You might also like
- Metal Casting ProcessesDocument137 pagesMetal Casting ProcessesAditya KoutharapuNo ratings yet
- Week5 CastingDocument147 pagesWeek5 CastingYouness AITOUNYNo ratings yet
- Metal Casting Processes - 1 PDFDocument136 pagesMetal Casting Processes - 1 PDFRamkrishna SonavaneNo ratings yet
- Casting Slides 1-55Document55 pagesCasting Slides 1-55Asjad khanNo ratings yet
- Recent Advances in Sand CastingDocument25 pagesRecent Advances in Sand Casting9591007896No ratings yet
- MP PDFDocument197 pagesMP PDFSourabh LoharNo ratings yet
- 257 - Basic Manufacturing Processes-Ilovepdf-Compressed PDFDocument112 pages257 - Basic Manufacturing Processes-Ilovepdf-Compressed PDFsoul tunesNo ratings yet
- Advanced Metal CastingDocument98 pagesAdvanced Metal Castingavutu_kunduru100% (2)
- Metal CastingDocument40 pagesMetal CastingFahmi Sanji AlexanderNo ratings yet
- Basic Manufacturing ProcessesDocument60 pagesBasic Manufacturing Processesggrhg72No ratings yet
- Shop 160Document26 pagesShop 160Jasmin AhmedNo ratings yet
- GTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NeDocument401 pagesGTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NebmdbmdbmdNo ratings yet
- MT Casting Part 1Document115 pagesMT Casting Part 1Ahad RazzNo ratings yet
- Chapter 1 - Sand CastingDocument22 pagesChapter 1 - Sand Castingdizainer_cy67% (3)
- Metal Casting Technology: Digital Assignment 2Document11 pagesMetal Casting Technology: Digital Assignment 2Sanket GandhiNo ratings yet
- Crystals 12 00413Document15 pagesCrystals 12 00413Arnando PentaNo ratings yet
- Fundamentals of CastingDocument18 pagesFundamentals of CastingmutuajayNo ratings yet
- Foundary Lecutures NotesDocument257 pagesFoundary Lecutures NotesSUYASH GATKALNo ratings yet
- Foundry EngineeringsDocument257 pagesFoundry EngineeringsTilak MoundekarNo ratings yet
- Imp CastingDocument42 pagesImp CastingMRINAL MAGARNo ratings yet
- Metal CastingDocument23 pagesMetal CastingIntan Nurhaslinda100% (1)
- MP-I-Lecture No. 12-13-14Document50 pagesMP-I-Lecture No. 12-13-14Osaid AhmadNo ratings yet
- Metal Casting Technology: DR Srinivasan NarayananDocument95 pagesMetal Casting Technology: DR Srinivasan NarayananAkshita MuskanNo ratings yet
- Introduction To Casting ProcessDocument11 pagesIntroduction To Casting ProcessMuraliMohan0% (1)
- MODULE 1 - Sand CastingDocument115 pagesMODULE 1 - Sand CastingrishavrajbabaNo ratings yet
- Sand Casting: Alexander Decarli Kevin Shaw Katie GaffneyDocument21 pagesSand Casting: Alexander Decarli Kevin Shaw Katie GaffneyPratik PatilNo ratings yet
- Investment CastingDocument26 pagesInvestment CastingParesh Shrivastava100% (1)
- Casting Manufacturing Processes Fundamentals of Metal Casting Metals For CastingDocument47 pagesCasting Manufacturing Processes Fundamentals of Metal Casting Metals For CastingarobaidiNo ratings yet
- Found AryDocument401 pagesFound AryVraj PatelNo ratings yet
- Main Types of Casting Process in Manufacturing ProcessDocument3 pagesMain Types of Casting Process in Manufacturing ProcessENGINEER UsamaNo ratings yet
- Study Notes For Test 5: Tools SteelsDocument9 pagesStudy Notes For Test 5: Tools SteelsVy ThoaiNo ratings yet
- Metal Casting SeminarDocument30 pagesMetal Casting SeminarAshish Jadhav0% (1)
- Cast Iron ProcessDocument10 pagesCast Iron ProcessElvie Rose Imee EscabarteNo ratings yet
- Metallic Materials Casting and Sintering ProcessesDocument23 pagesMetallic Materials Casting and Sintering ProcessesgayeNo ratings yet
- Chpter 1 SandDocument9 pagesChpter 1 Sandsubhan sibghatNo ratings yet
- Alexander Decarli Kevin Shaw Katie Gaffney: SRJC Engr 45Document21 pagesAlexander Decarli Kevin Shaw Katie Gaffney: SRJC Engr 45Subhaschandra MarigeriNo ratings yet
- Production TechnologyDocument60 pagesProduction Technology2mohan7100% (2)
- CastingDocument18 pagesCastingAshok PradhanNo ratings yet
- Unit 1 Metal Casting ProcessesDocument115 pagesUnit 1 Metal Casting ProcessesMadhav MaheshwariNo ratings yet
- Lecture 1423455076Document199 pagesLecture 1423455076hsemargNo ratings yet
- Seminar HeraeusDocument91 pagesSeminar HeraeusArif Tirto AjiNo ratings yet
- Conventional CastingDocument7 pagesConventional CastingEmyl SantosNo ratings yet
- Casting NotesDocument36 pagesCasting NotesAndrews ArunothayanNo ratings yet
- Riser Casting ReportDocument47 pagesRiser Casting Reportganesh0% (1)
- Casting Processes1Document9 pagesCasting Processes1Ahsan RiazNo ratings yet
- Metal Casting - PRPC11Document110 pagesMetal Casting - PRPC11Keshav GargNo ratings yet
- Metal Casting ProcessDocument51 pagesMetal Casting ProcessKamalakanta Sahoo100% (1)
- Lecture JL Notes: Casting Basic Mechanical EngineeringDocument2 pagesLecture JL Notes: Casting Basic Mechanical EngineeringQuanta BosonNo ratings yet
- Advanced Metal Casting Technology (MAT515) Test One .Document18 pagesAdvanced Metal Casting Technology (MAT515) Test One .Bizuayehu TadesseNo ratings yet
- ME6352 Manufacturing Technolgy: Unit I Casting 8Document54 pagesME6352 Manufacturing Technolgy: Unit I Casting 8Aravind PhoenixNo ratings yet
- BCMEDocument35 pagesBCMErupanandaNo ratings yet
- Basic Mechanical EngineeringDocument70 pagesBasic Mechanical EngineeringHemachandran100% (6)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Mould & Core Material for the Steel Foundry: The Commonwealth and International Library: Foundry Technology DivisionFrom EverandMould & Core Material for the Steel Foundry: The Commonwealth and International Library: Foundry Technology DivisionNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Hand-Forging and Wrought-Iron Ornamental WorkFrom EverandHand-Forging and Wrought-Iron Ornamental WorkRating: 5 out of 5 stars5/5 (1)
- Engineering Materials 2: An Introduction to Microstructures, Processing and DesignFrom EverandEngineering Materials 2: An Introduction to Microstructures, Processing and DesignNo ratings yet
- CA2 (M1614) A (Odd Roll Numbers) MEC205 Name of Student: . Roll No.Document1 pageCA2 (M1614) A (Odd Roll Numbers) MEC205 Name of Student: . Roll No.bunnybond11No ratings yet
- A475217323 22724 28 2018 Unit-6Document32 pagesA475217323 22724 28 2018 Unit-6bunnybond11No ratings yet
- 1 LectureDocument56 pages1 Lecturebunnybond11No ratings yet
- SIP NeelanshuDocument31 pagesSIP Neelanshubunnybond11No ratings yet
- Unit 11 Practice AssessmentKEYDocument4 pagesUnit 11 Practice AssessmentKEYNahom DesalegnNo ratings yet
- R1600H 2014 PDFDocument20 pagesR1600H 2014 PDFJuan VisitaciónNo ratings yet
- Gmrt2100 Iss 4Document77 pagesGmrt2100 Iss 4lilbixxie95No ratings yet
- Roof-Top Air/Air For External Installation With Plug Fans and Scroll Compressors Cooling Capacity 30÷135kW Heating Capacity 29÷142kWDocument4 pagesRoof-Top Air/Air For External Installation With Plug Fans and Scroll Compressors Cooling Capacity 30÷135kW Heating Capacity 29÷142kWJohn SlorNo ratings yet
- Marco Cozzini Et Al - Scissors Mode of A Rotating Bose-Einstein CondensateDocument4 pagesMarco Cozzini Et Al - Scissors Mode of A Rotating Bose-Einstein CondensateLomewcxNo ratings yet
- Biology NEET - Embibe PDFDocument8 pagesBiology NEET - Embibe PDFrohith0% (1)
- OG&C 01 Plot Layout and Design For Air Circulation in LNG PlantsDocument10 pagesOG&C 01 Plot Layout and Design For Air Circulation in LNG Plantsธนพล มณีมัยNo ratings yet
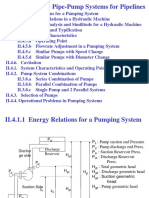
- Chapter II - 4 .1 Pipe-Pump Systems For PipelinesDocument54 pagesChapter II - 4 .1 Pipe-Pump Systems For PipelinesAli AlkassemNo ratings yet
- TUNING Dacia 1310 Cu Buget Redus - Carburator, Chiulasa - DaciaClub - Forum DaciaDocument9 pagesTUNING Dacia 1310 Cu Buget Redus - Carburator, Chiulasa - DaciaClub - Forum DaciaLeonardoNo ratings yet
- Volvo Penta Tad1642veDocument2 pagesVolvo Penta Tad1642veAditi DasNo ratings yet
- MECH 243 - Chapter 1Document51 pagesMECH 243 - Chapter 1liliane alamNo ratings yet
- Multi-Stage Flash DistillationDocument4 pagesMulti-Stage Flash DistillationJulius Magpantay100% (1)
- Full-Mold CastingDocument2 pagesFull-Mold CastingclubmailusNo ratings yet
- Self-Operated Pressure Regulators ANSI Version: T 2513 EN Type 41-23 Universal Pressure Reducing ValveDocument6 pagesSelf-Operated Pressure Regulators ANSI Version: T 2513 EN Type 41-23 Universal Pressure Reducing ValveagrovadoNo ratings yet
- Ph.D. Preliminary Examination: Design: 30 Kip/ft (Dead Load) 20 Kip (Earthquake Load) 5 FTDocument5 pagesPh.D. Preliminary Examination: Design: 30 Kip/ft (Dead Load) 20 Kip (Earthquake Load) 5 FTDavid YermianNo ratings yet
- Hyundai Beta, L4GCDocument140 pagesHyundai Beta, L4GCJesus VelardeNo ratings yet
- 3604 SMN-JWR PDFDocument7 pages3604 SMN-JWR PDFsaharaNo ratings yet
- Timing Drive Replace - Corsa DDocument32 pagesTiming Drive Replace - Corsa Dmarian85No ratings yet
- In Line Vs Cross Flow PDFDocument8 pagesIn Line Vs Cross Flow PDFakhmadmarufnurNo ratings yet
- BP Machinery ManualDocument332 pagesBP Machinery ManualPJ Apostol AlpacasNo ratings yet
- Honda EX5&AirBlade Kit EngDocument10 pagesHonda EX5&AirBlade Kit EngAppvn 2020No ratings yet
- Enerpac Pa 136Document8 pagesEnerpac Pa 136Vasile DumitruNo ratings yet
- SD2 PDFDocument34 pagesSD2 PDFSergio Arturo Gutierrez SalinasNo ratings yet
- Sampling Water From Closed Conduits: Standard Practices ForDocument11 pagesSampling Water From Closed Conduits: Standard Practices ForelenitabastosNo ratings yet
- Rotary Tattoo Machine Motors - Portescap PDFDocument3 pagesRotary Tattoo Machine Motors - Portescap PDFMister KennyNo ratings yet
- Swing Check Valve - Grooved: Technical FeaturesDocument1 pageSwing Check Valve - Grooved: Technical Featuresioan cristian cotorobaiNo ratings yet
- K03s Fitting / K03s DIY Guide / How To: Oil FilterDocument28 pagesK03s Fitting / K03s DIY Guide / How To: Oil FilterJorge Luis DislaGonzalezNo ratings yet
- 2005 by Joel A. ShapiroDocument14 pages2005 by Joel A. ShapiroGerman ChiappeNo ratings yet
- 1.1.2 Dynamics 00-10Document5 pages1.1.2 Dynamics 00-10Murray PhysicsNo ratings yet
- Manual Transmision 0DL PDFDocument216 pagesManual Transmision 0DL PDFCarlos Garcia Godoy100% (1)