTHICKNo ratings yet
- Fab 04 WPS, WPQR, Welder Qualification, Welding Positions, Defect - Repair WeldingDocument39 pagesFab 04 WPS, WPQR, Welder Qualification, Welding Positions, Defect - Repair WeldingRaghu vamshiNo ratings yet
- Abdul Khaliq CV As A QC SupervisorDocument6 pagesAbdul Khaliq CV As A QC SupervisorMNo ratings yet
- Resume of Mohd Illias Uddin (SR Welding-Mech QC)Document7 pagesResume of Mohd Illias Uddin (SR Welding-Mech QC)Mohammed IlliasuddinNo ratings yet
- QCI Welding Inspector Resume and DocumentsDocument43 pagesQCI Welding Inspector Resume and DocumentsNIYAS AHAMMEDNo ratings yet
- APIINSPECTORDocument10 pagesAPIINSPECTORdada khalandarNo ratings yet
- Mohammad Rijwan: Aramco, Sabic, Sadara, SatorpDocument5 pagesMohammad Rijwan: Aramco, Sabic, Sadara, SatorpMohammad RizwanNo ratings yet
- API 570 Piping Inspector Certification Preparation CourseDocument4 pagesAPI 570 Piping Inspector Certification Preparation CourseAndri Dwi MaryantoNo ratings yet
- API 510 Pressure Vessel Inspector Certification Preparation CourseDocument4 pagesAPI 510 Pressure Vessel Inspector Certification Preparation Coursewisnu_bayusaktiNo ratings yet
- Work Area For QCDocument4 pagesWork Area For QCPankaj ShrivastvaNo ratings yet
- Resume R. Karthik: Key Work ExperienceDocument5 pagesResume R. Karthik: Key Work ExperienceKarthik RangarajNo ratings yet
- QC/ Welding InspectorDocument6 pagesQC/ Welding Inspectorapi-78450733No ratings yet
- CV - Ravindra Jivani - SAUDI ARAMCO APPROVED INSPECTOR & QA QC Welding Inspector (CSWIP 3.1 Level 2) - Inspection Engineer - pdf-7Document8 pagesCV - Ravindra Jivani - SAUDI ARAMCO APPROVED INSPECTOR & QA QC Welding Inspector (CSWIP 3.1 Level 2) - Inspection Engineer - pdf-7BaraneedharanNo ratings yet
- MD Sajid Alam Current Updated Cv-2012Document3 pagesMD Sajid Alam Current Updated Cv-2012Mohammad Sazid AlamNo ratings yet
- L 1 Asad Ahmad Qaqc Piping Welding Ins PDFDocument9 pagesL 1 Asad Ahmad Qaqc Piping Welding Ins PDFyasiriftikharNo ratings yet
- Qa/Qc Welding Inspector: Curriculum VitaeDocument5 pagesQa/Qc Welding Inspector: Curriculum Vitaenaveed7861No ratings yet
- Resume: Kasar Mayur TulsidasDocument4 pagesResume: Kasar Mayur TulsidasFAB HUBNo ratings yet
- S. Senthilkumar CV FormatDocument6 pagesS. Senthilkumar CV FormatdashNo ratings yet
- Codes & Standards For Natural GasDocument13 pagesCodes & Standards For Natural Gasharikrishnanpd3327No ratings yet
- CV for Welding InspectorDocument5 pagesCV for Welding InspectorTanveer Ahmed QuadriNo ratings yet
- Kalyanasundaram Palaniappan BLK 468A Admiralty Drive, #04-129 SINGAPORE - 751468. H/P: 81691165 Singapore PR (S7564808A)Document7 pagesKalyanasundaram Palaniappan BLK 468A Admiralty Drive, #04-129 SINGAPORE - 751468. H/P: 81691165 Singapore PR (S7564808A)GomathyselviNo ratings yet
- Shadman Zeya c.v5Document5 pagesShadman Zeya c.v5Raj AryanNo ratings yet
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Engineering Critical Assessment (ECA) for Offshore Pipeline SystemsFrom EverandEngineering Critical Assessment (ECA) for Offshore Pipeline SystemsNo ratings yet
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1From EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Rating: 3.5 out of 5 stars3.5/5 (3)
- In House Welding Inspector ONGCDocument1 pageIn House Welding Inspector ONGCGaurang PandyaNo ratings yet
- 2" Fig. 1502 M x F w/ 1/2Document1 page2" Fig. 1502 M x F w/ 1/2Gaurang PandyaNo ratings yet
- Drillen UT Report-SodetailDocument1 pageDrillen UT Report-SodetailGaurang PandyaNo ratings yet
- Final Assembly and Inspection Parameters for API-75K Steel PipeDocument1 pageFinal Assembly and Inspection Parameters for API-75K Steel PipeGaurang PandyaNo ratings yet
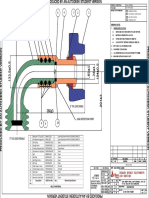
- Indicator Marking Details For 2''Document3 pagesIndicator Marking Details For 2''Gaurang PandyaNo ratings yet
- Dees PGV 2 1502 H2SDocument1 pageDees PGV 2 1502 H2SGaurang PandyaNo ratings yet
- Cementing ManifoldDocument1 pageCementing ManifoldGaurang PandyaNo ratings yet
- Recommended Immunization - Canadian Immunization Guide - Seventh Edition - 2006Document2 pagesRecommended Immunization - Canadian Immunization Guide - Seventh Edition - 2006Maja MudriNo ratings yet
- Unofficial Fanbook Made With Permission - Incar-NationDocument24 pagesUnofficial Fanbook Made With Permission - Incar-NationBrockPetersdorf-Nelson100% (1)
- CẤU TẠO TỪ VÀ TỪ LOẠIDocument15 pagesCẤU TẠO TỪ VÀ TỪ LOẠIccnsdNo ratings yet
- Ancient South Arabian TradeDocument16 pagesAncient South Arabian TradeAbo AliNo ratings yet
- Holes Human Anatomy and Physiology 12Th Edition Shier Test Bank Full Chapter PDFDocument53 pagesHoles Human Anatomy and Physiology 12Th Edition Shier Test Bank Full Chapter PDFJakeOwensbnpm100% (9)
- Pharmaceutical and Software Development ProjectsDocument6 pagesPharmaceutical and Software Development ProjectsAlexandar123No ratings yet
- Farmakoterapi Penyakit Infeksi: in Infectious Diseases Dewi Rahmawati, M.Farm-Klin.,AptDocument87 pagesFarmakoterapi Penyakit Infeksi: in Infectious Diseases Dewi Rahmawati, M.Farm-Klin.,AptYemima MNo ratings yet
- Югоизточна Европа под османско владичество 1354-1804Document531 pagesЮгоизточна Европа под османско владичество 1354-1804auroradentataNo ratings yet
- Section 6 - Diagnostic ProceduresDocument13 pagesSection 6 - Diagnostic Proceduresanon_152488453100% (1)
- Hexadecimal Numbers ExplainedDocument51 pagesHexadecimal Numbers Explainedmike simsonNo ratings yet
- KankanaP Phd2022Document243 pagesKankanaP Phd2022Mo NaNo ratings yet
- Acc Gr11 May 2009 PaperDocument13 pagesAcc Gr11 May 2009 PaperSam ChristieNo ratings yet
- Tulsi Ka Kavya Aur Samanvay Ki ChestaDocument6 pagesTulsi Ka Kavya Aur Samanvay Ki Chestaaman singhNo ratings yet
- TM Journal Class 5 Pharma Trademarks 2018Document1,192 pagesTM Journal Class 5 Pharma Trademarks 2018Tahir LabbeNo ratings yet
- Digital Media TYBMM (Advertising & Journalism) Semester VIDocument5 pagesDigital Media TYBMM (Advertising & Journalism) Semester VIKartavya JainNo ratings yet
- TR 101 - Issue 2Document101 pagesTR 101 - Issue 2ergismiloNo ratings yet
- Case StudiesDocument19 pagesCase StudiesSorin MarkovNo ratings yet
- Palm Kernel Reinforced Composites for Brake Pad ApplicationsDocument18 pagesPalm Kernel Reinforced Composites for Brake Pad ApplicationsSachin SukumaranNo ratings yet
- Rogers Lacaze Case InfoDocument1 pageRogers Lacaze Case InfomakeawishNo ratings yet
- Galloway 1989 Genetic Stratigraphic Sequence Basin Analysis IDocument18 pagesGalloway 1989 Genetic Stratigraphic Sequence Basin Analysis IMitreNo ratings yet
- A Survey of English and American Literature Module 1 3Document80 pagesA Survey of English and American Literature Module 1 3Jathalia VillaNo ratings yet
- Helmut Lethen - Cool Conduct - The Culture of Distance in Weimar Germany (Weimar and Now - German Cultural Criticism) - University of California Press (2001) PDFDocument265 pagesHelmut Lethen - Cool Conduct - The Culture of Distance in Weimar Germany (Weimar and Now - German Cultural Criticism) - University of California Press (2001) PDFJaco CMNo ratings yet
- DBR Gensets DPL120UK Installation, Operation and Maintenance Manual For YN 513510 (MANUAL-I - 2958658 - 1 - A) - 1Document282 pagesDBR Gensets DPL120UK Installation, Operation and Maintenance Manual For YN 513510 (MANUAL-I - 2958658 - 1 - A) - 1RaymondNo ratings yet
- Downfall of Ayub Khan and Rise of Zulfikar Ali BhuttoDocument9 pagesDownfall of Ayub Khan and Rise of Zulfikar Ali Bhuttoabdullah sheikhNo ratings yet
- Gaudapadacharya - The Founder of The Tradition of Advaita VedantaDocument4 pagesGaudapadacharya - The Founder of The Tradition of Advaita VedantasukubhNo ratings yet
- Budha Dal Aarti Aarta FULLDocument1 pageBudha Dal Aarti Aarta FULLVishal Singh100% (1)
- Argacel TCW_enDocument2 pagesArgacel TCW_enUtpalNo ratings yet
- Program Pakan Budidaya Lele: Farm Pond Code AREA (m2) Stocking Date Stocking Amount DensityDocument6 pagesProgram Pakan Budidaya Lele: Farm Pond Code AREA (m2) Stocking Date Stocking Amount DensityChevienrenaldy SamsuNo ratings yet
- Samantha Serpas ResumeDocument1 pageSamantha Serpas Resumeapi-247085580No ratings yet