Professional Documents
Culture Documents
Saic-A-2001 Rev 62
Uploaded by
pradeepthalava97Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Saic-A-2001 Rev 62
Uploaded by
pradeepthalava97Copyright:
Available Formats
#
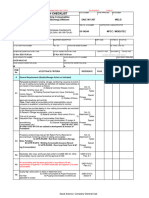
SAUDI ARAMCO ID/PIEU-31-Dec-2020 - REV.2020.12.00 (Standards Cutoff - Dec 31,2020) Rev 62 31-Dec-20
SAIC NUMBER DATE APPROVED QR NUMBER
SAUDI ARAMCO INSPECTION CHECKLIST
Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 31-Jan-21 MECH-
PROJECT TITLE WBS / BI / JO NUMBER CONTRACTOR / SUBCONTRACTOR
EQUIPMENT ID NUMBER(S) EQUIPMENT DESCRIPTION EQPT CODE SYSTEM ID. PLANT NO.
LAYOUT DRAWING NUMBER REV. NO. PURCHASE ORDER NUMBER EC / PMCC / MCC NO.
SCHEDULED INSPECTION DATE & TIME ACTUAL INSPECTION DATE & TIME QUANTITY INSP. MH's SPENT TRAVEL TIME
SAUDI ARAMCO USE ONLY
SAUDI ARAMCO TIP NUMBER SAUDI ARAMCO ACTIVITY NUMBER WORK PERMIT REQUIRED?
SAUDI ARAMCO INSPECTION LEVEL CONTRACTOR INSPECTION LEVEL
ITEM
ACCEPTANCE CRITERIA REFERENCE PASS FAIL N/A RE-INSP DATE
No.
Special Process Procedure Elements (Typical for "REVIEW PROCEDURE" type Special Process SAICs, See Notes)
A
Procedure is project specific, identifiable by Budget Item (BI) or Job Sch Q,
A1 Number, Contract Number & Project title & traceable to Quality
Plan. Para 3.1, 3.2
A) An approval section exists to document adequacy prior to use.
Sch Q,
B) Revision
A2
control section exists to document procedure changes.
Para 3.1, 3.2
(ISO 9001:2008, Para. 4.2.3a)
An attachment section exists listing applicable QC forms & records. Sch Q,
A3 (ISO 9001:2008,
Para. 4.2.4a) Para 3.1, 3.2
Sch Q,
Other sections for special process control procedures (per Sch Q)
A4
detail references, responsibilities, definitions & procedure reqmts.
Para 3.1, 3.2
The data tracking system(s) shall be maintained and kept current
and available for Saudi Aramco's review at all times. Contractor
shall provide an electronic copy of production weld data in a native
file format which data can be filtered by different values such as SAEP-1160,
Welder ID., date, weld type, NDE, etc. The data shall be available Section5.2
A5
on a daily basis for both current data and cumulative data. Data
shall be retrievable by date for any given day from commencement
of the work through project completion. At the end of the project the
archived records shall be submitted in accordance with contract
requirements.
General Requirements
Note 1: Use SAIC-A-2003 for specific Test package responsibilities & instructions
B
Note 2: Use SAIC-A-2009 for specific Testing Equipment requirements including Safety
Inspections
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
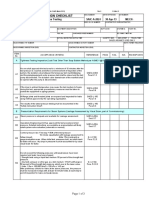
Procedure lists Pressure Test Package contents as follows:
• Reference "Approved" Pressure Test Procedure
• Pressure Test Diagram* which shall include the limits of piping
(including test manifold arrangement) & equipment included in each
pressure test, high points & low points (vent, drain), locations of
pressure gauges, test pressures, test temperature, test fluid, line SAEP-1160,
flushing reqmts & safety precautions (*Use a test symbol legend) Section 8
• Relief valve capacity, testing and installation
• Pressure gages and recorders calibration records See Note 1 &
• SA Safety Instruction Sheet (critical piping), Pressure Test Report
B1
• Copies of P&ID & ISOs of the piping system to be pressure tested
• Piping spools control sheet with NDT extent and results. SAIC-A-2003
• Pre-pressure test check List
• Re-instatement procedure and Check List
• Flange set completion documentation for permanent installations
• Identification of pressure testing SPC from contractor
• Lay-up method to be applied
• Verification of chemical dosing calculations when applicable
• Test manifold hydro test verification
Procedure (elements) detail GI-2.102 reqmts as follows:
• Pressure Test Diagrams (Use of Test Symbol Legend)
• Test manifold arrangement (GI-2.102 Att. 1 Sect. 5, SAIC-A-2009)
• Location of blind flanges & isolation valves
• Check Valve & sensitive instrument/equipment disposition
• Test limiting factor determination (SIS sheet/Component review)
• Location of test vents, fill points and drains
• Relief Valve capacity, quantity, sizes and set pressure adequacy
GI-2.102
• Test medium (water, treated water, lube oil, etc) and cleanliness
B2
• Test pressure duration and limitations
Para 5.1.2.5
• Special support requirements
• Test sequence (Controlled/staged pressure rise, 10-minute holds)
• Detailed Inspection & Test Crew responsibilities
during testing
• Safeguards (Personnel clearance, Barricades, signs, permits)
• Staged and safe filling, venting and disposal practices
• Additional personnel & Equipment (radio, signals) used for tests
• Safety Instruction Sheets (Completion & Review Responsibility)
Procedure Equipment section details requirements as listed:
• Relief Valve is tested/tagged with set pressure/date (7 day rule)
• Relief valve has adequate capacity (multiple relief for volume test) GI-002.102,
• No block valves exist in the relief valve inlet or outlet Attachment 1,
• Relief valve is located near test pump or medium supply Section 5
B3 • Two or more calibrated pressure gauges are used (30 day rule)
• Pressure gauges are properly located with block/bleed valves See Note 2 &
• Pressure gages at pump or supply are clearly visible to operator SAIC-A-
• Blowdown & Isolation valves exist on the test piping 2009
• Blowdown areas are designated for safety (Warning signs)
• Manifold is certified/tested to 1.2 times maximum test pressure.
Procedures for both hydrotests and service tests address safety
precautions provided in GI-0002.102 "Pressure Testing Safely".
Procedure states: A copy of GI-2.102 and the
SAES-A-004,
B4 approved pressure testing procedure shall be kept at test sites. Test
Section 5.6, 5.7
crews and those personnel responsible for pressure testing are
trained and aware of GI and procedural requirements to assure safe
pressure testing
Procedure states: Hydrostatic tests are scheduled as close as
possible to start-up date with minimal time between introducing test
water & commissioning the equipment. Hydrostatic tests and lay-up
procedure shall be designed to protect corrosion-susceptible matls.
SAES-A-007,
B5
Section9
Inspection strategies & plans are prepared and
agreed on prior to commencing fabrication and erection. System
testing & lay-up considerations shall be addressed (SAES-L-350,
Para. 17.2)
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
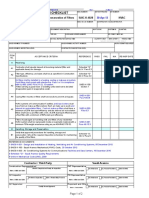
Definitions of various types of pressure tests are listed:
A) Hydrostatic Test, Leak Test, Pneumatic Test, Revalidation Test,
Service Test, Strength Test, Tightness Test (SAES-L-150, Sect. 4)
SAES-L-150,
B)
Section 4
If Valve Field Testing is included in procedure (see API 598), add:
B6
See also
Valve Shell Test, High-Pressure Closure Test, Low-pressure
Attachment 2
Closure Test & Backseat Test (SAES-L-108, Section 4.7.6)
Procedure clearly states differences
between test types
C Pipeline Pressure Testing Applications (Include in procedure if applicable per scope)
Pipeline Strength Tests for New Pipelines are detailed in
procedure and conducted as follows:
A) Strength Test pressure is limited by flanges
or valves in the line.
B) Strength Test pressure is calculated.
Hoop Stress (HS) at 90% of Specified Minimum Yield Strength
SAES-L-150,
(SMYS) of pipe's nominal wall.
C1 Sections 8.1 &
C) Strength Test pressure at low point
8.2
considers static head D) Strength test temperature
stresses are not above SMYS.
E) Strength test pressure is
maintained for two hours.
Procedure details calculation checks and responsibilities
Pipeline Tightness Test is conducted at 95% strength test
pressure immediately after completion of strength test:
A) The tightness test pressure is
maintained as long as required for the inspector to examine all
exposed joints. B) A 24- SAES-L-150,
C2
hour recorded tightness test is done when a pipeline is Section 8.3
buried/insulated, or partially buried/insulated for more than 300 m or
10% of its total length, whichever is less.
Procedure details Tightness Test
parameters
Revalidation Pressure Tests for Existing Pipelines are detailed
in procedure and calculations are checked as follows:
A) Test pressure is
determined (as applicable) as follows:
• minimum of 1.25 times MAOP (with 0.6 & 0.72 design factors) SAES-L-150,
C3
• minimum of 1.4 times MAOP (with 0.4 and 0.5 design factors) Section 8.4
B) The flange rating shall be taken into consideration when
calculating the test pressure. Work is per latest edition of SAEP-
310 requirements for the Repair & Maintenance of Pipelines.
Procedure details: Valve Field Pressure Test Applications, Test SAES-L-150,
C4 Facility, & considerations before, during, and after testing: Section 5 Para
5.11
On-Plot Piping Pressure Testing (Includes all Utilities, Firewater & Plbg References, SAIC-S-Checklists & SATRs)
D
Procedure has an On-Plot Piping Pressure Testing Matrix.
See Attachment 1. This shall cover all tests for On-Plot Define Test
activities and, when reviewed with the Pressure Testing Work scope
Specification, shall provide adequate instruction for Test Package &
D1
Development & On-Plot pressure testing & other related testing Specifications
activities including all Utilities (sewer, water), Firewater & Sch Q,
Plumbing systems. Provide Att IV, Table 2.1
clear On-Plot test boundaries & test reqmts.
Procedure states: A hydrostatic strength test shall be applied
to all newly constructed plant piping prior to initial operation per SAES-L-150,
D2
the applicable SA requirements and ASME B31.3 or ASME B31.1 Section 5.3
except as noted. (Detail Exceptions in procedure)
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
Procedure details: Valve Pressure Test Applications, Test
Facility, & considerations before, during, and after testing:
A) Applications include Field hydrotesting
per SAIC-L-2042 that follow SAES-L-108, API 598, & ASME B16.34
requirements. Valves require body & seat closure tests per SAES-L-
108, Sect. 4. B) SAES-L-150,
Valve Testing Facility meets SAIC-L-2031 (See Sections D & J). Section 5.11
D3 C) In-line testing of valves (body &
test, seat test restrictions & calcs) D) Post SAES-L-108,
Test draining, cleaning, inspection and preservation details shall be Section 4.7
included whenever valves without drains are tested in-line.
Valve Testing is included in
pressure testing procedure. See Att 2 (API 598 Definitions,
Considerations for Tests against Valve Seats, Post-Test Valve
cavity cleaning & inspection)
Sampling piping systems are pressure tested as an integral part
SAES-L-150,
D4 of the piping or equipment to which it is connected.
Section 5.6
SAES-L-150,
Lube and seal oil piping is strength tested in its own fluid at the
D5 Section 7
greater of 1.5 times design pressure or 100 psig (for 30 minutes).
Para 7.5.1
Underground process plant piping is tested as follows:
A) Prior to any backfilling for 2
hours minimum (Check 100% joints) SAES-L-150,
D6
B) If back-filling is required for Section 7.5.2
safety, there are two options:
• 100% of weld joints remain fully exposed during the 2 hour test
• 24-hour recorded test is performed if any weld joint is buried
For jacketed piping, the internal line shall be hydrotested according
to paragraph 7.1 of SAES-L-150. All field welds shall be visible for
leak detection during the hydrotest. The jacket shall be hydrotested
according to ASME B31.3. The maximum allowable external SAES-L-150
D7
pressure for the internal line shall not be exceeded during the jacket Para 7.4
pressure test. The differential pressure can be minimized by
pressurizing the
internal line.
Tie-In butt welds are detailed in hydrotest procedure as follows:
A) Tie-in butt welds (to new
or existing pipe) are strength tested
B) Strength Test Pressure is based on minimum SAES-L-150,
D8
Code requirements if the tie-in is to an existing system. Section 5.7
C) If a strength test is deemed impractical, it can be substituted with
a request of NDT in lieu of pressure testing as stipulated in SAES-
A-004 Section 5.
Instrument impulse lines are hydrotested only as follows:
A) Liquid test is performed when the test pressure is greater than
1000 psig. Air or nitrogen use is allowed up to 1000 psig.
B) Between root isolation valve & instrument isolation using treated
water (or approved fluid) at 1.25 times system design pressure.
SAES-L-150,
D9
Para 5.12
C) The test duration is not less than 30 minutes.
D) Instrumentation subject to damage from testing is disconnected.
E) When liquid is used in lieu of
air, lines are blown dry after test.
See Attachment 2 for related Flushing/Cleaning Methods
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
RETESTING of Piping systems that have already successfully
passed a pressure test require a second pressure test if/when:
A) Major Repair of Piping system subject to new
welding activity. Note: This includes
modifications & pressure boundary work.
B) Post-weld Heat Treatment (PWHT) is
SAES-L-150,
D10 specified for that line.
Section 5.8
Note: Seal welded threaded connections, non-pressure containing
welds to attachments (wear pads, etc) are exempt from retesting
unless the line is specified for PWHT.
Procedure details retesting reqmts &
responsibilities, and the Database has capability for tracking
such repairs.
Open-ended Piping (drains, vents & piping downstream of PZVs)
SAES-L-150,
D11 discharging directly to atmosphere (max internal pressure 10 psig)
Section 5.9
is not pressure tested. Test Package lists "Visual exam only".
Pressure Tests for Plumbing (SATIP-S-040, SATIP-S-060) are
detailed in procedure as follows:
A) Test entire hot or cold water supply
system (test & prove tight) under a water pressure of 1034 kPa (150
psig) for 4 hrs minimum. Note 1: Test all
piping within building from building isolation valve.
Note 2: Water distribution piping network (utility
piping from tankage) to building isolation valve & connected fire
hydrants are tested at 150 psig or 50 psig above maximum
operating pressure, whichever is greater.
Newly constructed water supply systems are
SAES-S-060,
disinfected per GI-0151.006, SA Sanitary Code, Chapter SASC-
D12 Para. 103.5.3.3
S-01. The procedure covers this as part of preparation
(treatment) B) Service Test
(Check for leaks) shall be performed on all new equipment
connected to water supply lines such as Water Heaters, Drinking
Fountains, etc. that are isolated from the 150 psi test. 6.3
Testing, Inspection and Backfilling
Gravity sanitary sewers, gravity sanitary sewer manholes and
sanitary sewer force mains shall be hydrostatically tested,
inspected, repaired and backfilled in
accordance with SAES-S-070. 8-2.2
(Addition) Disposal of water used for flushing and
testing the piping system shall be in accordance with GI-0432.000.
(rescinded)
Pressure Tests for Plumbing (SATIP-S-040, SATIP-S-060,
SATIP-S-070, SATIP-S-020) are detailed in procedure as follows:
A) Test
entire hot or cold water supply system (test & prove tight) under a
water pressure of 1034 kPa (150 psig) for 4 hrs minimum.
B) Test Gas Systems (welds &
joints accessible) with air, CO2, or nitrogen (Oxygen prohibited) at
SAES-S-060,
test pressure not less than 1-½ times maximum working pressure,
Para. 103.5.3.3,
but not less than 60 psi (413kPa) for a period of not less than thirty
(30) minutes. C) A low
D13 Para 1204.3.2,
pressure air test not exceeding 345 kPa (50 psig), & soap bubble
test shall be used to test sanitary drainage or plumbing system of
any building premises when there is reason to believe that it has
Para. 103.5.5.1
become defective (damaged during construction).
D) Service Tests (Gravity Tests) shall be
performed on all lines. newly constructed, have been repaired or
have otherwise become
contaminated, shall be thoroughly disinfected in accordance with
GI-0151.006,
Saudi Aramco Sanitary Code, Chapter SASC-S-01.
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
Pressure Tests for Plumbing (SATIP-S-040, SATIP-S-060,
SATIP-S-070, SATIP-S-020) are detailed in procedure as follows:
A) Test
entire hot or cold water supply system (test & prove tight) under a
water pressure of 1034 kPa (150 psig) for 4 hrs minimum.
B) Test Gas Systems (welds &
joints accessible) with air, CO2, or nitrogen (Oxygen prohibited) at
SAES-S-060,
test pressure not less than 1-½ times maximum working pressure,
Para. 103.5.3.3,
but not less than 60 psi (413kPa) for a period of not less than thirty
(30) minutes. C) A low
D14 Para 1204.3.2,
pressure air test not exceeding 345 kPa (50 psig), & soap bubble
test shall be used to test sanitary drainage or plumbing system of
any building premises when there is reason to believe that it has
Para. 103.5.5.1
become defective (damaged during construction).
D) Service Tests (Gravity Tests) shall be
performed on all lines. newly constructed, have been repaired or
have otherwise become
contaminated, shall be thoroughly disinfected in accordance with
GI-0151.006,
Saudi Aramco Sanitary Code, Chapter SASC-S-01.
E Service Test, Leak Test, Minor Repair & Other Applications (Include & detail Service Test limitations per scope)
In New Plants, Low pressure steel piping in water, instrument air,
plant air, inert gas (Nitrogen, etc.) & steam systems operating at
SAES-L-150,
E1 150 psig or lower are Service Tested (except FW systems).
Section 9.3
Vessel Trim & Sampling lines also receive a
Service test.
Service Test After Minor Leak Repairs (in Existing Facilities) is
detailed as follows in the procedure (as applicable per scope):
A) When small diameter threaded piping (in all services/pressures)
repairs are made, thread engagement and seal welding meets SAES-L-150,
E2
SAES-L-110 and NDE requirements, followed by Service Test. Section 9.1
Seal weld repairs are not
done on Sch. 40 galvanized joints
Service Test socket welded piping on Tie-in work & repairs (in
Existing Facilities) if Operations Engineering Unit determines
hydrostatic test is impractical & the following requirements are met:
SAES-L-150,
E3 A) A request of NDT in lieu of pressure testing is processed.
Section 9.2
B) Qualified welders and welding procedures are used.
C) Weld gap is verified & welding is witnessed by Operations Insp.
D) Welds are MT or PT tested (Operations Inspection choice).
Revalidation Tests in Existing Facilities ensure test pressures
are the minimum required by ASME B31.3. Actual wall thickness
readings (less than 30 days old) and verified flange rating is taken SAES-L-150,
E4
into consideration when calculating the test pressure. Section 7.6
F Pressure Testing of Hot Tap & Stopple Connection
Procedure* & Design Package* for Hot Taps & Stoppling
Use
F1 Connection Install.
SAIC-L-2090
Note: * Use latest Edition SAEP-311 (Safety).
Use
F2 Hot Tap/Stopple & Reinforcement Calculation Request-Form 7627
SAIC-L-2091
Pressure Testing (Hot Tap Installation)
a) Header + hot tap fitting or sticker(prior to repad installation)
Use
F3 b) Header+hot tap fitting+hot tap valve
SAIC-L-2095
c) Header+hot tap fitting+valve+hot tap machine (HOT TAP
APPLICATION)
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
Pressure Testing (Stopple Installation)
a) Header+Stopple fitting+hot tap valve (if used)
Use
F4 b) Header+Equalizing nipple+specialty fitting
SAIC-L-2095
c) Stopple fitting+hot tap valve/Sandwich valve+hot tap machine
(STOPPLING APPLICATION)
G Cleaning, Flushing, Water Treatment & Lay-up (Include applicable requirements into the procedure)
Assembled piping is cleaned/flushed per procedure prior to testing:
A) Water & Pneumatic flushing (SAES-L-350 App. A) See Att # 2
B) Pressurized Air Shock Blowing (PASB) per SAES-L-350 App. A
C) By a Pre-job agreed upon procedure accepted by Company (SA)
PMT, Proponent & Inspection representatives.
SAES-L-350,
G1
Section 15
See Attachment # 2. Cleaning and flushing methods are
incorporated into the procedure & test packages. Valve cavity
(low point) draining, drying, cleaning & reinspection measures
shall be detailed where no low point drains exist.
The general flushing medium is plant/ process water or raw water.
Fire water may be used where process water is not available. Sea
water is not acceptable. Water for hydrostatic test with pH less than
SAES-A-007
G2 6 and/or SRB counts greater than 10² per ml is unacceptable.
Section 6
Treat test fluid to control corrosion and bacteria when applicable.
Employ regular water
analysis, maintain certs and records.
Test Procedure details Lay-up & treatment of Hydrostatic Test
Water for Carbon & Low Alloy Steel systems as follows:
A) Follow 14-day rule with oxygen scavenger & 90-day rule with
biocide use in pipelines, use batching scrapers & nitrogen slug to
separate air from contacting treated water
SAES-A-007
G3 B) Lay-up per 60-day rule (14 days on exchangers)
Para 7.1
• Wet, Dry, Inert Gas & Ambient Methods are detailed in procedure
• Boiler Layup is per SAEP-1026, Other methods are CSD approved
Procedure can utilize SAES-A-007, Section 5 in entirety
Test Procedure details Lay-up & treatment of Hydrostatic Test
Water for Stainless (300, 400 series) systems as follows:
A) Chloride content of test water is tested/certified below 50 mg/L.
B) Treat test water with oxygen scavenger (4-day contact rule) SAES-A-007
G4
C) Treat test water with biocide (14-day contact Section 7.1
rule) and lay-up
• Wet, Dry, Inert Gas & Ambient (40% humidity limit) Methods
Procedure can utilize SAES-A-007, Section 6 in entirety
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
Special Test preparation requirements are met as follows:
A) Carbon steel atmospheric storage tanks are tested
with plant water (untreated) with all traces of water removed after
the test.
B) Potable water system test water is treated with chlorine or
sodium hypochlorite for disinfection (with dry or ambient lay-up).
C)
Water is untreated for completely internally coated/lined systems
SAES-A-007
G5 and no lay-up is required for non-metallic systems (e.g., PVC pipe).
Section 7
D) For Dry Gas & Refined Hydrocarbon
Product Pipelines, oxygen scavenger is added to test water, use
batching scrapers & nitrogen slug to separate contacting treated
water (Plant piping exempt)
• Lay-up by drying to dew point of -1°C for corrosion control or as
specified by proponent within 10 days after test & maintained dry.
Procedure can utilize SAES-A-007, Section 7 in
entirety
H Detailed Pressure Testing Procedure Requirements (Include applicable requirements)
Hydrotest (Pressure Test) Diagrams and procedures include the
limits of piping (including test manifold) and equipment included in
each hydrostatic test, test pressures, test temperature, test fluid,
line flushing requirements, and safety precautions.
SAES-A-004,
H1 Note: Pressure Test diagrams can consist of the following:
Section 5.6
• Marked P&IDs & Isometric drawings that use test symbol legend
• Copies of Manifold sketches and manifold test certificates.
• Procedure can allow multiple circuit testing (show jumper hoses)
Test manifolds are certified & tested to 1.2 times maximum test
pressure but not less than discharge pressure of test pump.
Manifold Test Report (Sketch & Certificate) is SAES-A-004
H2
required. The sketch lists detailed information/ratings of all Para 5.7.4
components. Manifolds receive unique numbers and records
are kept.
Procedure details isolation of test sections (checklist items):
A) Paddle blinds
or spectacle blinds isolate test sections.
B) Blind flanges, pipe plugs and caps
SAES-A-004,
H3 isolate test sections
Para 5.13
C) Block valve isolation is severely restricted &
supported by calcs. Fabricated
test implements are rated, marked & inspected
During the application of the test pressure, all in-line valves if not
used as test isolation valves are verified to be in an open position. SAES-A-004,
H4
Inspectors check valve Para. 6.1
lineup & position prior to testing.
Closed block valves (gate, globe, plug, and ball) may be used to
isolate equipment or piping sections (provided the valves are not
passing, otherwise the spectacle plate/blind shall be installed in the
closed position). If closed block valves are used in lieu of blinds,
provisions shall be made to ensure no overpressure can occur in
the system that is not being tested, due to possible leak through the SAES-A-004,
H5 valves. Section 5.13
When a block valve is used for isolating test sections, the differential
pressure across the valve seat shall not exceed the seat test
pressure during pressure testing and shall not exceed the rated seat
pressure during tightness test. Both sides of this valve shall be
protected by relief valves during the test.
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
Limiting Factors (test pressures on SIS Sheets/Test Report Forms)
are reviewed by Engineering & verified by Inspection as follows:
• Hoop stress in pipe (nominal wall less mill tolerance) of 90% of
Specified Minimum Yield Strength (SMYS) at test temperature.
• Flange pressure ratings (1.5xASME B16.5, etc round up 25 value)
• Valve pressure rating (1.5xASME B16.34 value, round up 25) SAES-L-150,
H6 • Test pressure (B31.3 Par. 345.4.2) is at least 1.5 x system design Section 7.1
Attachment 2
• Internal FBE Coating pressure rating is known, listed & considered
Ensure limiting factors are listed (SIS Sheets/test reports)
Prevent over pressurization & damage! See Excel Sheet 3
Components in new piping systems that interfere with filling,
venting, draining or flushing are not installed until after line flushing
& pressure testing are complete. (orifice plates, flow nozzles, sight SAES-A-004
H7
glasses, ventures, metering and other in-line equipment. Section 5.12.4
List items in procedure and on
reinstatement checklist
Sensitive Equipment excluded from Pressure Test is listed:
A) Rotating machinery, such as pumps, turbines and compressors;
B) Strainers and filter elements
C) Pressure relieving devices (rupture disks & relief valves)
D) Installed system gages where test pressure will exceed range
E) Equipment that cannot be drained & Instrument Devices.
SAES-A-004
H8 F) Other
Para 1.5.1
sensitive equipment designated by SA Inspector*
*Soft seated valves & control valves are installed
AFTER lines have been thoroughly flushed (SAES-A-004 Para
7.1.3)
List items in procedure and on reinstatement
checklist
Vent & Drain installations for testing purposes are as follows:
A) Vents are provided at all high points in the
piping system.
SAES-L-150,
H9 B) Drains are provided at all low points in piping system excluding
Section 6
submarine and buried pipelines. (Dead legs are not installed)
This is
a Pre-Hydrotest checklist item verified by Inspection
Relief valves of adequate capacity are set to relieve at 5% above
test pressure. Relief valve(s) are tested, dated, and tagged within
one week prior to the hydrotest for new construction projects.
SAES-A-004
H10
Para 5.7.1
Contractor maintains list of relief valves and has a SA
approved vendor or system to do weekly calibrations.
Inspectors witness relief valve calibrations
All joints (threaded, welded & flanged) are exposed for visual leak
SAES-L-150,
H11 detection during the strength test. External coating/priming of such
Section 7.3
joints is not allowed unless approved by ID Manager & Proponent
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
Test duration and hold times consider full inspection access via
scaffolding & manlifts as necessary to allow visual inspection of
100% of all joints including weep holes, 6mm drain holes in dummy
SAES-L-150,
H12 legs (required). Inspection time may exceed test times listed in SIS
Para. 7.2
sheets & Hydrotest reports (30 minute is a minimum).
Inspectors shall complete inspection before
tests are ended.
Temporary supports & other support considerations for above
ground piping installations during hydrotest are as follows:
A)
Where required to prevent damage to system
SAES-L-150,
H13 B) As highlighted in the
Section 6
approved hydrotesting procedure.
C) Expansion joints and spring hangers or spring supports are
to be provided with temporary restraints where needed to prevent
excessive travel or deformation under test loads.
Filling and pressurizing shall be done on the upstream side of check
valves in the system. The test fluid shall be injected at the lowest
point in the system to minimize entrapped air. When filling at the
lowest point is not practical, the Inspection Department/Operations SAES-A-004
H14
Inspection Engineering Unit shall be consulted. All vents shall be Section 6.1.1
opened during filling.
The pressure rise during a pressure test shall be gradual and under
control as specified in GI-0002.102 paragraph 5.2.3.
Disposal sites for the test fluid shall be reviewed and approved prior
to the hydrostatic test in accordance with SAEP-327 "Disposal of
Wastewater from Cleaning, Flushing, and Hydrostatic Tests". SAES-L-150,
H15
Section 10.3
Test water reuse is restricted to ensure
cleanliness & quality
After the test pressure is reached and before commencement of
inspection of the system, the isolation valve between the temporary
test manifold/piping and the piping/equipment under pressure test SAES-A-004,
H16
shall be closed & the test pump disconnected. (Use Bold Letters) Para. 6.1.2
Note: The isolation valve downstream of the manifold
shall then be opened after the pump has been disconnected.
Pressure gages & recorder requirements are listed as follows:
A) Calibration intervals do not exceed one (1) month.
B) Stickers (signed by Inspection) show latest calibration
date.
SAES-A-004
H17 C) Gages range for test pressures is 30 to 80% of full range.
Para 5.12.6
D) Two gages (accuracy of each within 5%) are used in testing.
E) When large systems
are tested, additional gages are required.
A current list of gauges (records) & cal due dates are kept.
A request to utilize NDT in-lieu of pressure testing shall be
submitted for approval. For under construction and existing
SAES-A-004,
H18 operating facilities, the request shall be submitted through SAIF and
Section 5.16.2
conditions in Appendix H shall be followed. For facilities under
construction, a sample request form is provided in Appendix H.
Hydrotesting (Sample Package & reinstatement):
I (Include/reference reinstatement as referenced
requirements that apply)
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
Test procedure details test package contents as follows:
• Sample Hydrostatic Test Diagram (see 8.01 above)
• Sample Pre-Hydrotest Checklist (sensitive equipment, line
flushing)
• Sample Relief Valve Data Sheets & Calibration Records
• Sample Pressure gage & recorders calibration records
• Sample Test Manifold Test Records (1.2 x maximum pressure)
SAES-L-310,
I1 • Sample SA Safety Instruction Sheet & Pressure Test Report Form
Section 19
• Sample copy of P&IDs used (test boundaries & symbols)
• Sample copy of Isometrics used (test boundaries & symbols)
• Sample Piping Spools Control Sheet with NDT extent & Result
• Sample Inspection & Test Plan Sheet (sign offs)
• Sample Re-instatement Check list (Re-instatement is in
procedure) Provide sample test package & procedure for SA
approval.
Removal of Test Components and reinstatement of items after
pressure testing is addressed in the procedure as follows:
A) All temporary items installed for testing purposes (manifolds,
valves, blinds, spacers, gaskets, supports, etc) are removed.
B) Components that interfered with system
filling/venting/draining & Sensitive Equipment (removed before
testing) are reinstalled. C) Items such SAES-L-310,
I2
as instrument air tubing, check valve discs that were disconnected Section 22
before testing shall be reconnected.
D) Isolation valves closed for test purposes
required to be in the open position for process reasons shall be
opened. E) If the valve
cavity has a drain, the cavity shall be drained. Test procedure
details test package contents as follows:
Procedure references and details the reinstatement effort
REMARKS:
Pressure Test Procedure (SAES-A-004 Definition): Information assembled to ensure all requirements listed in GI-0002.102 , all
referenced SA & Industrial standards are met. Per SAES-A-004 Definition, test packages are part of the Pressure Test Procedure.
Note This checklist provides a complete detailing of all Pressure Testing Applications/Requirements for SA Projects. See Attachment 1.
Hydrotest, Pneumatic and Soap Bubble Leak
Test*, Service Test, & Valve Testing, can be one (1) procedure (Pressure Testing). Small projects (less than 500 welds) do not
1 require a Database for tracking welds & test packages per SAEP-1160 requirements. *Note: Soap Bubble Leak
Test procedure (See SAIC-A-2005) shall meet ASME SEC V Article 10 & Appendix requirements.
Pressure Test Plan is submitted for Company review & contains the following 4 elements necessary to control the work:
1. Pressure Test Procedure (Including Test Package
Note Controls) 2.
Sample Hydrotest Package Per SAIC-2003 3.
Hydrotest Data Mgmt & Tracking Database per SAEP-1160
2 Small projects (less than 500 welds) do not require a Database for tracking welds & test packages per SAEP-
1160 requirements. 4. Pressure Testing Specification (Plant
Piping System Line Class List modified for Pressure test design)
Note
Pressure Testing Specification shows all systems, design factors and proposed system testing details including lay-up and
includes all Plant Piping Line classes including those for Utilities, Firewater System and Plumbing, to guide pressure test design and
test package development. Submit early on major projects as Pressure Testing is almost always Critical Path on Projects.
3
Note Section A relates to Procedure "Structure" & Sch Q specific Quality Goals such as: 1) Continuing Process Improvement (CPI) &
adoption of Best Practices 2) Meeting SA Standards 3) Ultimate Customer Satisfaction 4) Cost Savings through Quality.
This section is not repeated in other "Review Procedure" type special process checklists, yet is intended for all.
4
ATTACHMENTS: Attachment 1 - Pressure Testing Matrix for SA Projects
Attachment 2 - Pressure Testing Inspection Guide
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
REFERENCE DOCUMENTS:
1. Contract Schedule Q - Quality Assurance and Control, Inspection and Testing (Project Specific)
2. SA General Instruction Manual GI-002.102 Pressure Testing Safely
3. SAEP-1160 (18 August 2018) Tracking & Reporting of Welding, NDT & Pressure Testing for Capital Projects
4. SAES-A-004 (24 October 2018) General Requirements for Pressure Testing
5. SAES-A-007 (18 August 2019) Hydrostatic Testing Fluids and Lay-Up Procedures
6. SAES-L-108 (1 March 2015) Selection of Valves
7. SAES-L-150 (29 January 2018) Pressure Testing of Plant Piping and Pipelines
8. SAES-L-310 (05 May 2019) Design of Plant Piping
9. SAES-L-350 (27 February 2019) Construction of Plant Piping
10. SAES-S-010 (27 June 2018) Sanitary Sewers
11. SAES-S-020 (09 July 2019) Industrial Drainage and Sewers
12. SAES-S-030 (3 December 2017) Storm Water Drainage Systems
13. SAES-S-040 (2 July 2017) Saudi Aramco Water Systems
14. SAES-S-050 (01 March 2016) Sprinkler and Standpipe Systems in Buildings
15. SAES-S-060 (15 May 2016) Saudi Aramco Plumbing Code
16. SAES-S-070 (10 Feb 2019) Installation of Utility Piping Systems
17. SAEP-311 (2 July 2018) Installation of Hot Tapped and Stopple Connections (Use Latest Edition for Safety)
Contractor / Third-Party Saudi Aramco
Construction Representative* PMT Representative
Work is Complete and Ready for Inspection: T&I Witnessed QC Record Reviewed Work Verified
Name, Initials and Date: Name, Initials and Date:
QC Inspector PID Representative
Performed Inspection Work / Rework May Proceed T&I Witnessed QC Record Reviewed Work Verified
Name, Initials and Date: Name, Initials and Date:
QC Supervisor Proponent and Others
Quality Record Approved: T&I Witnessed QC Record Reviewed Work Verified
Name, Organization,
Name, Sign and Date:
Initials and Date:
*Person Responsible for Completion of Quality Work / Test Y = YES N = NO F = FAILED
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
SAUDI ARAMCO ID/PIEU-31-July-2019 - REV.2019.07.00 (Standards Cutoff - July 31,2019) Rev.2019.07.00 31-Jul-19
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 15-Dec-19 MECH-
Attachment 1 - Pressure Testing Matrix for On-Plot Piping (Incl. UG Utilities, FW & Plumbing)
ON-PLOT NEW B31.1 & B31.3 CODE PRESSURE PIPING (SATIP-A-004 Series)
SYSTEM TEST PRESS TEST CONSIDERATIONS & NOTES
&
Process As DURATION
Calculated* Piping Line Class List (Hydrotest Spec) lists all new process piping line classes (strength
30 mins (min) test required per code) with exceptions for Service Test and other tests as noted below. NDE in
Piping lieu of pressure test may be performed if requested & approved by SA Insp. Dept. Mgr.
Process requests per Sect 5 of SAES-A-004, and at a minimum, 30 days ahead of testing.
*Note: Unless limited by flanges, valves or other component (exceptions below), hydrostatic strength test pressures for every section of
new constructed line shall produce a hoop stress in pipe of 90% SMYS at test temperature. See Exceptions Below.
Lube & Seal Oil See Notes *Lube & seal oil piping is pressure tested with its own fluid at 1.5 times design pressure or 100
30 mins (min) psig, whichever is greater. Chemical cleaning precedes pressure testing. Joints shall be
Systems completely cleaned* (oil free) before testing. *Baby Powder works best to clean/dry joints
Note: Leaks are common, difficult to identify as "active" or "non-active". Perform preliminary tests to identify all leaks, especially at flanged
and threaded joints. When evaluating leakage, utilize clean dry cloths to identify "active" leaks for repair. Oil residue found after wiping the
joints (check low points carefully) is cause for clean and retest. Always wait a minimum of 30 mins after wiping joints before reevaluation.
Underground As Calculated A) Test prior to backfilling (all joints exposed) & maintain test pressure for a minimum 2 hrs. B)
A) Process See Notes Per SAES-S-070, Section 18, Underground Utilities are tested for a minimum of 4 hours.
Piping If justifiable (safety, back-filled line) a 24 hr recorded test (Chart Recorder) is reqd.
B) Utility Piping
Flare Lines See Notes Flare lines 24-inch NPS & larger with a design pressure of 75 psig or lower may be strength
30 tested pneumatically (75 psig is tested at 1.1 factor or 82 psig) per Para. 345.5 of ASME B31.3
(24" & mins (min)
above)
Note: Test limits shall be downstream of isolation valves (beyond PZVs & locked valves for equipment). Portions of the test may be less
than 24 inches from these valves to the flare header branch connection. Flare system Isolation Valves receive a pneumatic seat test at 5
psig in lieu of a high pressure seat hydrotest. Conduct this test on a weekend to minimize personnel exposure. Perform a stored energy calc
when requested by Company. Test limits utilize blind flanges at removed isolation valve locations. Follow Pneumatic Testing SATIP.
Vacuum Piping See Notes Tested to 1.5 times the differential external pressure, but not less than 15 psig.
30
mins (min)
Air & Inert Gas SERVICE TEST & Perform a preliminary soap bubble test at 5-10 psig after construction is complete & threaded
(150 psig Soap Bubble Test joints are checked for engagement (two full visible thread rule). Coordinate with Compressor
max) 30 and Receiver Service tests and final gasket installation.
mins (min)
LP Steam SERVICE TEST Coordinate with system Service tests and construction completion.
(60 psig max) 30 mins (min)
Weld-Plus-Ends Soap Bubble Leak Weld-Plus-Ends shall be subjected to a pneumatic pressure test of 5 to 10 psig in the annulus
(SAIC- Test at 5-10 psig between the gasket and the seal weld. It shall be examined for leaks using a soap solution.
A-2016)
Existing Plant As Calculated* For revalidation purposes of existing plant piping, the test pressure shall be minimum required
Piping 30 mins (min) by the Code ASME B31.3. The actual wall thickness of the piping and flange rating shall be
Incl. Tie-Ins determined and taken into consideration when calculating the test pressure. In case of flanged
tie-in connections, a flange tester is utilized to conduct hydrostatic testing of flange butt weld.
RETESTING See Notes Systems that already passed a successful pressure test require RETEST IF subjected to new
REQMTS welding activities (Modifications, repair to pressure boundary) OR IF PWHT is reqd*.
Note: Seal welds of threaded connections & Attachment welds of non-pressure containing parts, such as wear pads DO NOT REQUIRE
RETEST UNLESS THE LINE REQUIRES PWHT (Including attachment welds & seal welds to the pressure boundary).
REPAIR See Notes Every existing plant piping & pipeline, after repairs or alterations have been made that affect the
EXISTING integrity of the pressure containing parts, shall successfully pass a hydrostatic test. The test
PIPING pressure shall be in accordance with the requirements of the applicable code.
Note: SAEP-310 requirements apply as well for pressure testing after Repairs, Upgrades, Refurbishment, etc
Open-Ended EXEMPT, Drains, vents & piping downstream of pressure relieving devices that discharge directly to the
Piping VISUAL EXAMatmosphere (max internal pressure 10 psig) are EXEMPT from testing. Drain holes installed,
etc
Note: Test Package SIS Sheet shows design data & "EXEMPT" under required test pressure. Line(s) shall be visually examined.
Instrument As Calculated* Whether piping or tubing, between the root isolation valve and the instrument isolation shall be
Impulse Lines 30 mins (min) pneumatically pressure tested (air or nitrogen) at 1.25 X design pressure of the piping system
or process equipment to which it is connected. Test duration shall not be less than 30 minutes.
Note: Instrumentation that could be damaged due to the test shall be disconnected. When pneumatic test is not practical (pressure greater
than 1000 psig, physical configuration, etc.) test with liquid or water. (Flush, test & dry clean using a quality of water not harmful to lines).
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
SAUDI ARAMCO ID/PIEU-31-July-2019 - REV.2019.07.00 (Standards Cutoff - July 31,2019) Rev.2019.07.00 31-Jul-19
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 15-Dec-19 MECH-
Internally FBE As Calculated* For internally Fusion Bonded Epoxy (FBE) coated piping system, the test pressure shall not
Coated Lines 30 mins (min) exceed 5,000 psi for APCS 100, 101, 103 systems & 3,000 psi for APCS 102 System
Note: ALL Welding shall be completed (Design Issue), all internal coating and Holiday Testing PRIOR TO pressure testing.
Sampling Lines See Note Test as an integral part with the piping or equipment to which it is connected.
Vessel & Tank See Note Test separately (separate package) as required. Exemptions include sight glasses
Trim & other instruments. Strength or Service test associated piping based on service
(Piping)
Note: ALL Code Piping construction (in-situ) that is not VENDOR supplied shall be tested. Utility = Service Test, Process = Strength Test
Skid-Mounted EXEMPT IF TESTED BY 1. When testing with adjacent Lube oil system piping (no leaks = acceptance).
Piping (Vendor) VENDOR per 01-SAMSS-010 2. When code repairs are made to skid-mounted piping to correct
misalignment, physical damage or any modifications in-situ, pressure test the
(exceptions noted) affected spools.
FIELD HYDROTESTING OF NEW VALVES (SAES-L-108, Section 4.7 & SATIP-L-108 & SAIC-L-2042)
Test Location See Note Location shall be specified by proponent & PID approved. SAIC-A-2031 Sect. J
Field Testing of See Note All new valves designated for isolation service (as specified by the Proponent) shall
be subjected to high pressure hydrostatic seat test prior to installation in line.
New Valves
Exception See Note Low pressure pneumatic seat test at 5 psig shall be substituted for high pressure
hydrostatic seat test for flare system valves. Identify & Segregate Early!!!
Exemption See Note Buttweld & socketweld end valves in NPS 2 inches and smaller are exempt
Procedure See Note Test procedures, pressures, durations, & leakage acceptance criteria shall be
equal to those that the valves were originally purchased to. All resilient (soft)
(Checklist Item D4)
seated isolation valves shall have zero leakage. See SAIC-L-2042
Note: Proponent specifies those Line Classes and valves subject to field hydrotesting. Valves received shall be carefully identified & given a
unique ID number for installation into the correct Line Class based on visual verification of construction stamp. Valves shall be given a
unique ID & corresponding test report document upon receipt, Valve ID shall be controlled, documents transferred into appropriate Test Pkg
& Database (Piping System, Line Class, Line Number, Location) per SAEP-1160. Procedure identifies all critical aspects of Valve Testing
incl Receipt Inspection (internal visual exam by qualified Inspector), pressure test, ambient lay-up (corrosion protection per mfg instructions
& follow-up preservation reqmts) & segregation control to prevent "mixing valves". Controlled System for Valve Placement exists.
SPECIFIC TESTING REQUIREMENT SUMMARY (ALL SA APPLICATIONS PER SAES-L-150, Section 6)
6.1 Plant Piping - Pressure testing of On-Plot Plant Piping shall be per SAES-L-150. See Section D of this Checklist.
6.2 Cross-Country Pipelines - Pressure testing of cross country pipelines shall be per SAES-L-150. See Section C of this Checklist.
6.3 Pressure Vessels - Hydrostatic testing for new vessels (shop or field fab) shall be conducted as follows:
ASME Section VIII, D1 to SAMSS-004, Para 16.3.8.1. & ASME Section VIII, D2 to 32-SAMSS-004, Para 16.3.8.2
Hydrostatic testing for existing vessels shall be conducted per SAES-D-008, Paragraph 10.1.
Pneumatic test as approved by Insp Dept Mgr (UG-100 of ASME SEC VIII D1, OR T-4 of ASME SEC VIII D2)
6.4 Heat Transfer Equipment - Hydrostatic tests for existing equipment shall be per SAES-D-008.
For pneumatic testing, refer to same as above for Vessels (UG-100 of ASME SEC VIII D1, OR T-4 of ASME SEC VIII D2)
Boilers receiving Hydrostatic test (new, field fabricated boilers) shall be in accordance with 32-SAMSS-021.
Boiler pressure test After Repair or Alteration, refer to SAES-D-008 & National Board Insp Code, NB-23.
Boiler Hydrostatic test during T&Is shall be per test pressure as specified on boiler's safety instruction sheet.
Heater Tube (coil) Assy Hydrostatic test for new, field fabricated heater tube assembly shall be per 32-SAMSS-029.
Heat Exchanger Tube bundles removed from X-chgr (maintenance) get in-situ shell side test per SAES-D-108 prior to return to service
Fin Fan X-chgr is strength tested (as stamped) in-situ prior to final acceptance (new project), & whenever transported.
6.5 Tanks - For new, field fabricated tanks, & existing tanks, hydrostatic testing shall be per 32-SAMSS-006 for large, low pressure
welded tanks; or 32-SAMSS-005 for atmospheric steel tank, as applicable.
6.6 Fire Protection Systems - Pressure test new & existing fire protection systems (SAES-B-017, GI-1781.001).
6.7 Refrigerant Piping Systems - Refrigerant piping serving building air conditioning systems shall be tested according to the requirements
of SAES-K-001 and the Uniform Mechanical Code (UMC), Section 1520.
6.8 Potable Water Systems - Potable water piping inside buildings shall be tested per the reqmts of Uniform Plumbing Code (UPC).
Exceptions to UPC requirements are listed in SAES-S-060. THERE ARE 3 MAJOR EXCEPTIONS FOR INSPECTION AWARENESS
Potable water piping outside of buildings shall be tested per the requirements of
SAES-S-040 (SAES-S-070, Section 18).
6.9 Utility Piping Systems - Utility systems, including irrigation piping & water distribution mains, shall be tested per SAES-S-070, Sect 18
6.10 Industrial Drainage and Sewers - Industrial drainage and sewers shall be tested per SAES-S-020 (SAES-070, Section 18).
6.11 Sanitary Sewers - Sanitary sewer systems within buildings shall be tested per reqmts of the Uniform Plumbing Code (UPC).
Exceptions to UPC requirements are listed in SAES-S-060. THERE ARE 3 MAJOR EXCEPTIONS FOR INSPECTION AWARENESS
Sanitary sewer lines outside of buildings shall be tested in accordance with SAES-S-070 Section 18.
6.12 Storm Water Drainage Systems - Test per SAES-S-030 (SAES-S-070, Section 18) Note: Only OWS portions are tested.
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
SAUDI ARAMCO ID/PIEU-31-July-2019 - REV.2019.07.00 (Standards Cutoff - July 31,2019) Rev.2019.07.00 31-Jul-19
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 15-Dec-19 MECH-
6.13 Miscellaneous Building Services Piping - Steam & condensate piping outside the jurisdiction of ASME B31.3, heating & cooling
water piping, vacuum & compressed air system piping for building services shall be tested per ASME B31.9, Building Services Piping.
6.14 Gas Cylinders - Gas cylinders shall be tested per Saudi Aramco Bottled Gas Manual. (Application - New Labs, etc)
6.15 Valves - Valves shall be tested in accordance with SAES-L-108, Section 4.7
6.16 Non Metallic Piping - Such as RTR, Thermoplastic, PVC/UPVC & CPVC shall be tested per SAES-S-070, Section 18.
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
SAUDI ARAMCO ID/PIEU-31-July-2019 - REV.2019.07.00 (Standards Cutoff - July 31,2019) Rev.2019.07.00 31-Jul-19
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 15-Dec-19 MECH-
Attachment 2 - Saudi Aramco Pressure Testing Inspection Guide For Procedures
SAES-L-150 Pressure Testing Definitions
Hydrostatic Test: A pressure test conducted using water or other approved liquid as the test medium.
Leak Test: A pressure test to ensure tightness of flanged and threaded joints at
the test pressure. It is normally conducted before initial start-up & after T&Is. A leak test is different from
tightness test below.
Pneumatic Test: A pressure test conducted using air or other approved gas as the test medium or in
conjunction with liquid.
Revalidation Test: A pressure test performed to prove the integrity of existing pipelines or plant piping.
Service Test: A pressure test performed to prove the integrity of pipelines or plant piping using the service
fluid at the maximum attainable operating pressure.
Strength Test: A pressure test at an internal pressure determined in accordance with this standard and the
applicable Code* to verify the integrity of the piping systems for service at the design pressure.
Tightness Test: Pressure test to ensure piping system tightness (i.e., no
system leaks) at test pressure.
API 598 & SA Valve Pressure Testing Definitions
Shell (Body Hydrostatic) Test: A pressure test conducted using water or other approved liquid as the test
medium and applying pressure inside the assembled valve with the valve ends closed, the valve partially open
& any packing gland tight enough to maintain test pressure, thus testing the stuffing box.
High-Pressure Closure (Hydrostatic Seat) Test: A pressure
test conducted using water or approved liquid where pressure is applied successively to each side of the
closed valve with the other side open to atmosphere to check for leaks (measured in drops) at the atmospheric
side of the closure.
Low-Pressure Closure (Pneumatic Seat) Test: A pressure test conducted using air (5 psig
unless specified otherwise) where the pressure is applied successively to each side of the closed valve (Flare
system valves) with the other side open to atmosphere to check for leaks (measured in bubbles) at the
atmospheric side of the closure.
SAES-L-350 Appendix A (Cleaning Procedures)
Pneumatic flushing with dry air (dew point -1°C or less) or steam with a minimum exit velocity of 15 m/s.
Repeat flushing until cleanliness is verified by observing an absence of any solids impact on a polished metal
target at exit. Air Shock Blowing (PASB): Use PASB for initial cleaning for instrument air, plant air and as an
Pressurized
alternative method for initial cleaning of small bore pipe (less than 2 inch). Use PASB if there are problems
removing trapped liquid in the piping, or to verify cleanliness of small bore pipe where video inspection is
impossible or inadequate due to pipe dimension or configuration. Air shocking pressure shall never exceed
working pressure of the system and shall never be more than 810 kPa (115 psi). Safety precaution shall be
considered in consultation with Area Loss Prevention Division when this method is used. Repeat PASB until
cleanliness is verified by observing the absence of any solids impact on a polished metal target (mirror) at the
exit. Install double filters on air compressors & frequently drain water accumulation to ensure air quality &
prevent fouling of piping systems and instrumentation.
Water Flushing: Equipment sensitive to damage during water flushing shall be removed, blocked off or
isolated. A list shall be prepared and be part of the flushing procedure. Ball valves shall be flushed in fully
open position. All piping systems shall be flushed using high pressure [60.8 mPa (8.8 ksi) minimum] jet such as
rotating hose or rotating nozzle. Below 4", use High Velocity Water Flushing (HVWF). On systems where high
pressure jet flushing cannot be used due to complicated shapes and/or long runs use HVWF or slug flushing.
Water velocity shall be a minimum of 3 m/s. General flushing medium shall be plant/process/raw water. Fire
water is used where process water is not available. Sea water is not acceptable. When flushing stainless steel
lines, chloride ion content shall be less than 50 mg/L. After flushing, piping systems shall be completely
drained, dried to a dew point below -1°C and protected against corrosion. Valve Cavities (low points) without
drains shall be addressed in the procedure.
Mechanical Scrapers: Can be used under the condition that damage to the pipe interior surface shall not
occur.
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
SAUDI ARAMCO ID/PIEU-31-July-2019 - REV.2019.07.00 (Standards Cutoff - July 31,2019) Rev.2019.07.00 31-Jul-19
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 15-Dec-19 MECH-
Valve Considerations: Valve Cavities (low points) without drains shall be addressed in the test
procedure. Whenever any valve without a low point drain is tested in-line, steps shall be taken to
assure: 1) Complete draining of low points including the valve cavity after testing.
2) Complete removal of debris deposited during
flushing and filling. Demonstrate effectiveness of flushing to prevent debris accumulation in low points.
Reinspection after cleaning and examination of seating surfaces & performance of manufacturer
recommended preservation or corrosion control measures is one acceptable method. Contact CSD.
3) Corrosion Protection measures shall be per
SAES-A-007. Ambient lay-up of 400* Series (13Cr) trim valves, (Trim 1, 4, 6, 7, 8 & 8A) is prohibited
without
TEST WITH CSDISOLATION
approved corrosion
AGAINSTprevention
VALVE SEATS measures.
(CALCS) PER SAES-A-004, SECTION 7.3
Example 1: A typical Carbon Steel Class 150 # system (Proposed for hydrotest at 450 psi, limiting factor =
flange)
1. A test proposes isolatation against a closed valve (gate, ball or plug type). Valve has passed a body & seat
test.
2. Calculations are made to determine if a test against the valve seat is allowable per SAES-A-004, Section 7.3
• A 150 # steel gate valve (Refer to ASME B16.34, Group 1.1 Materials tables & Section 7 Pressure Testing &
API 598 Table 3 & Table 4) has working pressure design rating of 285 psi.
• Determine Valve body hydrotest value. Design x 1.5, round up to next 25 value (285 x 1.5 = 427.5 = 450 psi)
• Determine Valve Seat/Closure Test pressure. Design = 110% or 1.1 per API 598 Table 3 (285 x 1.1 = 313.5
psi).
• Determine hold
Resolution: time valve
Remove for seat test.
from Refer
line to API
for test, 598aTable
install 150# 4.blind
Closure test
flange &= 1 minute
proceed (valves
with test atto450
12”psi
NPS)Or,
reduce test pressure to 313 psi & list valve seat closure as ""limiting factor"" if valve cannot* be removed for
test (*justification
Example #2 (Spec & break
Company approval
between is required)
systems): CS Class 150 # system (hydrotest at 450 psi, limiting factor =
flange).
1. Test limit is at a 24” Class 300 # Ball Valve (spec break). Proposed test against valve in closed position.
Valve passed body/seat test.
2. Calculations are made to determine if a test against the valve seat is allowable per SAES-A-004, Section 7.3
• A 300 # steel ball valve (ASME B16.34, Group 1.1 Matls table & API 598 Tables 3 & 4) has working pressure
design rating of 740 psi
• Determine Valve body hydrotest value. Design x 1.5, round up to next 25 value (740 x 1.5 = 1,110 = 1125
psi)
• Determine Valve Seat/Closure Test value. Design x 110% or 1.1 per API 598 Table 3 (740 x 1.1 = 814 psi)
• Determine hold time for seat test. Refer to API 598 Table 4. Closure test = 2 minutes (valves 14” NPS & over)
Result: Allow
LIMITING30 minute
FACTOR hydro
CALCSat 450 psi. Isolation
(PREVENT valve is a Higher Class
OVERPRESSURIZATION (No seat overpressurization).
& POTENTIAL DAMAGE)
Inspectors: Upon receipt of test packages for new systems, Inspectors always review test packages (SIS
Sheets & Test Reports) for errors regarding limiting factor. An organized system of checks takes only minutes
per package.
• Reduce test pressures for metallurgy such as SS, CuNi, Ductile Iron (flanges, valves)
• Reduce test pressures for system limiting factors (flanges, valves, piping of large diameters, internal coatings)
Limiting Factors (test pressures on SIS Sheets/Test Report Forms) are reviewed by Engineering & checked
for:
• Flange pressure ratings (1.5xASME B16.5, etc round up 25 value)
• Valve pressure rating (1.5xASME B16.34 value, round up 25)
• Hoop stress in pipe (nom. wall less mill tolerance) of 90% of Specified Min. Yield Strength (SMYS) at test
temp
• Test pressure (B31.3 Par. 345.4.2) is at least 1.5 x system design & considers internal coating maximum
allowable service pressure (SAES-H-102 APCS system 100, 101, 103 = 5,000 psi --- APCS 102 = 3,000 psi)
Example #1: A CS 150 # Raw Water System 12LEOU (hydrotest at 450 psi per SIS, limiting factor = flange)
System has Fusion-bonded epoxy (FBE) internally coated piping & valves (check & gate) for corrosive water
service.
System (ISOs & SIS information match) Design Pressure = 190 psi at Design temperature of 100F. Piping is
shown on drawings to be API 5L, Gr B seamless pipe 24” Standard or .375” nominal wall, also 12” Standard or
.375” Pipe flanges are ASTM A 105, forged CS, per ASME 16.5. A 150 # gate valve in this service is Ductile
iron ASTM A395 epoxy lined body, Bolted Bonnet, ASTM B61/B62 bronze trim. A 150 # check valve in this
service is Ductile iron ASTM A395 epoxy lined body, Bolted Cover, ASTM B61/B62 bronze trim. Note: The
system test will cover three open gate valves, one check valve (internals removed for test), and one closed
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
SAUDI ARAMCO ID/PIEU-31-July-2019 - REV.2019.07.00 (Standards Cutoff - July 31,2019) Rev.2019.07.00 31-Jul-19
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 15-Dec-19 MECH-
Quick Calc Steps: 1. Do not accept a test in 150# system against a closed 150# valve (typical for all classes)
Do not accept the proposed test against a closed gate valve. Perform thorough review even after finding an
error.
2. Determine Flange Pressure ratings as follows:
• Pipe flg limiting factor per ASME B16.5 (Table 1-A, Mat'l Group 1.1 = ASTM A 105) Press Temp Rating Table
2-1.1
• Working pressure rating for Class 150 systems @ temp of 100 F = 285 psig (multiply value by 1.5 per Section
8.3)
• 285 x 1.5 = 427.5, round up to next increment of 25 = 450 psig (acceptable, as our listed limiting factor is 450
psi)
3. Determine Valve Pressure ratings by checking ASME B16.34 OR API 598 Table 2 & 3
Note: Class 150 Ductile Iron = 400 psig per Table 2 (shell test) & 250 psig (high
pressure seat closure test)
ACTIONS: Do not accept 450 psig test pressure. Class 150 valves (ductile iron) are tested to 400 psig (250 at
Formula
seat). for pressure isB)P Request
= t x 2S(0.9)(E) /D
a test pressure reduction to 400 psig and test limit revision & proceed with
S = Stress
review, evenValues
after 2from ASME B31.3 Table A-1 (API 5L Gr. B has a SMYS of 35,000) therefore S = 35,000
errors.
t = pipe thickness (nominal less 12.5 % mill tolerance for seamless pipe, less 0.10” for welded plate)
Therefore .375” x 87.5%, t = .328” for both 12” & 24” seamless pipe
P = unknown & E = Quality Factor from Table A-1A or Table A-1B (Quality factor for API 5L Seamless Pipe
is 1.00), therefore E = 1.00
D = outside diameter of piping (all sizes are considered in calcs), therefore 2 calcs will be performed, one for
24” and the other for 12”
Calc for 12” pipe ... P=.328 x (2)(35,000)(0.9) / 12 = 1,722.66 or 1,723 psi is rating for limiting factor for 12”
pipe
Calc for 24” pipe ... P=.328 x (2)(35,000)(0.9) / 24 = 861.33 or 861 psi is rating for limiting factor for 24”
pipe
Notice how pipe diameter affects pressure! Neither pipe size is near our 400 psi limiting factor
5.Check FBE internal coating spec (APCS 101) indicates pressure rating of 5,000 psi per SAES-H-002, not a
factor!
ACTION: Review Complete. Return test package to Engineering. Test pressure and arrangement are
unacceptable: 1. Test pressure of 450 psig is unacceptable as Ductile Iron Valves are rated for
400 psig.
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
SAUDI ARAMCO ID/PIEU-31-July-2019 - REV.2019.07.00 (Standards Cutoff - July 31,2019) Rev.2019.07.00 31-Jul-19
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 15-Dec-19 MECH-
Attachment 3 - Saudi Aramco Pressure Testing Inspection Guide For Procedures
OVER PRESSURIZATION ALERT FOR LATERALS
1. 100% HOLD POINT ON LATERAL BRANCH CONNECTION WELDS FOR COMPANY
VISUAL EXAMINATION OF ROOT ID. MEANS OF VISUAL EXAM MUST BE PROVIDED
(EXTENSION MIRROR / REMOTE VIDEO). USE WINDOW TECHNIQUE FOR ROOT
EXAM 2. LATERALS MUST RECEIVE
NDE ON ANY EXISTING / SUSPECT ROOT CONDITIONS TO PREVENT POSSIBILITY
OF FAILURE DURING PRESSURE TESTING. 3. FULL
ENCIRCLEMENT SLEEVES MUST REINFORCE ALL LATERALS.
4. LESSONS LEARNED (HAWIYEH FATALITY)
... NEVER ALLOW LATERALS ON ANY SYSTEM ABOVE CLASS 150# ... CALCS PER
ASME B31.3 Appendix H apply. Do not allow overpressurization. See acceptable
detail below. Angle may vary.
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
SAUDI ARAMCO ID/PIEU-31-July-2019 - REV.2019.07.00 (Standards Cutoff - July 31,2019) Rev.2019.07.00 31-Jul-19
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 15-Dec-19 MECH-
OVER PRESSURIZATION ALERT FOR LATERALS (60 Degree Lateral Branch Code Calc Example)
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
#
SAUDI ARAMCO ID/PIEU-31-July-2019 - REV.2019.07.00 (Standards Cutoff - July 31,2019) Rev.2019.07.00 31-Jul-19
SAUDI ARAMCO INSPECTION CHECKLIST SAIC NUMBER DATE APPROVED QR NUMBER
Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 15-Dec-19 MECH-
Saudi Aramco: Company General Use
# Saudi Aramco: Company General Use
You might also like
- Well Testing Project Management: Onshore and Offshore OperationsFrom EverandWell Testing Project Management: Onshore and Offshore OperationsNo ratings yet
- Saic A 2001Document21 pagesSaic A 2001GanesanNo ratings yet
- SAIC-A-2001 Rev 7Document23 pagesSAIC-A-2001 Rev 7shemeemtkmNo ratings yet
- SAUDI ARAMCO PRESSURE TESTING PROCEDURE REVIEWDocument27 pagesSAUDI ARAMCO PRESSURE TESTING PROCEDURE REVIEWNaushad AlamNo ratings yet
- Saudi Aramco Pressure Testing ProcedureDocument21 pagesSaudi Aramco Pressure Testing ProcedureDilshad AhemadNo ratings yet
- SAIC-A-2001 Rev 6 Review Procedure - Pressure Testing (All Applications)Document23 pagesSAIC-A-2001 Rev 6 Review Procedure - Pressure Testing (All Applications)pookkoya thangalNo ratings yet
- SAIC-A-2001 - Review Procedure - Pressure Testing (All Applications)Document13 pagesSAIC-A-2001 - Review Procedure - Pressure Testing (All Applications)walidNo ratings yet
- Saudi Aramco Inspection Checklist: Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 1-Dec-06 MechDocument30 pagesSaudi Aramco Inspection Checklist: Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 1-Dec-06 Mechரமேஷ் பாலக்காடு86% (7)
- Saudi Aramco Inspection Checklist: Verify Test Equipment (Safety Assessment) SAIC-A-2009 31-Dec-14 MechDocument4 pagesSaudi Aramco Inspection Checklist: Verify Test Equipment (Safety Assessment) SAIC-A-2009 31-Dec-14 MechpravinNo ratings yet
- SAIC-A-2001 Rev 3 Review Procedure Pressure Testing (All Applications)Document15 pagesSAIC-A-2001 Rev 3 Review Procedure Pressure Testing (All Applications)imrankhan2250% (2)
- Saudi Aramco Inspection ChecklistDocument3 pagesSaudi Aramco Inspection ChecklistDilshad AhemadNo ratings yet
- SAIC-A-2009 Rev 7Document4 pagesSAIC-A-2009 Rev 7sajidazmi.amuNo ratings yet
- Verify Saudi Aramco Test Equipment SafetyDocument6 pagesVerify Saudi Aramco Test Equipment SafetyEagle SpiritNo ratings yet
- SAIC-A-2005 Rev 8Document4 pagesSAIC-A-2005 Rev 8Syed ImranNo ratings yet
- SAIC-A-2009 Rev 6 Test EquipmentDocument5 pagesSAIC-A-2009 Rev 6 Test Equipmentpookkoya thangalNo ratings yet
- SAIC-A-2005 Rev 5 Leak TestDocument4 pagesSAIC-A-2005 Rev 5 Leak Testpookkoya thangalNo ratings yet
- Saic L 2002Document13 pagesSaic L 2002chidambaramNo ratings yet
- Saudi Aramco Inspection Checklist: Reqmts Are Listed in Attachment 1Document6 pagesSaudi Aramco Inspection Checklist: Reqmts Are Listed in Attachment 1sureshNo ratings yet
- Saic A 2005Document10 pagesSaic A 2005karthi51289No ratings yet
- 26 Saic A 2009Document5 pages26 Saic A 2009Naveed ShahNo ratings yet
- SAIC-A-2009 - Verify Test Equipment (Safety Assessment)Document4 pagesSAIC-A-2009 - Verify Test Equipment (Safety Assessment)walidNo ratings yet
- Saic A 2003Document17 pagesSaic A 2003karthi51289No ratings yet
- SAIC-L-2042 Rev 6 Field Hydrostatic Testing of Isolation ValvesDocument6 pagesSAIC-L-2042 Rev 6 Field Hydrostatic Testing of Isolation ValvesAhdal NoushadNo ratings yet
- SAIC-L-2092 Rev 7Document12 pagesSAIC-L-2092 Rev 7Jaseel KanhirathingalNo ratings yet
- Saudi Aramco flange inspection procedureDocument13 pagesSaudi Aramco flange inspection procedurebiplabpal2009No ratings yet
- SAIC-W-1307Document10 pagesSAIC-W-1307mathew.genesis.inspNo ratings yet
- Complete PackageDocument105 pagesComplete PackagesarangpuneNo ratings yet
- Saudi Aramco Inspection Checklist: Level - Magnetic Gauges / Switches-Material Receiving. SAIC-J-6302 1-Oct-05 InstDocument2 pagesSaudi Aramco Inspection Checklist: Level - Magnetic Gauges / Switches-Material Receiving. SAIC-J-6302 1-Oct-05 InstAdel KlkNo ratings yet
- SAIC-LT-2007 LeaK Testing-Vacuum BoxDocument3 pagesSAIC-LT-2007 LeaK Testing-Vacuum BoxKirubhakarPooranamNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection of Relief Valves SAIC-J-2006 24-Jul-18 MechDocument5 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Relief Valves SAIC-J-2006 24-Jul-18 Mechnisha_khanNo ratings yet
- Saudi Aramco Inspection Checklist: Flow - Positive Displacement Meter - Material Receiving SAIC-J-6108 1-Oct-05 InstDocument3 pagesSaudi Aramco Inspection Checklist: Flow - Positive Displacement Meter - Material Receiving SAIC-J-6108 1-Oct-05 InstAdel KlkNo ratings yet
- Saudi Aramco Test Report: SATR-B-6105 30-Oct-17 Inst Fire Alarm System - Manual Pull Station - Pre-Commissioning TestDocument2 pagesSaudi Aramco Test Report: SATR-B-6105 30-Oct-17 Inst Fire Alarm System - Manual Pull Station - Pre-Commissioning TestJagdishNo ratings yet
- SAIC-W-2009 Revw-Control of Weld Consum - On PlotDocument1 pageSAIC-W-2009 Revw-Control of Weld Consum - On PlotAnonymous S9qBDVkyNo ratings yet
- Saudi Aramco Inspection Checklist: Pressurization For Bubble Leak Test (Using Air, Inert Gas) SAIC-A-2023 30-Apr-17 MechDocument5 pagesSaudi Aramco Inspection Checklist: Pressurization For Bubble Leak Test (Using Air, Inert Gas) SAIC-A-2023 30-Apr-17 Mechkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Inspection of Leaks For Tightness Testing SAIC-A-2024 3-Jul-18 MechDocument3 pagesSaudi Aramco Inspection Checklist: Inspection of Leaks For Tightness Testing SAIC-A-2024 3-Jul-18 Mechkarthi51289100% (1)
- Saudi Aramco Inspection ChecklistDocument13 pagesSaudi Aramco Inspection ChecklistAli AhmedNo ratings yet
- SAIC W 2009 Revw Control of Weld Consum (EE) RLC FFDocument1 pageSAIC W 2009 Revw Control of Weld Consum (EE) RLC FFAnonymous S9qBDVkyNo ratings yet
- Saudi Aramco Test Report: Fire Alarm System - Control Panel - Pre-Commissioning Test SATR-B-6101 24-Jul-18 InstDocument16 pagesSaudi Aramco Test Report: Fire Alarm System - Control Panel - Pre-Commissioning Test SATR-B-6101 24-Jul-18 InstnadeemNo ratings yet
- SAUDI ARAMCO PNEUMATIC TEST CHECKLISTDocument5 pagesSAUDI ARAMCO PNEUMATIC TEST CHECKLISTkarthi51289No ratings yet
- SAIC-A-2013 Rev 6 Hydro PipeDocument6 pagesSAIC-A-2013 Rev 6 Hydro Pipepookkoya thangalNo ratings yet
- Controlling welding consumablesDocument9 pagesControlling welding consumablesMohammad RizwanNo ratings yet
- Engineering ProceduresDocument23 pagesEngineering ProceduresadammzjinNo ratings yet
- Saudi Aramco Inspection ChecklistDocument9 pagesSaudi Aramco Inspection ChecklistMainuddin AliNo ratings yet
- LV Controller Calibration Test ResultsDocument3 pagesLV Controller Calibration Test ResultsMa.socorro SaballaNo ratings yet
- SAUDI ARAMCO INSPECTION CHECKLIST FOR LEAK TESTINGDocument3 pagesSAUDI ARAMCO INSPECTION CHECKLIST FOR LEAK TESTINGpookkoya thangalNo ratings yet
- Dimensional Control ProcedureDocument22 pagesDimensional Control Proceduresilitonga3388100% (2)
- Fabrication of ManifoldDocument2 pagesFabrication of Manifoldsarangpune100% (1)
- Saudi Aramco Hydrotest Inspection ChecklistDocument5 pagesSaudi Aramco Hydrotest Inspection Checklistkarthi51289No ratings yet
- ARAMCO UT Inspection Checklist - SAIC-UT-2001Document6 pagesARAMCO UT Inspection Checklist - SAIC-UT-2001Anonymous hBBam1n100% (1)
- Saudi Aramco Inspection Checklist: Flow - Integral Orifice - Material Receiving. SAIC-J-6106 1-Oct-05 InstDocument2 pagesSaudi Aramco Inspection Checklist: Flow - Integral Orifice - Material Receiving. SAIC-J-6106 1-Oct-05 InstAdel KlkNo ratings yet
- Saudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Dec-09 WeldDocument19 pagesSaudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Dec-09 WeldIrshad IqbalNo ratings yet
- Saudi Aramco Inspection Checklist: Mech-Review Procedure - Lay-Up of Piping Systems or Vessels SAIC-A-2007 1-Dec-06Document23 pagesSaudi Aramco Inspection Checklist: Mech-Review Procedure - Lay-Up of Piping Systems or Vessels SAIC-A-2007 1-Dec-06ரமேஷ் பாலக்காடுNo ratings yet
- Saudi Aramco Inspection Checklist: Pressurization of Pneumatic Test (Strength & Service) SAIC-A-2020 3-Jul-18 MechDocument4 pagesSaudi Aramco Inspection Checklist: Pressurization of Pneumatic Test (Strength & Service) SAIC-A-2020 3-Jul-18 Mechkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Review of Flange Joint-Gasket Verification and Bolt Tightening ProcedureDocument2 pagesSaudi Aramco Inspection Checklist: Review of Flange Joint-Gasket Verification and Bolt Tightening ProcedureMAZHARULNo ratings yet
- Saic e 2010Document3 pagesSaic e 2010sureshNo ratings yet
- Satr J 6104Document5 pagesSatr J 6104Shahzad HussainNo ratings yet
- Saudi Aramco Inspection Checklist: Skid For Non-Hazardous Locations - Material Receiving SAIC-J-6020 24-Jul-18 InstDocument18 pagesSaudi Aramco Inspection Checklist: Skid For Non-Hazardous Locations - Material Receiving SAIC-J-6020 24-Jul-18 Instnisha_khanNo ratings yet
- Saudi Aramco Test Report: Power Transformer Tank - Jobsite Acceptance Test 3-Jul-18 Elect SATR-P-3911Document10 pagesSaudi Aramco Test Report: Power Transformer Tank - Jobsite Acceptance Test 3-Jul-18 Elect SATR-P-3911karthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Receiving, Storage, Handling and Preservation of Filters SAIC-K-4028 HvacDocument2 pagesSaudi Aramco Inspection Checklist: Receiving, Storage, Handling and Preservation of Filters SAIC-K-4028 HvacshahzadaNo ratings yet
- (TM) Ssangyong Manual de Taller Ssangyong Actyon 2013 en Ingles (1) - 101-200Document100 pages(TM) Ssangyong Manual de Taller Ssangyong Actyon 2013 en Ingles (1) - 101-200LUIS HERNANDO100% (1)
- Boiler Operation and MaintenanceDocument69 pagesBoiler Operation and MaintenanceGloria Hamilton100% (4)
- Visual Exam and Leak Testing ProceduresDocument4 pagesVisual Exam and Leak Testing ProceduresAMAL VISHNUNo ratings yet
- Furn svb10b enDocument4 pagesFurn svb10b enapi-279886039No ratings yet
- Well Integrity MaintenanceDocument164 pagesWell Integrity MaintenanceZool Hilmi100% (1)
- Service Manual: S/N 525011001 & Above S/N 525111001 & Above S/N 525211001 & Above S/N 525311001 & AboveDocument933 pagesService Manual: S/N 525011001 & Above S/N 525111001 & Above S/N 525211001 & Above S/N 525311001 & Abovenelsony100% (13)
- Leak Detection Compendium Pfeiffer VacuumDocument74 pagesLeak Detection Compendium Pfeiffer VacuumRAHUL CHAVANKENo ratings yet
- Paper Failure Weld JointDocument6 pagesPaper Failure Weld JointWildan HamdaniNo ratings yet
- Service Manual of Multi Outdoor Units High EfficiencyDocument65 pagesService Manual of Multi Outdoor Units High Efficiencyelshan_asgarov100% (2)
- M116A2 Military Trailer Manual Number TM 5 6115 632 14Document119 pagesM116A2 Military Trailer Manual Number TM 5 6115 632 14GreenMountainGeneratorsNo ratings yet
- XPI Fuel System: en-GBDocument26 pagesXPI Fuel System: en-GBclaudio100% (2)
- Troubleshooting Guide for Hydraulic, Mechanical & Electrical SystemsDocument99 pagesTroubleshooting Guide for Hydraulic, Mechanical & Electrical SystemsJoseph Emmanuel ParedesNo ratings yet
- 4.tipper Checklist OKDocument2 pages4.tipper Checklist OKPradeep SharmaNo ratings yet
- Gmv5 Fault CodesDocument38 pagesGmv5 Fault CodesLaurentiu Lapusescu100% (1)
- API 570 Study Notes PDFDocument25 pagesAPI 570 Study Notes PDFBoulHich BoulHichNo ratings yet
- Pamphlet 17 PDFDocument100 pagesPamphlet 17 PDFMorris MorrisonNo ratings yet
- CLG856H (GCIC 2 ZF Axle ZF210) OM 201910000-ENDocument190 pagesCLG856H (GCIC 2 ZF Axle ZF210) OM 201910000-ENManuel VenturaNo ratings yet
- Romo Et Al 2019Document10 pagesRomo Et Al 2019abril garciaNo ratings yet
- Operating and Service Manual: Bar Saw Felling HeadDocument136 pagesOperating and Service Manual: Bar Saw Felling Headvictor hernandezNo ratings yet
- KEYSTONE Butterfly and Rotary Valves SERIES 30,000Document20 pagesKEYSTONE Butterfly and Rotary Valves SERIES 30,000WormInchNo ratings yet
- 2214Document8 pages2214Ken ArokNo ratings yet
- 2440 Maintenance BookDocument92 pages2440 Maintenance BookMarcel Hayon100% (1)
- Motobomba SykesDocument144 pagesMotobomba Sykesmuahdib100% (1)
- Bulldog Air MotorDocument28 pagesBulldog Air MotorMauricio OchoaNo ratings yet
- Todays Technician Automotive Heating Air Conditioning Classroom Manual and Shop Manual 5th Edition Schnubel Test BankDocument10 pagesTodays Technician Automotive Heating Air Conditioning Classroom Manual and Shop Manual 5th Edition Schnubel Test Bankmatthewelmerwjxqf100% (24)
- Instruction Manual For Fuel Gas FilterDocument20 pagesInstruction Manual For Fuel Gas Filterroronoa_zorro11100% (2)
- LPG Bottling Plant Operation ProcessesDocument15 pagesLPG Bottling Plant Operation ProcessesmdashrafalamNo ratings yet
- Pralka Automatyczna Washing Machine: WMB 61221 PL PTM WMB 61021 PL PTMDocument33 pagesPralka Automatyczna Washing Machine: WMB 61221 PL PTM WMB 61021 PL PTMsnovovi1No ratings yet
- Butterfly Valve Leakage Test RigDocument8 pagesButterfly Valve Leakage Test RigBar Avait0% (1)
- Internal Leakeage Procedure Check 777GDocument3 pagesInternal Leakeage Procedure Check 777GJUAN PABLONo ratings yet