You might also like
- Physico-Chemical and Mechanical Characterization of Ferrochrome Slag Aggregates For Utilization As A Road MaterialDocument13 pagesPhysico-Chemical and Mechanical Characterization of Ferrochrome Slag Aggregates For Utilization As A Road MaterialPradeep kumar N K VNo ratings yet
- Soil Modification by The Application of Steel Slag: Ŕ Periodica PolytechnicaDocument7 pagesSoil Modification by The Application of Steel Slag: Ŕ Periodica PolytechnicabamboNo ratings yet
- Infrastructures 07 00066Document18 pagesInfrastructures 07 00066ksjmoon28No ratings yet
- S3. Feasibility Study On Bagasse Ash As Light Weight Material For Road ConstructionDocument6 pagesS3. Feasibility Study On Bagasse Ash As Light Weight Material For Road ConstructionFiorela Carrasco CubasNo ratings yet
- A Short Review On Basalt Fiber Reinforced Polymer CompositesDocument15 pagesA Short Review On Basalt Fiber Reinforced Polymer CompositesRohan ShivasundarNo ratings yet
- GeopolymerDocument6 pagesGeopolymerburakoras151No ratings yet
- Prolonged Curing of Green Concrete FromDocument6 pagesProlonged Curing of Green Concrete FromAgbenyeku Emem-ObongNo ratings yet
- Aritgo - Bhardwaj (2019) - Comparative Study of Geopolymer and Alkali Activated Slag Concrete Comprising Waste Foundry SandDocument11 pagesAritgo - Bhardwaj (2019) - Comparative Study of Geopolymer and Alkali Activated Slag Concrete Comprising Waste Foundry SandAdilson GonçalvesNo ratings yet
- Mohammadinia2017 PDFDocument29 pagesMohammadinia2017 PDFAndrew PiNo ratings yet
- Critical Review On Application of Alkali Activated Slag AsDocument16 pagesCritical Review On Application of Alkali Activated Slag AsAmin ZuraiqiNo ratings yet
- Case Studies in Construction Materials: Khaled E. Hassan, Mohamed I.E. Attia, Murray Reid, Mohammed B.S. Al-KuwariDocument11 pagesCase Studies in Construction Materials: Khaled E. Hassan, Mohamed I.E. Attia, Murray Reid, Mohammed B.S. Al-KuwariCesar Idrogo MontalvoNo ratings yet
- Aali Pant 2019, Coal Combustion Residue As Structural Fill Material For Reinforced Soil StructuresDocument10 pagesAali Pant 2019, Coal Combustion Residue As Structural Fill Material For Reinforced Soil StructuresSatya ChaitanyaNo ratings yet
- Irjet V5i11287 PDFDocument7 pagesIrjet V5i11287 PDFMr PolashNo ratings yet
- 1 s2.0 S0038080619300666 MainDocument11 pages1 s2.0 S0038080619300666 Mainkayzen610No ratings yet
- Sohel 2022 IOP Conf. Ser. Earth Environ. Sci. 1026 012011Document11 pagesSohel 2022 IOP Conf. Ser. Earth Environ. Sci. 1026 012011vushe152No ratings yet
- The Implementation of Industrial Byproduct in Malaysian PeatDocument22 pagesThe Implementation of Industrial Byproduct in Malaysian Peatafnan ahmadNo ratings yet
- Strength and Transport Characteristics of Volcanic Pumice Powder Based High Strength Concrete - Zeyad Tayeh YusufDocument11 pagesStrength and Transport Characteristics of Volcanic Pumice Powder Based High Strength Concrete - Zeyad Tayeh Yusufseth HernanNo ratings yet
- An Evaluation of The Performance of Hot Mix Asphalt Containing Calcium Carbide Residue As A FillerDocument10 pagesAn Evaluation of The Performance of Hot Mix Asphalt Containing Calcium Carbide Residue As A FillerOnggy Aries SekaNo ratings yet
- The Effects of Coconut Shell Ash Admixed With Lime in Variation To Curing Time For Road ConstructionDocument9 pagesThe Effects of Coconut Shell Ash Admixed With Lime in Variation To Curing Time For Road ConstructionYi Sun ShinNo ratings yet
- Index Properties of Aluminum Dross Modified Pevement Geo-MaterialDocument9 pagesIndex Properties of Aluminum Dross Modified Pevement Geo-MaterialRidwanNo ratings yet
- An Overview of Geo Polymer Concrete Including Recycled AggregateDocument8 pagesAn Overview of Geo Polymer Concrete Including Recycled AggregateZrar IsqeliNo ratings yet
- 1 s2.0 S0950061817306499 MainDocument8 pages1 s2.0 S0950061817306499 MainSrîñívàß VádlàpállîNo ratings yet
- SummaryDocument5 pagesSummaryAubrey ManelleNo ratings yet
- A Comparative Assessment of The Physical and Microstruct - 2021 - Case Studies IDocument17 pagesA Comparative Assessment of The Physical and Microstruct - 2021 - Case Studies IbesufekadNo ratings yet
- Estabilización de Arcilla Negra Tropical Utilizando Calcio - NigeriaDocument10 pagesEstabilización de Arcilla Negra Tropical Utilizando Calcio - NigeriaMiguel AngelNo ratings yet
- 1 s2.0 S2090447923001363 MainDocument18 pages1 s2.0 S2090447923001363 Maindileepkumarr538No ratings yet
- Behera Et Al 2020Document18 pagesBehera Et Al 2020kanhaiya mishraNo ratings yet
- LWGPC PalmDocument15 pagesLWGPC PalmkannanNo ratings yet
- Environmental Sustainability by Bulk Utilization of Fly Ash and GBFS As Road Subbase MaterialsDocument10 pagesEnvironmental Sustainability by Bulk Utilization of Fly Ash and GBFS As Road Subbase MaterialsGeorge MirandaNo ratings yet
- Gonawala Et Al - 2021 - Suitability of EAF Slag and GGBFS Mix As Cementitious Base-Subbase Layer ForDocument8 pagesGonawala Et Al - 2021 - Suitability of EAF Slag and GGBFS Mix As Cementitious Base-Subbase Layer Forzihou.liuNo ratings yet
- Fresh, Mechanical, and Durability Properties of Basalt Fiber-Reinforced Concrete (BFRC) A ReviewDocument17 pagesFresh, Mechanical, and Durability Properties of Basalt Fiber-Reinforced Concrete (BFRC) A ReviewОлег ШибекоNo ratings yet
- Construction and Building Materials: Vedran Carevic, Ivan Ignjatovic, Jelena DragašDocument15 pagesConstruction and Building Materials: Vedran Carevic, Ivan Ignjatovic, Jelena DragašPreetiNo ratings yet
- Engineering Science and Technology, An International JournalDocument9 pagesEngineering Science and Technology, An International JournalManuel AceroNo ratings yet
- Polymers: A Review On Fresh, Hardened, and Microstructural Properties of Fibre-Reinforced Geopolymer ConcreteDocument31 pagesPolymers: A Review On Fresh, Hardened, and Microstructural Properties of Fibre-Reinforced Geopolymer ConcreteAmanda Camejo CoronaNo ratings yet
- Rafi Eizo No Oz 2016Document10 pagesRafi Eizo No Oz 2016Muhammad BasitNo ratings yet
- Djwantoro Hardjito (2004)Document6 pagesDjwantoro Hardjito (2004)Andrew PiNo ratings yet
- EIJCSE4030Document9 pagesEIJCSE4030Rishab SahaNo ratings yet
- Construction and Building MaterialsDocument9 pagesConstruction and Building MaterialsShelly-zaKhwairakpamNo ratings yet
- 1 s2.0 S2352710219306278 MainDocument16 pages1 s2.0 S2352710219306278 MainAdji PutraNo ratings yet
- 1 s2.0 S2214785323005874 MainDocument5 pages1 s2.0 S2214785323005874 Mainvhb84476No ratings yet
- Wood Ash 18Document19 pagesWood Ash 18r;rNo ratings yet
- Sustainable Cities and Society: Arul Arulrajah, Ehsan Yaghoubi, Monzur Imteaz, Suksun HorpibulsukDocument7 pagesSustainable Cities and Society: Arul Arulrajah, Ehsan Yaghoubi, Monzur Imteaz, Suksun Horpibulsukhans_conanNo ratings yet
- Compressive Strength of Fly Ash-Based Geopolymer Concrete With Crumb Rubber Partially Replacing Sand PDFDocument9 pagesCompressive Strength of Fly Ash-Based Geopolymer Concrete With Crumb Rubber Partially Replacing Sand PDFJay PatelNo ratings yet
- Materials Today: Proceedings: A. El Machi, S. Mabroum, Y. Taha, A. Tagnit-Hamou, M. Benzaazoua, R. HakkouDocument7 pagesMaterials Today: Proceedings: A. El Machi, S. Mabroum, Y. Taha, A. Tagnit-Hamou, M. Benzaazoua, R. Hakkoulahcen essNo ratings yet
- Fabrication and Engineering Properties of Concretes Based On Geopolymers Alkali-Activated Binders A ReviewDocument64 pagesFabrication and Engineering Properties of Concretes Based On Geopolymers Alkali-Activated Binders A ReviewGuilherme HoffmanNo ratings yet
- Samad 2021 IOP Conf. Ser. Mater. Sci. Eng. 1144 012031Document9 pagesSamad 2021 IOP Conf. Ser. Mater. Sci. Eng. 1144 012031Srivvass ReddyNo ratings yet
- 1 s2.0 S2214785321043546 MainDocument9 pages1 s2.0 S2214785321043546 MainMANISHA SURVENo ratings yet
- Flyash ReviewDocument10 pagesFlyash Reviewhsajesh2011No ratings yet
- Buildings: Physical and Mechanical Properties of Fly Ash Based Geopolymer Concrete Compared To Conventional ConcreteDocument14 pagesBuildings: Physical and Mechanical Properties of Fly Ash Based Geopolymer Concrete Compared To Conventional ConcreteSrToshiNo ratings yet
- Journal of King Saud University - Engineering Sciences: J.E. Sani, P. Yohanna, I.A. ChukwujamaDocument8 pagesJournal of King Saud University - Engineering Sciences: J.E. Sani, P. Yohanna, I.A. ChukwujamalindauraNo ratings yet
- 1 s2.0 S221439122030297X MainDocument8 pages1 s2.0 S221439122030297X MainLaura GarcíaNo ratings yet
- Olomofe Temiloluwa Project Chapter 1 - 3Document11 pagesOlomofe Temiloluwa Project Chapter 1 - 3Charlotte WilsonNo ratings yet
- Applied Clay Science: Research PaperDocument12 pagesApplied Clay Science: Research PaperMohd Zain KangdaNo ratings yet
- Development of High Performance Concrete Using Industrial Waste Materials and NanosilicaDocument16 pagesDevelopment of High Performance Concrete Using Industrial Waste Materials and NanosilicaMarco Andrè C LNo ratings yet
- DownloadDocument10 pagesDownloadVeronica MaierNo ratings yet
- Soil Stabilization Study by Using Steel SlagDocument2 pagesSoil Stabilization Study by Using Steel SlagEditor IJTSRDNo ratings yet
- Base PaperDocument11 pagesBase Paperfahidaslam.psauNo ratings yet
- Gupta 2019Document11 pagesGupta 2019Shubham Sharma 664No ratings yet
- A Critical Review On Application of Alkali Activat - 2019 - Case Studies in ConsDocument13 pagesA Critical Review On Application of Alkali Activat - 2019 - Case Studies in Consjahremade jahremadeNo ratings yet
- Effect of Steel Reinforcement On The Minimum Depth-Span RatioDocument9 pagesEffect of Steel Reinforcement On The Minimum Depth-Span RatioAmin ZuraiqiNo ratings yet
- Drawings 11Document1 pageDrawings 11Amin ZuraiqiNo ratings yet
- Drawings 10Document1 pageDrawings 10Amin ZuraiqiNo ratings yet
- Drawings 9Document1 pageDrawings 9Amin ZuraiqiNo ratings yet
- Drawings 8Document1 pageDrawings 8Amin ZuraiqiNo ratings yet
- Falsework Design For Steel Girder Bridge Based On NDS and AASHTO SpreadsheetDocument6 pagesFalsework Design For Steel Girder Bridge Based On NDS and AASHTO SpreadsheetAmin ZuraiqiNo ratings yet
- Analysis of Statically Indeterminate Structures Clasical Methods Port SaidDocument112 pagesAnalysis of Statically Indeterminate Structures Clasical Methods Port SaidAmin ZuraiqiNo ratings yet
- Speed Trail From ET - BNI Third Line Section in Connection With Third Line ProjectDocument12 pagesSpeed Trail From ET - BNI Third Line Section in Connection With Third Line ProjectAmin ZuraiqiNo ratings yet
- حلب نضال شحادة كتاب أنفاقDocument314 pagesحلب نضال شحادة كتاب أنفاقAmin ZuraiqiNo ratings yet
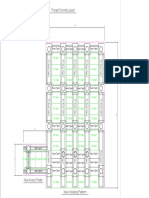
- Precast Concrete LayoutDocument1 pagePrecast Concrete LayoutAmin ZuraiqiNo ratings yet
- 2-Seismic Load, ChecksDocument60 pages2-Seismic Load, ChecksAmin ZuraiqiNo ratings yet
- Precast Beam Detail-1Document1 pagePrecast Beam Detail-1Amin ZuraiqiNo ratings yet
- Drawings 7Document1 pageDrawings 7Amin ZuraiqiNo ratings yet
- Dam & Its Construction (Civil Concepts)Document23 pagesDam & Its Construction (Civil Concepts)Amin ZuraiqiNo ratings yet
- Pile Muff Detail-1Document1 pagePile Muff Detail-1Amin ZuraiqiNo ratings yet
- Building For Well BeingDocument4 pagesBuilding For Well BeingAmin ZuraiqiNo ratings yet
- Six SigmaDocument41 pagesSix SigmaAmin ZuraiqiNo ratings yet
- Designing A Slab On GradeDocument4 pagesDesigning A Slab On GradeAmin ZuraiqiNo ratings yet
- Precast Slab DetailDocument1 pagePrecast Slab DetailAmin ZuraiqiNo ratings yet
- Funding StudyDocument106 pagesFunding StudyAmin Zuraiqi100% (1)
- Architectural 89Document1 pageArchitectural 89Amin ZuraiqiNo ratings yet
- Learning From Green Building 1Document3 pagesLearning From Green Building 1Amin ZuraiqiNo ratings yet
- Tilt Up Construction GuideDocument24 pagesTilt Up Construction GuideAmin ZuraiqiNo ratings yet
- Problem Solving SkillsDocument41 pagesProblem Solving SkillsAmin ZuraiqiNo ratings yet
- 10 TIPS TO SUCCESSFUL HOT WEATHER CONCRETING - Barton SupplyDocument3 pages10 TIPS TO SUCCESSFUL HOT WEATHER CONCRETING - Barton SupplyAmin ZuraiqiNo ratings yet
- Hashem CVDocument1 pageHashem CVAmin ZuraiqiNo ratings yet
- Thermal Power StationDocument35 pagesThermal Power StationAmin ZuraiqiNo ratings yet
- Architectural 80Document1 pageArchitectural 80Amin ZuraiqiNo ratings yet
- PROJECT-22-0306 -S الصرح التذكاري لمئوية تأسيس الدولة والحديقةDocument11 pagesPROJECT-22-0306 -S الصرح التذكاري لمئوية تأسيس الدولة والحديقةAmin ZuraiqiNo ratings yet
- Architectural 81Document1 pageArchitectural 81Amin ZuraiqiNo ratings yet
- P34 e Beam PowerpointDocument25 pagesP34 e Beam Powerpointomerbb100% (2)
- Jee-Mains Test Paper - 03Document21 pagesJee-Mains Test Paper - 03Apex Institute100% (1)
- Experiment 4.group3Document6 pagesExperiment 4.group3smobequilloNo ratings yet
- Nadcap HT ScopeDocument12 pagesNadcap HT ScopeMani Rathinam RajamaniNo ratings yet
- Handbook Kalium Karbonat PDFDocument12 pagesHandbook Kalium Karbonat PDFGyan PrameswaraNo ratings yet
- Periodic Project IPDocument11 pagesPeriodic Project IPevryanimationNo ratings yet
- Polytechnic SyllabusDocument1 pagePolytechnic SyllabusKumaravel SivamNo ratings yet
- Identification of The Substance/Mixture and of The Company/UndertakingDocument5 pagesIdentification of The Substance/Mixture and of The Company/UndertakingNisadiyah Faridatus ShahihNo ratings yet
- GLASSDocument7 pagesGLASSGatut SulianaNo ratings yet
- Salt Analysis-3 16/07/2021: Aim: To Analyze and Identify The Given SaltDocument2 pagesSalt Analysis-3 16/07/2021: Aim: To Analyze and Identify The Given SaltAryan PandeyNo ratings yet
- Fun With Chemistry WorksheetDocument23 pagesFun With Chemistry WorksheetSaroj ManSingh BasnyatNo ratings yet
- CHEE2001 Week 2 Tutorial SheetDocument2 pagesCHEE2001 Week 2 Tutorial SheetMuntaha ManzoorNo ratings yet
- Ceric Ammonium NitrateDocument2 pagesCeric Ammonium NitrateKarin A. Bravo EspinozaNo ratings yet
- ParaquatDocument15 pagesParaquatBayu RefindraNo ratings yet
- Metalscan Inspection Services Presents: Nondestructive EvaluationDocument15 pagesMetalscan Inspection Services Presents: Nondestructive Evaluationnaganathan100% (2)
- À Physical Examination: 3.flame TestDocument6 pagesÀ Physical Examination: 3.flame TestPushpreet HanspalNo ratings yet
- Chemical Bonding Ans Key 01 To 14 1661942715773 1673836727008Document9 pagesChemical Bonding Ans Key 01 To 14 1661942715773 1673836727008STUDENT ARYANo ratings yet
- Incident Analysis Simple (EDCDocument21 pagesIncident Analysis Simple (EDCAyoun Ul HaqueNo ratings yet
- Acids, Bases and BuffersDocument20 pagesAcids, Bases and BuffersEzekoko ChineseNo ratings yet
- CHNG 3014 - Safety Project (Ammonia Plant - Group 2) (5536)Document146 pagesCHNG 3014 - Safety Project (Ammonia Plant - Group 2) (5536)Alex LochaiNo ratings yet
- Investment CastingDocument36 pagesInvestment CastingokicirdarNo ratings yet
- Thermodynamics Is Defined As The Branch of Science That Deals With The RelationshipDocument8 pagesThermodynamics Is Defined As The Branch of Science That Deals With The Relationshipibro4khadNo ratings yet
- 1jee Soci enDocument42 pages1jee Soci enRahayuJaranImoetYukikoNo ratings yet
- Texas City Refinery Explosion ReportDocument10 pagesTexas City Refinery Explosion ReportNimra JalilNo ratings yet
- Basic Science JSS2Document2 pagesBasic Science JSS2taiwosammy123No ratings yet
- Exp 6Document4 pagesExp 6Rajesh SinghNo ratings yet
- ENSCO DS6 - Unit320P04DS6 - SNDS6320D - Mud Pump D - Abnormal - 25506970Document5 pagesENSCO DS6 - Unit320P04DS6 - SNDS6320D - Mud Pump D - Abnormal - 25506970mohamed hamedNo ratings yet
- Restorative Materials in Pediatric PatientsDocument69 pagesRestorative Materials in Pediatric Patientsdushyant999100% (1)
- 05.SOP For Storage and Use of Reagents & ChemicalsDocument4 pages05.SOP For Storage and Use of Reagents & ChemicalsBejoy Karim75% (4)
- Welding MachineDocument3 pagesWelding MachinetuanNo ratings yet