You might also like
- 16h Electrical 6zjDocument2 pages16h Electrical 6zjqwureyquweryNo ratings yet
- NCR Procedure Rev. 0Document8 pagesNCR Procedure Rev. 0Ganjar Dreadlocks NugrahaNo ratings yet
- SOP FPA and LPADocument15 pagesSOP FPA and LPASuresh Kumar Rana100% (1)
- Quality Control Procedure For SWGR & MCCDocument8 pagesQuality Control Procedure For SWGR & MCCMohan Babu VengalathuriNo ratings yet
- KON 8.2 QA PRO 0024 C1 Certification ProcedureDocument8 pagesKON 8.2 QA PRO 0024 C1 Certification ProcedureAlizamin SalmanovNo ratings yet
- 11.01.00 Calibration of Inspection Measuring and Test EquipmentDocument11 pages11.01.00 Calibration of Inspection Measuring and Test EquipmentSanjeev Reddy Kasula100% (1)
- 03 Welding Control Procedure - Asf QC WCP 001Document7 pages03 Welding Control Procedure - Asf QC WCP 001el_sharkawy2011100% (1)
- Quality Control ManualDocument15 pagesQuality Control ManualJBStringerNo ratings yet
- QUA-PRO-002-00 SOP For CalibrationDocument4 pagesQUA-PRO-002-00 SOP For Calibrationmrugeshj100% (1)
- Corporate MGT StrategyDocument469 pagesCorporate MGT StrategygabrielheroNo ratings yet
- SOP-10 Final Inspection ProcedureDocument3 pagesSOP-10 Final Inspection ProceduretriveshNo ratings yet
- Quality Control ProcedureDocument12 pagesQuality Control ProcedureZiya Ahmed100% (6)
- A6. Control of Nonconforming ProductDocument6 pagesA6. Control of Nonconforming ProductStanley MtamboNo ratings yet
- Total Quality Process Control for Injection MoldingFrom EverandTotal Quality Process Control for Injection MoldingRating: 5 out of 5 stars5/5 (1)
- Control of Nonconformance ProcedureDocument3 pagesControl of Nonconformance ProcedurehendrabudimanNo ratings yet
- IQWQ-CE1092-QPQAC-00-0004 - 0 -QUALITY CONTROL PROCEDURE FOR FIELD FEBRICATED TANKS罐安装质量控制程序 PDFDocument15 pagesIQWQ-CE1092-QPQAC-00-0004 - 0 -QUALITY CONTROL PROCEDURE FOR FIELD FEBRICATED TANKS罐安装质量控制程序 PDFAli MajeedNo ratings yet
- Qad Sop 129Document4 pagesQad Sop 129Hemendra DaveNo ratings yet
- QA-QC PlanDocument18 pagesQA-QC PlanSen IMO67% (3)
- SN-QC-SOP-042 SoP For Cleaning & Sanitization of Pharmaceutical FacilityDocument14 pagesSN-QC-SOP-042 SoP For Cleaning & Sanitization of Pharmaceutical Facilitydaizhussain004100% (1)
- ISO - Control of Inspection, Measuring & Test EquipmentDocument4 pagesISO - Control of Inspection, Measuring & Test EquipmentAlmario SagunNo ratings yet
- Quanta Jm3 Power Sequence Rev 02Document37 pagesQuanta Jm3 Power Sequence Rev 02u6k5lp l2y3z0No ratings yet
- Cleanroom Validation ProtocolDocument16 pagesCleanroom Validation ProtocolSandhyaRamakrishna100% (2)
- Damage ControlmanDocument400 pagesDamage ControlmanJoe100% (1)
- Apparel Inspection SOPDocument27 pagesApparel Inspection SOPHaiNgoc Nguyen100% (2)
- Establishing A CGMP Laboratory Audit System: A Practical GuideFrom EverandEstablishing A CGMP Laboratory Audit System: A Practical GuideNo ratings yet
- CS1 CarshowroomDocument11 pagesCS1 CarshowroomJessa Dynn Agraviador Velarde100% (1)
- Iso 3834 2 2021Document10 pagesIso 3834 2 2021Tuan Pham Anh50% (2)
- Swimming PoolDocument27 pagesSwimming PoolRex Li100% (2)
- Proficiency Testing 17020Document11 pagesProficiency Testing 17020ss1222100% (1)
- SA-QA-SOP-01 Rev 3 SOP For Quality Assurance 01 Oct 20 NewDocument6 pagesSA-QA-SOP-01 Rev 3 SOP For Quality Assurance 01 Oct 20 NewdwarakababuNo ratings yet
- TEC - OPS - Supra MT - 750-1250 - 62-61921-20 - Rev - ENGDocument501 pagesTEC - OPS - Supra MT - 750-1250 - 62-61921-20 - Rev - ENGJennyJudithRuizSanchez100% (1)
- Sample PT ProcedureDocument10 pagesSample PT ProcedureLarry Keating100% (2)
- Control of Quality Control ManualDocument25 pagesControl of Quality Control ManualWahyu HarisantoNo ratings yet
- The Laboratory Quality Assurance System: A Manual of Quality Procedures and FormsFrom EverandThe Laboratory Quality Assurance System: A Manual of Quality Procedures and FormsNo ratings yet
- Validation & Qualification of Dry Powder Mixers, Fluid Bed Dryer, Tray DryerDocument32 pagesValidation & Qualification of Dry Powder Mixers, Fluid Bed Dryer, Tray DryerPatricia Joyce Malabanan SunglaoNo ratings yet
- 10-Sec 5 - Exam & InspDocument3 pages10-Sec 5 - Exam & InspMo ZeroNo ratings yet
- 07-Sec 2 - OrganizationDocument5 pages07-Sec 2 - OrganizationMo ZeroNo ratings yet
- 4-SC Guidance - Draft 3Document13 pages4-SC Guidance - Draft 3mohammed goudaNo ratings yet
- 16-Sec 11 - Authorized InspectorDocument1 page16-Sec 11 - Authorized InspectorMo ZeroNo ratings yet
- Quality Control Manual: Field Assembly Control 15.1. ScopeDocument4 pagesQuality Control Manual: Field Assembly Control 15.1. Scopearif rhNo ratings yet
- Calibaration Procedure Rev3Document4 pagesCalibaration Procedure Rev3Zubair Ahmed KhaskheliNo ratings yet
- Section 7 - Examination and Inspection ProgramDocument4 pagesSection 7 - Examination and Inspection ProgramYasser Hammad MohamedNo ratings yet
- Mock Exercise Instructions For Fabricators of Steel BuildingsDocument8 pagesMock Exercise Instructions For Fabricators of Steel BuildingscarlosNo ratings yet
- Quality Inspection and Testing of Household Sewing Machines HeadDocument19 pagesQuality Inspection and Testing of Household Sewing Machines HeadHarshaDesuNo ratings yet
- 13-Sec 8 - NDEDocument3 pages13-Sec 8 - NDEMo ZeroNo ratings yet
- Section 4 - Organization and ResponsibilitiesDocument4 pagesSection 4 - Organization and ResponsibilitiesYasser Hammad MohamedNo ratings yet
- QC ManualDocument65 pagesQC Manualrichard nagassarNo ratings yet
- 12-Sec 7 - WeldingDocument5 pages12-Sec 7 - WeldingMo ZeroNo ratings yet
- Quality Control Manual: Company Name Address City, State, ZipDocument10 pagesQuality Control Manual: Company Name Address City, State, ZipMarco CandoNo ratings yet
- SRMCA Concrete Production Facilities Certification Program Checklist - Fifth Edition Rev Nov. 2013 PDFDocument23 pagesSRMCA Concrete Production Facilities Certification Program Checklist - Fifth Edition Rev Nov. 2013 PDFSumit OmarNo ratings yet
- QMP 8.2.4Document3 pagesQMP 8.2.4vernier11No ratings yet
- 15-Sec 10 - CalibrationDocument2 pages15-Sec 10 - CalibrationMo ZeroNo ratings yet
- Internal Quality Audit Checklist FOR Control of Monitoring & Measuring DevicesDocument0 pagesInternal Quality Audit Checklist FOR Control of Monitoring & Measuring DevicesalokjaseNo ratings yet
- Council Construction Specifications Part 19Document1 pageCouncil Construction Specifications Part 19Tanmay VegadNo ratings yet
- Installation of Panels, Cabinets and Field Junction Box: Method StatementDocument8 pagesInstallation of Panels, Cabinets and Field Junction Box: Method StatementRobe Caro100% (1)
- 42-E - Inspection Testing Maintenance of Smoke Control SystemsDocument7 pages42-E - Inspection Testing Maintenance of Smoke Control SystemsAfsaneh ghanbarianNo ratings yet
- 1.QP01 QCDocument6 pages1.QP01 QCpankaj bhargaveNo ratings yet
- Circular 14-02-9-1Document13 pagesCircular 14-02-9-1yemenNo ratings yet
- Mock Exercise Instructions For Fabricators of Simple BridgesDocument7 pagesMock Exercise Instructions For Fabricators of Simple BridgescarlosNo ratings yet
- 03-Sec III - Manual ControlDocument2 pages03-Sec III - Manual ControlMo ZeroNo ratings yet
- Cleaning ValidationDocument16 pagesCleaning ValidationBabu JadhavNo ratings yet
- Scope of Test and Inspection For Insulating WorkDocument5 pagesScope of Test and Inspection For Insulating WorkDineshNo ratings yet
- 00 Saip 12Document8 pages00 Saip 12aamirtec301No ratings yet
- Asphalting Procedure REV-0Document6 pagesAsphalting Procedure REV-0Saim KhanNo ratings yet
- QACON 05 Non Conformance and Corrective ActionDocument3 pagesQACON 05 Non Conformance and Corrective ActionKannan MurugesanNo ratings yet
- 15971Document6 pages15971xukaiauNo ratings yet
- CDC 32-00-059 Control GaugeDocument25 pagesCDC 32-00-059 Control Gaugejose corzoNo ratings yet
- Exhibit NQAME 06.01.01nuclear Document Distribution List TR01Document1 pageExhibit NQAME 06.01.01nuclear Document Distribution List TR01Mo ZeroNo ratings yet
- 16-Sec 11 - Authorized InspectorDocument1 page16-Sec 11 - Authorized InspectorMo ZeroNo ratings yet
- APQ-01 Audit PlanDocument1 pageAPQ-01 Audit PlanMo ZeroNo ratings yet
- NQAP-16.01 Corrective Action ProcedureDocument7 pagesNQAP-16.01 Corrective Action ProcedureMo ZeroNo ratings yet
- DC-01 Audit ReportDocument2 pagesDC-01 Audit ReportMo ZeroNo ratings yet
- Acl Apq 01Document2 pagesAcl Apq 01Mo ZeroNo ratings yet
- RealDocument1 pageRealMo ZeroNo ratings yet
- 14 V 02Document5 pages14 V 02Mo ZeroNo ratings yet
- 05-Sec V - ScopeDocument1 page05-Sec V - ScopeMo ZeroNo ratings yet
- RealDocument4 pagesRealMo ZeroNo ratings yet
- 20 V 08Document5 pages20 V 08Mo ZeroNo ratings yet
- 11 V 01Document5 pages11 V 01Mo ZeroNo ratings yet
- RCC Performance Test Sheet ModifiedDocument2 pagesRCC Performance Test Sheet ModifiedMo ZeroNo ratings yet
- Hyster-H5 0FTDocument16 pagesHyster-H5 0FTMo ZeroNo ratings yet
- Data Sheet: EnpplDocument2 pagesData Sheet: EnpplMo ZeroNo ratings yet
- 11 V 04abDocument5 pages11 V 04abMo ZeroNo ratings yet
- Data Sheet: EnpplDocument2 pagesData Sheet: EnpplMo ZeroNo ratings yet
- Modulate Action Datasheet Leser Type 431 433 327071Document20 pagesModulate Action Datasheet Leser Type 431 433 327071Mo ZeroNo ratings yet
- Data Sheet: EnpplDocument2 pagesData Sheet: EnpplMo ZeroNo ratings yet
- Global GPDocument2 pagesGlobal GPMo ZeroNo ratings yet
- Relief 5Document5 pagesRelief 5Mo ZeroNo ratings yet
- Data Sheet: EnpplDocument2 pagesData Sheet: EnpplMo ZeroNo ratings yet
- QW-171 Toughness Tests: (A) The Two Base Metals, or (B) The Weld Metal and The Base MetalDocument1 pageQW-171 Toughness Tests: (A) The Two Base Metals, or (B) The Weld Metal and The Base MetalMo ZeroNo ratings yet
- UCS-67 Impact Tests of Welding Procedures: ASME BPVC - VIII.1-2021 UCS-66 - UCS-67Document1 pageUCS-67 Impact Tests of Welding Procedures: ASME BPVC - VIII.1-2021 UCS-66 - UCS-67Mo ZeroNo ratings yet
- QW-290.5 Test Coupon Preparation and Testing.: ASME BPVC - IX-2021Document1 pageQW-290.5 Test Coupon Preparation and Testing.: ASME BPVC - IX-2021Mo Zero0% (1)
- TABLE 3 Impact Requirements For Grades 1, 3, 4, 6, 7, 9, 10, and 11Document1 pageTABLE 3 Impact Requirements For Grades 1, 3, 4, 6, 7, 9, 10, and 11Mo ZeroNo ratings yet
- Asme BPVC - Ii.a-2021 Sa-350/sa-350mDocument1 pageAsme BPVC - Ii.a-2021 Sa-350/sa-350mMo ZeroNo ratings yet
- 300 - F&D Head Design Tool Ver E4.01Document1 page300 - F&D Head Design Tool Ver E4.01Mo ZeroNo ratings yet
- An Integrated Approach For Mango Solid Waste UtilizationDocument5 pagesAn Integrated Approach For Mango Solid Waste UtilizationMo ZeroNo ratings yet
- Cost Evaluation StudyDocument29 pagesCost Evaluation StudyMo ZeroNo ratings yet
- Centrifuge DSC-103SD-HT24 (Manual)Document4 pagesCentrifuge DSC-103SD-HT24 (Manual)Bmet ConnectNo ratings yet
- Preliminary PlanningDocument34 pagesPreliminary PlanningAqilahHawaliana Mazelan100% (1)
- Company RequirmentDocument2 pagesCompany RequirmentJannatul Fardous LinaNo ratings yet
- SCM Authrization MatrixDocument14 pagesSCM Authrization MatrixPrashant KumarNo ratings yet
- Research Methodology ExamDocument46 pagesResearch Methodology ExamSrivani CoolNo ratings yet
- DPVC 09 PetrobrasDocument47 pagesDPVC 09 PetrobrasClaudia MmsNo ratings yet
- VAF BinderDocument109 pagesVAF BinderCarlosJosePerezCardona100% (1)
- BOQDocument8 pagesBOQkassembaalbakiNo ratings yet
- 3rd ICEEDM - 2016 - Bali-1 PDFDocument2 pages3rd ICEEDM - 2016 - Bali-1 PDFMutiara Puspahati CripstyaniNo ratings yet
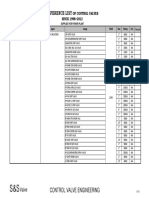
- Reference List of Power PlantDocument15 pagesReference List of Power PlantBudi PrihartonoNo ratings yet
- Tips and Tricks Vivid t8 Rev4Document126 pagesTips and Tricks Vivid t8 Rev4Roberta KalasauskaiteNo ratings yet
- Amcrest NV4432-HS User Manual V3.6.1 PDFDocument222 pagesAmcrest NV4432-HS User Manual V3.6.1 PDFPhil MartinNo ratings yet
- Research PMDocument11 pagesResearch PMapi-233810148No ratings yet
- Design EquationsDocument4 pagesDesign Equationsmurakami27No ratings yet
- UNCT Operations Management Team Terms ReferenceDocument2 pagesUNCT Operations Management Team Terms ReferenceSeichi Soriano100% (1)
- Patrick Tjahjadi: Junior Data Scientist/Software EngineerDocument2 pagesPatrick Tjahjadi: Junior Data Scientist/Software EngineerAnonymous Ja3EnHnrBNo ratings yet
- Finalexam SolutionsDocument8 pagesFinalexam SolutionsJonah BallNo ratings yet
- UntitledDocument6 pagesUntitledلازلت احلمNo ratings yet
- 53i SIP UserGuide Ma en 0702Document102 pages53i SIP UserGuide Ma en 0702aldillon101No ratings yet
- Sample Letter To ShareholderDocument1 pageSample Letter To ShareholderforcoolerNo ratings yet
- Lec#02 PDC - Design Aspects of A Process Control SystemDocument19 pagesLec#02 PDC - Design Aspects of A Process Control SystemqamarVEXNo ratings yet
- 3.25 Cu. Ft. Refrigerator: Instruction ManualDocument13 pages3.25 Cu. Ft. Refrigerator: Instruction ManualSede Caucasia de ADILABNo ratings yet