You might also like
- KPS method statement for concrete worksDocument14 pagesKPS method statement for concrete worksWufei Chang95% (21)
- Scope of Work for Pipeline InstallationDocument10 pagesScope of Work for Pipeline InstallationAsongwe HansNo ratings yet
- Dehiwala Site Method StatmentDocument5 pagesDehiwala Site Method StatmentUpali KarunarathneNo ratings yet
- Precast Substructure SpecificationDocument7 pagesPrecast Substructure SpecificationTimothy CruseNo ratings yet
- Precast Concrete Technician Study GuideDocument37 pagesPrecast Concrete Technician Study Guidefree4bruceNo ratings yet
- 014 - G.I Duct, Accessories and FittingsDocument14 pages014 - G.I Duct, Accessories and FittingsJomy JohnyNo ratings yet
- China Harbour Roof Waterproofing MethodDocument18 pagesChina Harbour Roof Waterproofing MethodYash Sharma100% (6)
- Specification For PEB Works For FactoriesDocument9 pagesSpecification For PEB Works For Factoriesamrkipl100% (2)
- Butterfly Damper InstallationDocument5 pagesButterfly Damper InstallationRepl microsoft, PuneNo ratings yet
- Method Statement of Diesel Generator-Rev 00Document8 pagesMethod Statement of Diesel Generator-Rev 00midhun muraliNo ratings yet
- ERECTION STEEL STRUCTURE PROCEDUREDocument12 pagesERECTION STEEL STRUCTURE PROCEDUREBalakrishna ChowdaryNo ratings yet
- Piping Work Method For Fuel Oil Pipe Fabrication Installation and TestingDocument7 pagesPiping Work Method For Fuel Oil Pipe Fabrication Installation and Testingsamsul maarif100% (1)
- MS For Installation of TilesDocument6 pagesMS For Installation of TilesImho TepNo ratings yet
- Scope of Comminioning TeamDocument24 pagesScope of Comminioning TeamAzam Khan100% (1)
- Work Method StatementDocument7 pagesWork Method StatementBOUZAIDANo ratings yet
- Quality Management RequirementsDocument4 pagesQuality Management Requirementschristopher mendozaNo ratings yet
- QC PROCEDURESDocument37 pagesQC PROCEDURESRen Salazar100% (2)
- Quality Control Procedure For SWGR & MCCDocument8 pagesQuality Control Procedure For SWGR & MCCMohan Babu VengalathuriNo ratings yet
- Annex 1 - The Conditions and Payment of Fees For The ServicesDocument21 pagesAnnex 1 - The Conditions and Payment of Fees For The ServicesSuntech Testing Limited STLNo ratings yet
- Precast ConcreteDocument10 pagesPrecast ConcreteIm ChinithNo ratings yet
- Method Statement of Bored Piles 21Document40 pagesMethod Statement of Bored Piles 21Dharma Pratap LamgadeNo ratings yet
- Cast-In Place Conc - Quality Control ProcedureDocument11 pagesCast-In Place Conc - Quality Control ProcedureYash Sharma100% (3)
- Method Statement - Block WorkDocument27 pagesMethod Statement - Block WorkVignesh MaheshNo ratings yet
- (05727) - Precast Concrete Technician Study GuideDocument37 pages(05727) - Precast Concrete Technician Study GuideTharach JanesuapasaereeNo ratings yet
- MS Manhole ChambersDocument24 pagesMS Manhole ChambersAbdul Muneer PalapraNo ratings yet
- Erection Steel Structure ProcedureDocument15 pagesErection Steel Structure ProcedureOussama Sissaoui100% (1)
- Method of Statement For Bus DuctDocument11 pagesMethod of Statement For Bus DuctTalha AltafNo ratings yet
- Section 1009299793821Document36 pagesSection 1009299793821mayursanap7324No ratings yet
- MORT&H Specification (5th Revision)Document701 pagesMORT&H Specification (5th Revision)Saumya Banerjee92% (25)
- ملف ممتاز عن الرشاشاتDocument13 pagesملف ممتاز عن الرشاشاتakram husseinNo ratings yet
- LBS 007 LRED RAMS MEP HVAC 03 (Method Statement For Ventilation Fan)Document10 pagesLBS 007 LRED RAMS MEP HVAC 03 (Method Statement For Ventilation Fan)faizan khanNo ratings yet
- Method Statement FOR Raft Concrete: 1.0 Scope of Works 2.0 References 3.0 ResponsibilitiesDocument12 pagesMethod Statement FOR Raft Concrete: 1.0 Scope of Works 2.0 References 3.0 ResponsibilitiesJHONALIZANo ratings yet
- Installation of GI Duct, Volume Dampers and Access DoorDocument20 pagesInstallation of GI Duct, Volume Dampers and Access DoorvinodkumarNo ratings yet
- HAC-10143-MS-CIV-001-Method Statement For Cast in Place ConcreteDocument10 pagesHAC-10143-MS-CIV-001-Method Statement For Cast in Place ConcreteHema playsNo ratings yet
- 1x115 MW HFD FIRED POWER PLANT PROJECT Thakurgaon MS PC Pile2Document11 pages1x115 MW HFD FIRED POWER PLANT PROJECT Thakurgaon MS PC Pile2mijanur rahmanNo ratings yet
- 05 Spec Works Spec For PVD Installation 08 Sept 20Document15 pages05 Spec Works Spec For PVD Installation 08 Sept 20Ahmed MahmoudNo ratings yet
- Sump Pump Method of StatementDocument10 pagesSump Pump Method of StatementKhaled NaguibNo ratings yet
- Standard Operating Procedure - Civil WorksDocument7 pagesStandard Operating Procedure - Civil WorksKaavi Maharaj100% (1)
- Uow009699 Building Elements Commissioning StandardDocument28 pagesUow009699 Building Elements Commissioning StandardstarykltNo ratings yet
- Quality Installation ProcedureDocument20 pagesQuality Installation ProcedureRıdvan UyarNo ratings yet
- Method Statement Gypsum BoardDocument6 pagesMethod Statement Gypsum Boardsajin100% (1)
- Method StatementDocument9 pagesMethod Statementtmopeli3130No ratings yet
- Method Statement Concrete workDocument5 pagesMethod Statement Concrete workjherzel90No ratings yet
- Method Statement LV Distribution Boards InstallationDocument9 pagesMethod Statement LV Distribution Boards InstallationAnandu Ashokan100% (1)
- Method Statement LV Distribution Boards Installation PDF FreeDocument9 pagesMethod Statement LV Distribution Boards Installation PDF Freetristan guarinoNo ratings yet
- Method Statements Civil by AL HAJRI CORPORATIONDocument156 pagesMethod Statements Civil by AL HAJRI CORPORATIONBhavanishankar ShettyNo ratings yet
- 7.method Statement BlockworkDocument3 pages7.method Statement Blockworkشاز إياسNo ratings yet
- 2 NIT TFC TechnicalSpecifications Vol1part2Document321 pages2 NIT TFC TechnicalSpecifications Vol1part2Universal CargoNo ratings yet
- M.S Concrete Works For SLABSDocument26 pagesM.S Concrete Works For SLABSMohamed GamalNo ratings yet
- Lps-01-Hti-Mst-Me-024 - Fan Coil UnitDocument12 pagesLps-01-Hti-Mst-Me-024 - Fan Coil UnitJomy JohnyNo ratings yet
- PP13 00 y QNQ Gam 043 0 PDFDocument22 pagesPP13 00 y QNQ Gam 043 0 PDFRıdvan UyarNo ratings yet
- METHOD STATEMENT - Floor Drain & FCO InstallationDocument5 pagesMETHOD STATEMENT - Floor Drain & FCO InstallationGerlie Dimayuga100% (2)
- Well Testing Project Management: Onshore and Offshore OperationsFrom EverandWell Testing Project Management: Onshore and Offshore OperationsNo ratings yet
- Chemical and Process Plant Commissioning Handbook: A Practical Guide to Plant System and Equipment Installation and CommissioningFrom EverandChemical and Process Plant Commissioning Handbook: A Practical Guide to Plant System and Equipment Installation and CommissioningNo ratings yet
- Successful Instrumentation and Control Systems Design, Second EditionFrom EverandSuccessful Instrumentation and Control Systems Design, Second EditionRating: 4.5 out of 5 stars4.5/5 (10)
- 7) Set 3 Bi PT3 (Answer) PDFDocument4 pages7) Set 3 Bi PT3 (Answer) PDFTing ShiangNo ratings yet
- NASA: 181330main Jun29colorDocument8 pagesNASA: 181330main Jun29colorNASAdocumentsNo ratings yet
- The Tale of Sweet-Friend and Ali-NurDocument2 pagesThe Tale of Sweet-Friend and Ali-NurJomarie Siason Sumagpao100% (1)
- Pathways Rw1 2e U7 TestDocument9 pagesPathways Rw1 2e U7 TestGrace Ann AbanteNo ratings yet
- STPDocument32 pagesSTPvishakha_rm2000No ratings yet
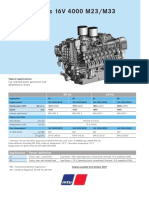
- Diesel Engines 16V 4000 M23/M33: 50 HZ 60 HZDocument2 pagesDiesel Engines 16V 4000 M23/M33: 50 HZ 60 HZAlberto100% (1)
- Landman Training ManualDocument34 pagesLandman Training Manualflashanon100% (2)
- SD NEGERI PASURUHAN PEMERINTAH KABUPATEN TEMANGGUNGDocument5 pagesSD NEGERI PASURUHAN PEMERINTAH KABUPATEN TEMANGGUNGSatria Ieea Henggar VergonantoNo ratings yet
- A Ghost StoryDocument10 pagesA Ghost StoryTrần MạnhNo ratings yet
- KluberDocument20 pagesKluberJako MishyNo ratings yet
- Return Snowball Device SafelyDocument1 pageReturn Snowball Device SafelyNoneNo ratings yet
- Flex Id Driver Install InstructionsDocument24 pagesFlex Id Driver Install InstructionskingdiamondNo ratings yet
- Development Plan-Part IV, 2022-2023Document3 pagesDevelopment Plan-Part IV, 2022-2023Divina bentayao100% (5)
- OUM Human Anatomy Final Exam QuestionsDocument5 pagesOUM Human Anatomy Final Exam QuestionsAnandNo ratings yet
- A. Pawnshops 4. B. Pawner 5. C. Pawnee D. Pawn 6. E. Pawn Ticket 7. F. Property G. Stock H. Bulky Pawns 8. I. Service Charge 9. 10Document18 pagesA. Pawnshops 4. B. Pawner 5. C. Pawnee D. Pawn 6. E. Pawn Ticket 7. F. Property G. Stock H. Bulky Pawns 8. I. Service Charge 9. 10Darwin SolanoyNo ratings yet
- Prompt 2022Document12 pagesPrompt 2022cecilferrosNo ratings yet
- Australian Securities and Investments Commission V KingDocument47 pagesAustralian Securities and Investments Commission V KingCourtni HolderNo ratings yet
- Fractions Lesson Plan 2Document6 pagesFractions Lesson Plan 2api-284398686No ratings yet
- 09 Egyptian Architecture PDFDocument107 pages09 Egyptian Architecture PDFIra PecsonNo ratings yet
- 2010 Christian Religious Education Past Paper - 1Document1 page2010 Christian Religious Education Past Paper - 1lixus mwangiNo ratings yet
- What Is ReligionDocument15 pagesWhat Is ReligionMary Glou Melo PadilloNo ratings yet
- Time To Get SeriousDocument354 pagesTime To Get SeriousEdmond Blair100% (1)
- Phaser 6510WC6515 Brochure EnglishDocument4 pagesPhaser 6510WC6515 Brochure EnglishToma ObretenovNo ratings yet
- Coleção Bernoulli Ensino Médio 2020 - 100% BNCC by Bernoulli Sistema de Ensino - IssuuDocument1 pageColeção Bernoulli Ensino Médio 2020 - 100% BNCC by Bernoulli Sistema de Ensino - IssuuVitor OliveiraNo ratings yet
- Stephen Mace Seizing PowerDocument168 pagesStephen Mace Seizing PowerLuke AndrewsNo ratings yet
- Waiters' Training ManualDocument25 pagesWaiters' Training ManualKoustav Ghosh90% (51)
- Royal Scythians and the Slave Trade in HerodotusDocument19 pagesRoyal Scythians and the Slave Trade in HerodotusSinan SakicNo ratings yet
- On Healing Powers: Asclepius, Caduceus and AntibodiesDocument4 pagesOn Healing Powers: Asclepius, Caduceus and AntibodiesasclepiuspdfsNo ratings yet
- What Is MotivationDocument6 pagesWhat Is MotivationJohn Paul De GuzmanNo ratings yet
- Use VCDS with PC lacking InternetDocument1 pageUse VCDS with PC lacking Internetvali_nedeleaNo ratings yet