You might also like
- Valid SOP: Standard Operating ProceduresDocument10 pagesValid SOP: Standard Operating ProceduresShahid Raza100% (2)
- SMF&W 851-01-07 Manual Arc Welding 220319Document9 pagesSMF&W 851-01-07 Manual Arc Welding 220319Shahid RazaNo ratings yet
- CAPA Incomplete Part MixDocument16 pagesCAPA Incomplete Part MixRohtash fastnerNo ratings yet
- All Work InstructionsDocument7 pagesAll Work InstructionsAmine Chahi100% (1)
- Quality Alert 4 - Revised 2017Document2 pagesQuality Alert 4 - Revised 2017Faraj Khan100% (1)
- Setup & Inprocess Inspection Report CaseDocument19 pagesSetup & Inprocess Inspection Report CaseMURALIDHRANo ratings yet
- Yasnac J50M Upgrading Function ManualDocument81 pagesYasnac J50M Upgrading Function ManualsunhuynhNo ratings yet
- Without Punch Part Mix: Customer/Supplier / in Plant Quality Problem Analysis and Countermeasure Sheet (5 - Rule)Document13 pagesWithout Punch Part Mix: Customer/Supplier / in Plant Quality Problem Analysis and Countermeasure Sheet (5 - Rule)Rohtash fastnerNo ratings yet
- Assignment 2 - Kerry GroupDocument12 pagesAssignment 2 - Kerry GroupDhanpaul Oodith100% (2)
- Masterpact Maintenance ProcedureDocument94 pagesMasterpact Maintenance ProcedureYassin Alkady100% (1)
- Instrucciones de ManttoDocument331 pagesInstrucciones de ManttoMijail David Felix NarvaezNo ratings yet
- Difference Between Social Marketing and Societal MarketingDocument2 pagesDifference Between Social Marketing and Societal Marketingshawon_du100% (1)
- Indra: Load Test Procedure For Lifting DevicesDocument8 pagesIndra: Load Test Procedure For Lifting Devicesmed chabaneNo ratings yet
- Standard Operating Procedure / Work Instructions / Visual AidsDocument3 pagesStandard Operating Procedure / Work Instructions / Visual AidsSwapnil BachhavNo ratings yet
- Apqp REV01Document152 pagesApqp REV01MURALIDHRA100% (1)
- Verdadero Cjezerei Borrowing CostsDocument11 pagesVerdadero Cjezerei Borrowing CostsPeter PiperNo ratings yet
- How Are They Related ?Document39 pagesHow Are They Related ?MURALIDHRANo ratings yet
- Auditors: Santhosh M.N, Harish-Ttia Manoj - Hari BhargoaDocument35 pagesAuditors: Santhosh M.N, Harish-Ttia Manoj - Hari BhargoaMURALIDHRANo ratings yet
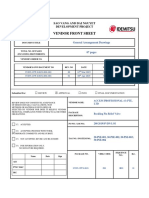
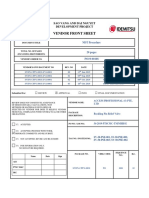
- SVDN CPP I 0031 D01 0001 Rev.01 General Arrangement DrawingsDocument7 pagesSVDN CPP I 0031 D01 0001 Rev.01 General Arrangement DrawingsjfdlksaNo ratings yet
- Is-A300is-M300 Lift Control PanelDocument28 pagesIs-A300is-M300 Lift Control PanelUnique Product100% (1)
- GRP Drainage Piping System FabricationDocument5 pagesGRP Drainage Piping System FabricationkahootNo ratings yet
- Vendor Front Sheet: Sao Vang and Dai Nguyet Development ProjectDocument4 pagesVendor Front Sheet: Sao Vang and Dai Nguyet Development ProjectjfdlksaNo ratings yet
- Unitsunit 28 PrototypingDocument134 pagesUnitsunit 28 PrototypingMadara NirmaniNo ratings yet
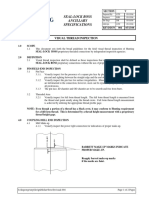
- SVDN CPP I 0031 p11 0001 Rev.03 NDT ProcedureDocument20 pagesSVDN CPP I 0031 p11 0001 Rev.03 NDT ProcedurejfdlksaNo ratings yet
- Economic Principles - Tutorial 5 - AnswersDocument12 pagesEconomic Principles - Tutorial 5 - Answersmad EYESNo ratings yet
- Standard Operating Procdure Die SettingDocument4 pagesStandard Operating Procdure Die SettingMURALIDHRANo ratings yet
- N N N N N N N N N N N N N N: Work Instruction SheetDocument4 pagesN N N N N N N N N N N N N N: Work Instruction SheetMURALIDHRANo ratings yet
- Exedy WisDocument11 pagesExedy WisMURALIDHRANo ratings yet
- Operating Standard B-2: Work InstructionDocument10 pagesOperating Standard B-2: Work InstructionArturo Gordillo AbadíaNo ratings yet
- Ds071n Im e GeorgiaDocument12 pagesDs071n Im e GeorgiaGiorgi KurtsikidzeNo ratings yet
- Manual Lincoln Posisaf 1EDocument22 pagesManual Lincoln Posisaf 1EJan Van der VekenNo ratings yet
- Generic: Process Step Illustration 1.3Document4 pagesGeneric: Process Step Illustration 1.3idenbelleNo ratings yet
- Galva: Galva Deco Parts Pvt. LTDDocument2 pagesGalva: Galva Deco Parts Pvt. LTDSanjeev Kumar YadavNo ratings yet
- 09 RivettingDocument3 pages09 Rivettingv.bhamidiNo ratings yet
- FMEA TemplateDocument28 pagesFMEA TemplateDosen AmaNo ratings yet
- (W PD SL Cem011) Yoke Page1Document3 pages(W PD SL Cem011) Yoke Page1SumaNo ratings yet
- 01fitting in FabricationDocument11 pages01fitting in Fabricationv.bhamidi100% (1)
- LR5 - Web Manual (En)Document93 pagesLR5 - Web Manual (En)NhậtQuangNguyễnNo ratings yet
- Sles-P-Im-0217m-Mold Ass'y ManualDocument5 pagesSles-P-Im-0217m-Mold Ass'y ManualJaganathan.SNo ratings yet
- Daily Welding Chamber Skirt AssemblyDocument1 pageDaily Welding Chamber Skirt AssemblyMa'ruf firmansyahNo ratings yet
- TG Control Oil Filter Isolation - Cleaning Charging ProcedureDocument8 pagesTG Control Oil Filter Isolation - Cleaning Charging ProcedurePurna NayakNo ratings yet
- Crude Oil Cooler Train 1valve Change Out: Isolation (Loto) / ProcedureDocument2 pagesCrude Oil Cooler Train 1valve Change Out: Isolation (Loto) / ProcedurechineduNo ratings yet
- Installation Instructions: S S S SDocument24 pagesInstallation Instructions: S S S SJuan PonceNo ratings yet
- SVDN CPP I 0031 D01 0001 Rev.02 General Arrangement DrawingsDocument8 pagesSVDN CPP I 0031 D01 0001 Rev.02 General Arrangement DrawingsjfdlksaNo ratings yet
- (G IM 02) Commissioning ProcedureDocument10 pages(G IM 02) Commissioning Procedurejohn jairo cañola uranNo ratings yet
- Genie PDFDocument277 pagesGenie PDFOscar ItzolNo ratings yet
- Sample Feedback-Tracking SheetDocument1 pageSample Feedback-Tracking SheetJitendra NathNo ratings yet
- Ffu 0000767 01Document4 pagesFfu 0000767 01Omar ScaniaNo ratings yet
- Ffu 0000090 01Document9 pagesFfu 0000090 01lilikNo ratings yet
- 4025 P PK31101 053 Bagging PackageDocument378 pages4025 P PK31101 053 Bagging PackagePruthvi ModiNo ratings yet
- z45-25j Mantenimiento 2Document255 pagesz45-25j Mantenimiento 2jonny david martinez perezNo ratings yet
- Audi q5 Installation ProcedureDocument8 pagesAudi q5 Installation ProcedureLap TranNo ratings yet
- All Work InstructionsDocument7 pagesAll Work InstructionsFlor RaguntonNo ratings yet
- Regent Garment - IED-SOP 020 Scan & PackDocument3 pagesRegent Garment - IED-SOP 020 Scan & Packie.madeups.ktml1No ratings yet
- Visual-003 SL BossDocument2 pagesVisual-003 SL BossCong BuiNo ratings yet
- KNPC LPG Train-4 Project at MAA Refinery: For ApprovalDocument8 pagesKNPC LPG Train-4 Project at MAA Refinery: For ApprovalNeelam AhmadNo ratings yet
- Ds071s Im e GeorgiaDocument12 pagesDs071s Im e GeorgiaGiorgi KurtsikidzeNo ratings yet
- RIC8990240 - Cylinder Installation PDFDocument15 pagesRIC8990240 - Cylinder Installation PDFPitipong SunkhongNo ratings yet
- Document No.: Safety CheckDocument14 pagesDocument No.: Safety CheckRodolfo Alberto Muñoz CarcamoNo ratings yet
- z45rt NuevasDocument255 pagesz45rt NuevasfernandoNo ratings yet
- TXNR 757Document181 pagesTXNR 757Tariq SultanNo ratings yet
- Nissan Magnite - Seat Cover Inspection ReportDocument19 pagesNissan Magnite - Seat Cover Inspection ReportQuality elegantNo ratings yet
- 8D Report: D 1. Description of The ProblemDocument8 pages8D Report: D 1. Description of The Problemalfredo.martinezNo ratings yet
- Petra Users Manual RWC RWCCDocument96 pagesPetra Users Manual RWC RWCCemdad.munshi01No ratings yet
- SampleDocument11 pagesSampleravichandra.asvNo ratings yet
- Attn: Akebono Braxe Astra VietnamDocument5 pagesAttn: Akebono Braxe Astra VietnamanhthoNo ratings yet
- 240 Preventive Check Sheet of Tube Bending Machine ReDocument4 pages240 Preventive Check Sheet of Tube Bending Machine ReAjayNo ratings yet
- Pm210011-Nui900-Ese-00025 - 01 - Nui-Material Technical Submittal Abb Disconnect Switch (Delta) (For Cell Assembly Building)Document48 pagesPm210011-Nui900-Ese-00025 - 01 - Nui-Material Technical Submittal Abb Disconnect Switch (Delta) (For Cell Assembly Building)Partha SundarNo ratings yet
- BL Weight Die ListDocument2 pagesBL Weight Die ListMURALIDHRANo ratings yet
- CP WASHERDocument2 pagesCP WASHERMURALIDHRANo ratings yet
- Nut Defect HistroyDocument2 pagesNut Defect HistroyMURALIDHRANo ratings yet
- Skill Matrix New All in One - HBDocument8 pagesSkill Matrix New All in One - HBMURALIDHRANo ratings yet
- Shut Heightmonitoring SheetDocument16 pagesShut Heightmonitoring SheetMURALIDHRANo ratings yet
- Decible Monitoring SheetDocument1 pageDecible Monitoring SheetMURALIDHRANo ratings yet
- F-M014-Daily Machine Check ListDocument3 pagesF-M014-Daily Machine Check ListMURALIDHRANo ratings yet
- Sos and Dummy Test FormatDocument1 pageSos and Dummy Test FormatMURALIDHRANo ratings yet
- Die Breakdown TrendDocument1 pageDie Breakdown TrendMURALIDHRANo ratings yet
- Production PlanDocument1 pageProduction PlanMURALIDHRANo ratings yet
- MTTRDocument12 pagesMTTRMURALIDHRANo ratings yet
- WI For FMEADocument2 pagesWI For FMEAMURALIDHRANo ratings yet
- Kaizen 42142-15-9-18Document7 pagesKaizen 42142-15-9-18MURALIDHRANo ratings yet
- SEW Line Machine Checksheet DDocument7 pagesSEW Line Machine Checksheet DMURALIDHRANo ratings yet
- Control Plan TWIN ANCHORDocument5 pagesControl Plan TWIN ANCHORMURALIDHRANo ratings yet
- Daily Accident Trend: S.No Date Shift Major/ Minor HOW IT Happened Effect OF Accident Counter MeasureDocument8 pagesDaily Accident Trend: S.No Date Shift Major/ Minor HOW IT Happened Effect OF Accident Counter MeasureMURALIDHRANo ratings yet
- Extension, QTR Inner Upper (Child Part)Document34 pagesExtension, QTR Inner Upper (Child Part)MURALIDHRANo ratings yet
- 2 ApqpDocument117 pages2 ApqpMURALIDHRANo ratings yet
- Sample Submission Cover Sheet: Q Q Q Q Q Q Q Q QDocument5 pagesSample Submission Cover Sheet: Q Q Q Q Q Q Q Q QMURALIDHRANo ratings yet
- Poka Yoke Implementation PPTDocument31 pagesPoka Yoke Implementation PPTMURALIDHRANo ratings yet
- Die Process Check SheetDocument83 pagesDie Process Check SheetMURALIDHRANo ratings yet
- KANBANDocument59 pagesKANBANMURALIDHRA100% (1)
- Rework Instruction SheetDocument4 pagesRework Instruction SheetMURALIDHRANo ratings yet
- Quality Inspection Assurance System - : Supplier ManagementDocument2 pagesQuality Inspection Assurance System - : Supplier ManagementMURALIDHRA100% (1)
- Pace - 11-07-2016Document35 pagesPace - 11-07-2016MURALIDHRANo ratings yet
- To Awareness Training: ISO/TS 16949:2009 The Automotive StandardDocument66 pagesTo Awareness Training: ISO/TS 16949:2009 The Automotive StandardMURALIDHRANo ratings yet
- Base Rate Percentage ModuleDocument6 pagesBase Rate Percentage ModuleColeen VistoNo ratings yet
- Your Statement: Smart AccessDocument26 pagesYour Statement: Smart AccessVikas NimbranaNo ratings yet
- Marchell Teja - FIXDocument10 pagesMarchell Teja - FIXsinomicsjournalNo ratings yet
- Chapter 11Document8 pagesChapter 11yousufmeahNo ratings yet
- First ExamDocument11 pagesFirst ExamDiana BasarabaNo ratings yet
- Taipei GEAF MinisetDocument22 pagesTaipei GEAF MinisetPhilip ZhengNo ratings yet
- Whole Cloud Computing 2Document261 pagesWhole Cloud Computing 2Prince PatilNo ratings yet
- GWD Energy Profile-20230803 v1.3Document25 pagesGWD Energy Profile-20230803 v1.3burim.istrefi87No ratings yet
- Risk and Return: Past and PrologueDocument15 pagesRisk and Return: Past and PrologueJinghua BaiNo ratings yet
- The Odisha Factories Rules 1950Document297 pagesThe Odisha Factories Rules 1950Lalatendu MahantaNo ratings yet
- Blue x4Document4 pagesBlue x4Luis ChuyNo ratings yet
- 3.2 Commissioner V CADocument8 pages3.2 Commissioner V CAJayNo ratings yet
- The Stoic Investor: Possessed by Your PossessionsDocument6 pagesThe Stoic Investor: Possessed by Your PossessionspadmaniaNo ratings yet
- Date Account Titles and Explanation P.R. Debit CreditDocument13 pagesDate Account Titles and Explanation P.R. Debit CreditNguyễn GiangNo ratings yet
- Marketing Budget 2022 (KMED)Document8 pagesMarketing Budget 2022 (KMED)AJ SinambanNo ratings yet
- Problem 5 Rental IncomeDocument2 pagesProblem 5 Rental IncomeStephen Jay RioNo ratings yet
- Dear Ms Nash WilliamsDocument3 pagesDear Ms Nash WilliamsÁnh TuyếtNo ratings yet
- Digital Marketing MCQsDocument4 pagesDigital Marketing MCQschanchalNo ratings yet
- The Impact of Political Risk On Foreign Direct Inv PDFDocument20 pagesThe Impact of Political Risk On Foreign Direct Inv PDFGeovani Hernandez MartinezNo ratings yet
- Complete Module On MarketingDocument41 pagesComplete Module On MarketingElvie VigaNo ratings yet
- UX Design: Proposal TemplateDocument9 pagesUX Design: Proposal TemplateSolomon UmohNo ratings yet
- Telemarketer DocumentsDocument415 pagesTelemarketer DocumentsGazetteonlineNo ratings yet
- PBA 2023 Case Study 2Document4 pagesPBA 2023 Case Study 2w2whdkjghrNo ratings yet
- Sujit 1 PDFDocument380 pagesSujit 1 PDFŞâh Šůmiť100% (1)
- Vikrant Kumar Singh: Profile SummaryDocument2 pagesVikrant Kumar Singh: Profile SummaryAshish RanjanNo ratings yet