You might also like
- Маркін лр1 трибологіяDocument5 pagesМаркін лр1 трибологіяDanyil MarkinNo ratings yet
- Звіт 1 Коваль ВладиславDocument8 pagesЗвіт 1 Коваль ВладиславВлад Коваль ІПЗ-11No ratings yet
- Kursovoy Proekt Po AD PrimerDocument56 pagesKursovoy Proekt Po AD Primervasiliy vasilievichNo ratings yet
- Методичні вказівки до практичнихDocument62 pagesМетодичні вказівки до практичнихe7789843No ratings yet
- РГР Каранда ОЕ-01Document24 pagesРГР Каранда ОЕ-01Каранда МарияNo ratings yet
- ЛР№1Document6 pagesЛР№1nikitagriaznov2005No ratings yet
- lb 4 звітDocument7 pageslb 4 звітКатерина БогачоваNo ratings yet
- Фізика лаб№7 Федина.КІ 12 PDFDocument6 pagesФізика лаб№7 Федина.КІ 12 PDFМаксим ФединаNo ratings yet
- Лаба 4Document4 pagesЛаба 4byngalax3No ratings yet
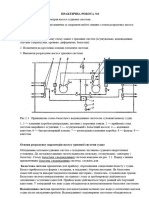
- ПРАКТИЧНА РОБОТА 1Document6 pagesПРАКТИЧНА РОБОТА 1mibox316abNo ratings yet
- 21 ДЦ ВРЛК 02-01-01Document2 pages21 ДЦ ВРЛК 02-01-01kasyanenkoigor1965No ratings yet
- ТП практика АНАЛІЗ ДЕТАЛІ НА ТЕХНОЛОГІЧНІСТЬDocument7 pagesТП практика АНАЛІЗ ДЕТАЛІ НА ТЕХНОЛОГІЧНІСТЬepizot02No ratings yet
- РГР Каранда ОЕ-01Document24 pagesРГР Каранда ОЕ-01Каранда МарияNo ratings yet
- Redactor2, 10Document9 pagesRedactor2, 10Maksym KharchenkoNo ratings yet
- лекция 4Document6 pagesлекция 4Юлия БондарNo ratings yet
- Л.Б.№2 Левченко М А 212-спDocument8 pagesЛ.Б.№2 Левченко М А 212-спworkatsea2023.v3No ratings yet
- Л.Б. №3. Левченко М А 212-спDocument6 pagesЛ.Б. №3. Левченко М А 212-спworkatsea2023.v3No ratings yet
- SDA-1 MetodichkaDocument58 pagesSDA-1 MetodichkafofofofofoofofooefwfNo ratings yet
- Лаб. 6 ДворянчиковDocument10 pagesЛаб. 6 ДворянчиковkfqfrkgpkfNo ratings yet
- ПР3 Тех. Осн.Document2 pagesПР3 Тех. Осн.lyashkomaksim64No ratings yet
- Маркін МІ-01 ПР5 ОАВDocument10 pagesМаркін МІ-01 ПР5 ОАВDanyil MarkinNo ratings yet
- Problems Mechanics Gen PhysDocument212 pagesProblems Mechanics Gen PhysvladNo ratings yet
- Маркін МІ-01 ПР5 ОАВDocument10 pagesМаркін МІ-01 ПР5 ОАВDanyil MarkinNo ratings yet
- 2 - Довгань - Курсова - МС (2) - копіяDocument30 pages2 - Довгань - Курсова - МС (2) - копіяВалерия ВойтаNo ratings yet
- 2 Довгань Курсова МС - КопіяDocument30 pages2 Довгань Курсова МС - КопіяВалерия ВойтаNo ratings yet
- GovnoDocument13 pagesGovnoprtfnxNo ratings yet
- метрологія і стандартизаціяDocument9 pagesметрологія і стандартизаціяahmatova5marinaNo ratings yet
- Гажа 4 3Document5 pagesГажа 4 3ТА-12ГажаМаксимNo ratings yet
- ПО 5Document7 pagesПО 52vwqp2zsqpNo ratings yet
- ЛР1 - Вимірювання густини (1) №Document6 pagesЛР1 - Вимірювання густини (1) №kovalcukkirill46No ratings yet
- ДА22 Жадько CWDocument37 pagesДА22 Жадько CWmykytasuzikNo ratings yet
- 2Document9 pages2Соломія ЛесівNo ratings yet
- Lab 2 Prog DoneDocument11 pagesLab 2 Prog DoneМарк МузыкаNo ratings yet
- ЛР1 - Вимірювання густини (1) %%Document6 pagesЛР1 - Вимірювання густини (1) %%kovalcukkirill46No ratings yet
- Навч. пос.ДM.ГорбатенкоDocument97 pagesНавч. пос.ДM.Горбатенкоrobotnitskiy03No ratings yet
- LB 5Document8 pagesLB 5Катерина БогачоваNo ratings yet
- обч мат4Document5 pagesобч мат4YaroslavaNo ratings yet
- ЛБ2 - ЕіБ 065Document3 pagesЛБ2 - ЕіБ 065ChuchupakaNo ratings yet
- +ПР4 Будова Та Принцип Роботи Різального Обладнання СтараDocument3 pages+ПР4 Будова Та Принцип Роботи Різального Обладнання СтараВася КривенкоNo ratings yet
- ПР14Document12 pagesПР14Дмитро ОденецьNo ratings yet
- 2 - Довгань - Курсова - МС - копіяDocument30 pages2 - Довгань - Курсова - МС - копіяВалерия ВойтаNo ratings yet
- ПР 5Document6 pagesПР 5Роман ДудникNo ratings yet
- Фізика лаб№24Document3 pagesФізика лаб№24Максим ФединаNo ratings yet
- ЛР№3 - ПКПЗDocument7 pagesЛР№3 - ПКПЗДима МоскалюкNo ratings yet
- Áí 3Document3 pagesÁí 3ertgdNo ratings yet
- ПР6 12Document2 pagesПР6 12sonka2939 kotaraNo ratings yet
- Лабораторна робота №8Document5 pagesЛабораторна робота №8fedorchykmvNo ratings yet
- 49 68Document5 pages49 68Ideal InternationalNo ratings yet
- Масиви c с++ОдновимірніDocument20 pagesМасиви c с++Одновимірніthegreatryuk2005No ratings yet
- «ПАЛИВНА АПАРАТУРА ДВЗ» Методичні вказівки до практичних занять студентів освітньої програми «Автомобільний транспорт»Document13 pages«ПАЛИВНА АПАРАТУРА ДВЗ» Методичні вказівки до практичних занять студентів освітньої програми «Автомобільний транспорт»ivanksuaNo ratings yet
- Лабораторне - заняття - №1 - Левченко М. А. - 212 - сп -Document8 pagesЛабораторне - заняття - №1 - Левченко М. А. - 212 - сп -workatsea2023.v3No ratings yet
- Вертикальне Планування Майданчика Полягає в Виїмці Грунту 1Document9 pagesВертикальне Планування Майданчика Полягає в Виїмці Грунту 1branitskiy.andreyNo ratings yet
- Лабораторне заняття №1 Мироненко Данило 212 сп 3Document10 pagesЛабораторне заняття №1 Мироненко Данило 212 сп 3workatsea2023.v3No ratings yet
- Лаб№6 - Войтенко I-01Document4 pagesЛаб№6 - Войтенко I-01Ярослав Олександрович ВойтенкоNo ratings yet
- Методичка практичні МЕ - 2024 - АтюторDocument13 pagesМетодичка практичні МЕ - 2024 - Атюторeliza.puzachNo ratings yet
- It-фінанси Практика 3Document16 pagesIt-фінанси Практика 3Sophia JurkovetsNo ratings yet
- ОП 3Document10 pagesОП 3Максим БезносNo ratings yet
- Довгань Курсова МСDocument19 pagesДовгань Курсова МСВалерия ВойтаNo ratings yet
- формули ТТНDocument8 pagesформули ТТНzhenya zalupkoNo ratings yet
- Метод "Шість сигм: Підвищення якості та стабільності вашого бізнесуFrom EverandМетод "Шість сигм: Підвищення якості та стабільності вашого бізнесуNo ratings yet
- Робоча программа КраматорскDocument68 pagesРобоча программа КраматорскАндрей ГулькоNo ratings yet
- Zhovt DerevoobrobkaDocument35 pagesZhovt DerevoobrobkaАндрей ГулькоNo ratings yet
- ПОРТФОЛІО В ПРОФЕСІЙНІЙ ДІЯЛЬНОСТІ ЛЮДИНИDocument23 pagesПОРТФОЛІО В ПРОФЕСІЙНІЙ ДІЯЛЬНОСТІ ЛЮДИНИАндрей ГулькоNo ratings yet
- 15350 - Відкритий урок з праціDocument19 pages15350 - Відкритий урок з праціАндрей ГулькоNo ratings yet
- Відкритий урок (методика)Document19 pagesВідкритий урок (методика)Андрей ГулькоNo ratings yet
- Практикум Допуски 2023Document60 pagesПрактикум Допуски 2023Андрей ГулькоNo ratings yet
- план по допускамDocument2 pagesплан по допускамАндрей ГулькоNo ratings yet
- Конспект лекцій з дисципліни - Допуски та технічні вимірюванняDocument37 pagesКонспект лекцій з дисципліни - Допуски та технічні вимірюванняАндрей ГулькоNo ratings yet
- обкатка программаDocument16 pagesобкатка программаАндрей ГулькоNo ratings yet
- 10. Рожанський Андрiй Дмитрович ЗАВДАННЯ (для дипломної роботи)Document2 pages10. Рожанський Андрiй Дмитрович ЗАВДАННЯ (для дипломної роботи)Андрей ГулькоNo ratings yet
- кондитерDocument31 pagesкондитерАндрей ГулькоNo ratings yet
- Rozdil Vykhovna Robota Zvit Pro Provedennia Tyzhnia Bezpeky Dorozhn Oho Rukhu Dlia SaytuDocument5 pagesRozdil Vykhovna Robota Zvit Pro Provedennia Tyzhnia Bezpeky Dorozhn Oho Rukhu Dlia SaytuАндрей ГулькоNo ratings yet
- НАВКОЛИШ СЕРЕДОВDocument97 pagesНАВКОЛИШ СЕРЕДОВАндрей ГулькоNo ratings yet
- РАЗБОРКА ДВС Охл смазкаDocument9 pagesРАЗБОРКА ДВС Охл смазкаАндрей ГулькоNo ratings yet
- ДЛЯ ККЗDocument1 pageДЛЯ ККЗАндрей ГулькоNo ratings yet
- Типы кузовов авто (1) .ru.ukDocument31 pagesТипы кузовов авто (1) .ru.ukАндрей ГулькоNo ratings yet