ELK BRLEM ARALARI
Yapy oluturacak olan elik paralar, statik ve mukavemet bakmndan beraber alan yap ksmlar halinde birletiren aralara elik birleim aralar denir. Birleim aralar unlardr; Perin Bulon (cvata) Kaynak PERNL BRLEMLER Silindirik gvdeli, makaslamaya ve delik evresindeki ezilmeye gre hesaplanan, paralarda alan deliklere vurulmak suretiyle yerletirilen elik birleim aralarna perin denir. Perinler ba ksmlarna gre iki trdr. Birincisi; yuvarlak bal, ikincisi; gmme bal perinlerdir. Yerine vurulmam perine ham perin denir. Ham perinin gvde ap, delik apndan 1mm daha kk olur. Ham perin, perin ocanda kzl dereceye kadar stldktan sonra delie konur. Bir perin ekici ile nizam bana dayanlr, perin makinesinin ucuna takl dier bir perin ekiciyle perinin delikten kan dier ucuna darbe uygulanr. Bu darbe sonucunda nizam bann simetrii olan bir ba oluur. Bu baa kapak ba denir. Perinin vurulmas srasnda gvdesi ierek delii doldurur ve bylece perin ap delik apna eit olur. Gmme bal perin halinde delikler nce silindirik olarak alr. Gmme balarnn gelecei delik azlarnn sonradan raybalanmas gerekir. Perinin iyi vurulabilmesi bakmndan birletirilen paralarn toplam s kalnl 6,5d olmaldr. Kapak bann tam olarak oluturulabilmesi bakmndan yuvarlak bal perinlerde tam perin boyu; l = s + ( 4/3 * d ) olmaldr. Bir birleimde kullanlacak perin ap, birletirilen paralarn en incesine gre
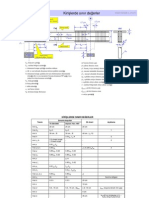
d (5t) 0,2 (cm) olarak seilir. Bu formlde t (cm) cinsinden en ince para kalnldr.
t (mm) d (mm) 4----5 11 4---7 13 (tablo) Perin apnn seimi 5---10 6----13 8----17 17 21 23 11----20 25 14----24 28
min e min e1 min e2 Max e max e1 max e2
(tablo) perin aralklar ve kenar uzunluklar Yksek yaplar kprler krenler 3d 2d 1,5d 8d 15t 6d 12t 3d 6t
Perin hesaplarn kolaylatrmak iin iki kabul yaplr; Silindirik basn yzeyi yerine d x t dzlem alan alnr. niform olmayan gerilme dal gz nnde tutulmayarak ortalama gerilme hesaplanr. Bir perine gelen kuvvet N olduuna gre perinlerde iki gerilme tahkiki yaplr. 1. Makaslama Gerilmesi Tahkiki: a) tek etkili perinde: s = N / ( d2 / 4) sem 2. b) ift etkili perinde: s = N / (2 Ezilme (Basn) Tahkiki:
x d2 / 4) sem
l = N / ( d t ) lem
Tek etkili perinde: t = min ( t1 , t2) ( d2 / 4)---- makaslama alan ift etkili perinde: T = min ( t1 , t2 + t3 ) ( d . t )------- ezilme alan Baz birleimlerde perinlere ekme kuvveti de gelebilir. Bir perin gvde ekseni dorultusunda etkiyen ekme kuvveti Z ile gsterilirse ; perin gvdesinde ekme gerilmesi tahkiki; z = Z / ( d2 / 4) zem eklinde yaplr.
Bir perinin emniyetle tayabilecei maksimum kuvvet veya emniyet yk makaslamaya ve ezilmeye kar tayabilecei kuvvetlerin k olarak tanmlanr. Nem = min ( Ns , Nl ) Bir perinin makaslamaya gre emniyetle tayabilecei maksimum kuvvet: a) tek etkili perinlerde: Ns1 = (d2 / 4) x sem b) ift etkili perinlerde: Ns2 =2 x (d2 / 4) x sem Bir perinin ezilmeye gre emniyetle tayabilecei maksimum kuvvet :
Nl = d . t . lem
Ana malzeme Perin malzemesi Ykleme hali sem (= em ) lem (= 2 em ) Zem St37 St34 (H) 1400 2800 480 (HZ) 1600 3200 540 (H) 2100 4200 720 St52 St44 (HZ) 2400 4800 810
BULONLU (CIVATALI) BRLEMLER Kuvvet aktarmalar perinlerdeki gibi olan yani gvdede makaslama ve delik evresinde ezilme gerilmelerine gre hesaplanan bulonlardr. Bulonlarn kendi ekseni etrafnda zorlanmalar ve makaslama hallerine ait kop gerilmeleri (sayfa: 93-94, ekil: 3.11-12)de gsterilmitir. Normal bulonlarda dikkat edilmesi gerekli ok nemli bir husus di almam gvde ksm boyunun birletirilen elemanlarnn toplam s kalnlndan birka mm fazla olmasdr. Somunun altna konan pul bu fazlala ramen sklmay salar. St37 eliinin kullanld yap ksmlarnda 4.6 (eski 4D= kopma mukavemeti 40kg/mm2 ve akma snr 24 kg/mm2 olan elik) eliinden bulon, St52 eliinin kullanld yap ksmlarnda ise 5.6 (eski 5D) eliinden bulon kullanlr. Normal bulonlar iki eittir: Kaba Bulonlar Uygun Bulonlar Bu iki bulon arasnda iki bakmdan fark vardr. Kaba bulonlarda bulon gvde ap delik apndan 1mm azdr. Uygun bulonlarda ise bulon gvde ap delik apna eittir. Kaba bulonlarda di alm ksmn dnda kalan gvde ksm ilenmemitir. Uygun bulonlarda ise bu ksm delie tam uyacak ekilde tornalamak suretiyle dzgn olarak ilenmitir. Bulonlu birleimlerde de perinli birleimlerdeki gibi aralk ve kenar uzaklk artlarna uyulmas gerekmektedir. Sadece somunlarn kolay sklabilmesi iin min e = 3,5---4d olmaldr. Dier artlar aynen geerlidir. Proje resimlerinde uygun bulonlar bir not yazlarak belirtilir. ekirdek alanlar ( di dibi alan) kaba ve uygun bulonlarda ayndr. Bulon M10 M12 M16 M20 M22 M24 M27 M30 M33 M36 Delik 11 13 17 21 23 25 28 31 34 37
ap(mm) Kaba bulon gvde ap(mm) Uygun bulon gvde ap(mm) ekirdek alan(cm2)
10
12
16
20
22
24
27
30
33
36
11 0,509
13 0,743
17 1,41
21 2,20
23 2,76
25 3,17
28 4,19
31 5,09
35 6,36
38 7,45
Normal bulonlarn hesab perin hesaplarna benzer ekilde yaplr. Makaslama ve ezilmeye kar hesapta d bulon gvde ap, ekmeye gre hesapta ekirdek alan alnr. YKSEK MUKAVEMETL BULONLAR Bulon Malzemesi: bu bulonlar yksek mukavemetli eliklerden retilmilerdir. Kullanlan malzeme zelliine gre snflandrrsak gruba ayrabiliriz; Bulon malzemesi mukavemeti: 4,6 ise KABA BULONLAR Bulon malzemesi mukavemeti: 5,6 ise KABA VEYA UYGUN BULONLAR
Bulon malzemesi mukavemeti: 10,9 ise YKSEK MUKAVEMETL BULONLAR Birleimlerin Hesab: iki trl yksek mukavemetli bulonlu birleim sz konusudur; 1. makaslamaya ve delik evresinde ezilmeye gre hesaplanan yk. Muk. Bulonlu birleimler.(SL ve SLP) 2. srtnme kuvvetli birleimler. (GV ve GVP birleimler) SL ve SLP birleimlerindeki bulonlarda gvde ve dili ksm normal bulonlardaki gibi olur. Delik ve gvde aplar arasndaki fark 1mm ise SL birleimi, 0,3mm ise SLP birleimi bahis konusudur. SL birleimi hareketsiz yklerin hakim olduu; SLP birleimleri ise hareketli yklerin hakim olduu yap ksmlarnda kullanlr. Bulon eksenine dik dorultuda olmak zere her makaslama alan iin bir bulonun tayabilecei kuvvet; NSlemve NSLPem = sem . (d2 / 4) olur. Ezilme gerilmesi de; l = N / (min t . d) olarak hesaplanr. N: bir bulona gelen makaslama kuvveti min t: ayn yndeki delik evre basnlar etkisinde bulunan levhalarn kalnlk toplamlarnn kdr. GV ve GVP birleimleri hareketsiz yklerin hesabnda kullanld gibi hareketli yklerin hesabnda da kullanlabilir. Delik ve gvde aplar arasnda ki fark 1mm ise GV birleimleri, 0,3mm ise GVP birleimleri kullanlr. Somunlara uzun kollu zel anahtarlar kullanlarak byk belirli skma momentleri uygulanarak, bulonlara Pv n ekme kuvveti verilir. Bu Pv kuvveti birleim yzeylerine basn kuvveti olarak etkiyeceinden bulon eksenine dik dorultuda bir elemandan dierine kuvvet aktarlmas temas yzeylerinde srtnme kuvvetiyle olur. Kuvvet aktarlmasnn GV birleimlerinde sadece srtnme kuvveti yoluyla, uygun bulonlu GVP birleimlerinde ise ayn zamanda makaslama ve delik evresinde ezilme yoluyla olduu kabul esilir. GV birleimlerinde bulon eksenine dik olarak birleim yzeyinden bir bulonun emniyetle aktarabilecei kuvvet; NGvem = ( / ) . Pv olarak hesaplanr. Pv: bulon n gerilme kuvveti :temas yzeylerindeki srtnme katsays : kaymaya kar emniyet katsays GV ve GVP birleimlerinde l = N / (min t . d) formlyle ezilme gerilme tahkiki yaplr. Bu tahkik yaplrken srtnme kuvveti yok saylr. GVP birleimlerinde her srtnme veya makaslama yzeyinden bulon eksenine dik dorultuda olmak zere , bir bulonun emniyetle aktarabilecei kuvvet: NGVPem = . NSLPem + NGvem olarak hesaplanr. n gerilmesiz ve ya ksmi n gerilmeli yksek mukavemetli bulonlarn d ykten dolay ekmeye altrlmas halinde bulon ekseni dorultusunda bir bulonun emniyetle tayabilecei ekme kuvveti Zem = ( s / ) . As = zem . As olarak hesaplanr. burada; s=90kg/mm2 emniyet 3,6 t / cm3 (H) emniyet katsays () 2,5 (H yklemesinde) gerilmesi (zem ) 4,1 t /m3 (HZ) 2,2 (HZ yklemesinde) p: di yivinin adm d2: d 0,6495p As = (/4) . ( (d2 + d3) )2 d3: d 1.2268p Ayn bir birleimde SL bulonlar GV ve GVP bulonlar ile birlikte kullanlmaz. Hareketsiz yklerin hakim olmas halinde, GV ve GVP bulonlarnn beraber ve perinlerle, normal uygun bulonlarla, SLP bulonlaryla veya kaynak dikileriyle birlikte ayn bir birleimde kuvvet aktarabilecei kabul edilir. Hareketsiz yklerin hakim olmamas halinde farkl birleimlerin ekil deitirmelerinin uygun olmasna dikkat edilmelidir. Emniyetle aktarlabilecek toplam kuvvet her bir birleim aracnn emniyetle aktarabilecei kuvvetlerin toplam olarak elde edilir. Bulonlara n gerilme verilmesi, somunlar ve gerektiinde de bulon balarnn dndrlmesiyle salanr. Bunun iin zel anahtar ile zel bulon skma aletleri kullanlr. Gerekli skma momentleri, n gerilme kuvvetleri ve dnme alar tabloda verilmitir. M14 2,00 1,15 M16 2,00 1,57 M18 2,50 1,92 M20 2,50 2,45 M22 2,50 3,03 M24 3,00 3,53 M27 3,00 4,59 M30 3,50 5,61
Bulon p (mm) As (cm3)
M12 1,75 0,843
KAYNAKLI BRLEMLER Ayn veya benzer alaml metallerin s etkisi altnda birletirilmesine kaynak denir. Bu birletirme esnasnda baz kaynak yntemlerinde ilave bir metal ( kaynak teli, kaynak elektrodu) kullanlr, bazlarnda ise kullanlmaz. Kaynaklama iin , metaller ya ergime derecesine kadar stlp sv kvama getirilir, yada kzl dereceye kadar stlp plastik kvama getirilir. Buna gre balca iki kaynak grubu bahis konusudur. 1. ergime kaynaklar 2. basn kaynaklar Ergitme Kaynaklar: Birletirilecek paralarn birbirine kaynaklanacak ksmlar ile ilave metal ergime derecesine kadar stlr ve ergiyerek birleen ksmlarn soumas sonunda birleim salanm olur. Is kayna olarak elektrik enerjisi ve gaz alevi kullanlr. Buna gre ergitme kaynaklar iki gruba ayrlr. a) Elektrik Ark Kayna: Yaygn ekilde kullanlan drt eit elektrik ark kaynak yntemi vardr. Bunlarn bir ksm sadece atlye koullarnda bir ksm ise atlye koullar ve antiye koullarnda da kullanlabilir. Bunlar; standart elektrik ark kayna ( elektrod kayna) zl elektrotlu elektrik ark kayna gaz alt elektrik ark kayna toz alt elektrik ark kayna Standart Elektrik Ark Kayna ( Elektrod Kayna): kaynak ustas sa eliyle kaynak maas yardmyla elektrodu tutar. Elektrod maa ve bir kablo ile kaynak makinesinin (-) kutbuna baldr. Kaynaklanacak paralarda balant maas ve kablo ile kaynak makinesinin (+) kutbuna baldr. Elektrodun ucu kaynaklanacak paraya yaklatrldnda meydana gelen elektrik arkndan dolay yksek s oluacaktr ve bu s etkisiyle paralarn kenarlar ve elektrodun ucu ergime duruma gelir. Elektrodun ucunda meydana gelen metal paralar gerek (-) den (+) ya olan akmdan ve gerekse de yerekiminden dolay paralar arasndaki kaynak derzini doldurur. Bunun sonucunda paralar arasndaki derzde kaynak dikii ( kordonu) denen ve paralarn birleimini salayan ksm oluur. Kaynak dikii ekilmesi srasnda gze gelen ltraviyole nlardan ve etrafa salan kzgn paralardan korunmak iin kaynak maskesi kullanmalyz. Kaynak iin elverili akmn karakteristikleri; 10---60V ve 60--600Adir. Bu akm iin kullanlan kaynak makineleri tiptir. Kaynak jeneratrleri Kaynak redresrleri Kaynak transformatrleri Elektrodlar 28mm apnda, kaynaklanacak yap elemanlarnn malzemesine uygun alamda metalden retilmi ubuklardr. plak ve sval olmak zere iki eit elektrod sz konusudur. plak elektrodlarn stleri genellikle Cu ve Ni ile kapldr. Kaynak ekilmesi srasnda kaynak blgesi havadan azot ve oksijen kaptndan ve abuk souma meydana geldiinden ekilecek kaynak dikiinin mukavemeti ve kalitesi dk olur. plak elektrodlar doru akmla nemsiz tespit dikileri iin kullanlabilir, kuvvet aktaran dikilerin ekilmesinde kullanlamaz. Sval elektrodlarda isminden de anlalabilecei gibi zeri bir sva tabakasyla kapldr. Sva maddesinin salad faydalar unlardr; sva maddesinin yanmasndan oluan koruyucu gazlar kaynak blgesinden havay uzaklatrarak ekilen dikiin havadan O ve N kapmasn nler. Kaynak dikii zerinde cruf tabakas oluturmak suretiyle ergimi haldeki malzemenin abuk soumasn nleyerek iinde hava kabarcklarnn olumas sonucunda meydana gelen ilave gerilmeleri nlemi olur. Ergimi haldeki kaynak malzemesi ile cruf malzemesi arasnda meydana gelen kimyasal reaksiyonlar sonucunda kaynak dikiinin mekanik zellikleri iyileir. Elektrik ark daha stabil olacandan, daha muntazam diki ekilebilir. Sval elektrodlar ince ve kaln sval olmak zere iki trldrler. ince sval elektrodlar da sva tabakasnn kalnl elektrod apnn %20 si kadardr. Bu elektrodlar deiken zorlamaya ve arpma etkilerine maruz kaynak dikilerinde kullanlmamaldrlar. Kaln sval elektrodlara mantolu elektrodlar da denir. Bunlarda sva kalnl elektrod apnn %20-%75 i kadar olur. elik yaplar iin en elverili olanlardr. El ile kaynak dikii ekilmesinde diki; elektrod ucunu niform ve zig zag olarak hareket ettirmek suretiyle ekilir. Kalnl 6 mm olan dikiler bir seferde ekilebilir. Daha fazla dikiler daha fazla sayda ekile ekilebilir. Kullanlan elektrodun neminin ortadan kaldrlmasyla hidrojen gaz etkisini minimize etmekte fayda var. Bu nedenle uygulamada kullanmadan nce kurutulmasnda fayda vardr. Ancak selloz tipi elektrodlar da
%2-5 aras nem olmas gerektiinden bunlar kurutmak doru olmaz. Elektrod trleri; rutil-bazik-sellozik olmak zere adettir. Kaynaklama ilemi srasnda ortaya kan hidrojen kaynak dikii malzemesi iinde kalarak mikro atlak oluturan yksek i basnlara neden olur. Eer n stma ve dk hidrojenli elektrod kullanlrsa yap elii iin hidrojenden kaynaklanan atlaklar problem olmaz. Hidrojen daha ok sva tabakalarndan, kaynaklanan elik malzemeden ve evrede yer alan sudan kaynaklanr. b) zl Tellerle Elektrik Ark Kayna: z teller sval elektrodlarn ters yz edilmi eklidir. Yani elektrodlarn d ksmnda yer alan sva tabakas maddesi, bunlarda kaynak telidir ve ekirdeinde baka bir ifadeyle kesitin merkezinde yer alr. Bu kaynak ileminin iki eidi vardr; i) ek koruyucu gaz gerektirmeyen ilemler: sourken kaynak okside olmaz (sadece bu antiyede kul.) ii) ek koruyucu gaz gerektiren ilemler: sourken ilaveten koruyucu gaz gerektirir. c) Gaz Alt Elektrik Kayna: Bu kaynaklama ileminde elektrod dolu kesitli bir kaynak telidir. Bu kaynak ilemi srasnda gayet dzgn ve yksek nfuziyetli dikiler elde etmek mmkndr. Ancak atlye koullarnda uygulanabilir. Bu kaynak yntemi daha ok temiz malzemenin kaynaklanmasna uygundur. Scak hadde rnlerine uygulanacaksa malzeme kumlanarak temizlenmelidir. d)Toz Alt Elektrik Ark Kayna: Sabit veya geici atlyelerde imal edilen yap ve kpr sistemlerinin kayna bu kaynak yntemi ile tam otomatik olarak yaplr. Bu yntemde kaynak tozu elektroddan nce kaynak derzine yerletirilir. Bu kaynak yntemi zellikle uzun kaynak uygulamalar iin uygundur. Bu yntem ince et kalnlkl elik profiller iin kullanlabilir ve yksek kaliteli ke, yarm ve tam nfuziyetli kt kaynak ilemlerine uygundur. Ancak sistem yatay kaynak pozisyonlar iin uygundur. Gaz Kayna: Yksek s gaz aleviyle salanr. Kullanlan gaz ekseriya asetilen gazdr. Bu gaz tplere doldurulmu olarak satn alnabilir veya karpit kazanlarndan elde edilir. Yanc olarak propan ve btan gazlar da kullanlabilir. Gaz alevi, almo denilen bir aletin ucunda yaklr. almonu ya lastik bir boru ile oksijen tpnden oksijen, ve baka boru ile yanc gaz gelir. Bu gazlar karm olarak almonu ucundan kar. Kaynak da eliyle almoyu, sol eliyle kaynak telini tutar ve gzlerini kaynak gzlyle korur. Gaz alevi kaynaklanacak blgeye tutulur, kaynak telinin ucu da ayn blgeye getirilir. almo atei bu paralar ergime durumuna getirerek kaynak dikiinin ekilebilmesini salar. Bu metotla ekilen kaynak dikilerinin mukavemeti dk olacandan normal elik yaplarda kuvvet aktaran dililer iin bu metot kullanlmaz. Ancak nemsiz tespit dikileri iin kullanlabilir. elik atlyelerinde gaz alevi zellikle levha ve profillerin kesilmesinde kullanlr ki bu kesme iine otojen kesme denir. Kaynak Dikileri: Ergime kayna metoduyla ekilen kaynak dikileri; Kt kaynak dikileri Ke kayna dikileri , olmak zere balca iki eittir. Kt Kaynak Dikileri: ayn dzlemde bulunan levhalarn, yan yana getirilen kenarlar boyunca ekilen kaynak dikilerine kt kaynak denir. Kt kaynak dikiinin kalnl a=t olarak tarif edilir. Burada t levha kalnldr. Birletirilen levhalarn farkl kalnlkta olmas halinde, a diki kalnl olarak en kk kalnlk alnr.
Hareketsiz yklerin hakim olduu konstrksiyonlarda( yksek yaplar) levhalarn kalnlk fark t2-t110mm ise kaynak a eklinde, t2-t1>10mm ise b eklinde yaplmaldr. b eklinde kaln levhann 10mm den taan ksmnn 1/1 eiminde veya daha yatk olarak pahalanmas ngrlmektedir. Hareketli yklerin nem kazand yaplarda ( kpr) DV848 artnamesine gre t2-t13mm ise kaynak a eklinde t2-t1 > 3mm ise c eklinde yaplmaldr. c eklinde kaln levhann kenarnn eiminde veya daha yatk olarak pahalanmas suretiyle ince levha kalnlna getirilmesi ngrlmektedir. Ke Kayna Dikileri: ki elik elemannn birbirine dik veya en az 600 tekil eden yzeyleri arasnda kelere ekilen dikilere ke kayna dikileri denir. Yzeyler aras ann 600den az olmas halinde kaynak dikiinin kuvvet aktard kabul edilmez. Ke kayna dikilerinin a kalnl en kesitlerinin iine izildii dnlen ikizkenar genin ykseklii olarak kabul edilir. Min a = 3mm yksek yaplarda Min a = 3,5 kprler
Burada timn kaynaklanan iki paradan daha ince olann kalnldr. Dz diki ile kemerli dikite kenar genilii ile a diki kalnl arasnda a= b / 2 = 0,707 .b bants vardr. Ke kayna dikileri kuvvet ynne paralel veya dik olma durumuna gre yan diki ve aln diki adn alr. Yan dikilerin boyu iin; 15a l 60a art vardr. Burada max l = 60 art kaynak dikiinde gerilme yaylnn niform yayltan farkl ayrlmamas bakmndan, min l = 15a art emniyet akmndan konulmutur. Kaynak Dililerinin Hesab: Memleketimizde kaynak iiliinin genellikle iyi olamamas karsnda TS3357 standartlarna uyulmasnn zorunlu olmas halinde kaynak dikilerinde gerilme tahkiklerinin DIN4100 Aralk 1956 normuna gre de yaplmas tavsiye olunur. Kaynakl birleimle ilgili alma art nameleri; DIN4100 Kaynakl elik Yaplar DIN 4115 Hafif elik Yaplar ve Borulu elik Yaplar DV848 Alman Federal Demiryollar Kaynak dikilerinin alan, a kalnlklar ile l kaynak boyunun arpm (a.l) olarak ifade edilir. Kaynak dikilerinin u ksmlarna krater denir. Krater ksmlarnn mukavemetleri dk ve kalnlklar da genellikle az olduundan bu ksmlar genellikle hesaba katlmaz. Krater ksmlarnn boyunun a diki kalnlna eit olduu kabul edilir. Kaynak dikiinin llen boyu l ise hesap boyu; l = l 2a olur. Bir M eilme momentini aktaran ek veya birleimde tarafsz eksenden c uzaklnda bulunan bir kaynak dikiinde normal gerilme tahkiki; K = (M/J) . c Kem eklindedir. J; tahkik yaplan en kesit atalet momenti. Kaynak dikileri iki eksenli gerilme durumuna maruz ise yani dikite K K gerilmeleri varsa iki gerilme tahkikinin yaplmas sz konusudur. 1. makaslama gerilmesi tahkiki; K Kem 2. a) asal gerilme tahkiki (Mohr dairesi): h = ( K + 2K + 4.2K ) hem b) kyaslama gerilmesi tahkiki: v = (2K + .2K) vem Kaynak dikilerine ait emniyet gerilmeleri de kopma mukavemetine gre saptanmtr. Basn Kaynaklar: Bu kaynak yntemlerinde paralarn birbirine kaynaklanacak ksmlar kzl dereceye kadar stlp basn veya darbe uygulanmak suretiyle birleim salanr. Hafif elik yaplarla kullanlan elektrik diren kayna elik yaplarda kullanlan yegane basn kayna metodudur. Elektrik diren kayna nokta kayna ve kordon kayna eklinde olur. Nokta (punkta) kayna yapmak iin ince levha ksmlar zel kaynak makinesinin silindirik ve ular kesik koni biiminde olan bakr elektrodlar arasna getirilir. Elektrodlardan geirilen elektrik akmnn karlat diren sonucunda elektrod ular arasnda kalan levha ksmlar kzl dereceye kadar stldktan sonra elektrodlar araclyla basn kuvveti uygulanr. Bylece levhalar kk bir dairesel blgede birbirlerine kaynaklanm olur. Belli aralklarla yaplan bu ilem paralarn birleimini salar. DIN 4115e gre nokta kaynayla birletirilen para says ten fazla olmaz. Para kalnlklar iin koulan artlar ekilde gsterilmitir. Kaynak yaplmadan nce birleim yzeyleri pas ve kirden temizlenmelidir. Nokta kaynann d ap deneylerle saptanr. d 5 . t artyla snrlandrlmtr. Burada t mm cinsinden en ince levha kalnldr. Birleim derzlerinde kayma kuvveti olmak zere bir nokta kaynana gelen kuvvet N olduuna gre yaplacak gerilme tahkikleri; Tek etkilide: s = ____N___ 0,65 . em ---------- l = N / ( d . t ) 1,8 . em
(d2 / 4) etkilide: s = ____N___ 0,65 . em ---------- l = N / ( d . t ) 2,5 . em 2. (d2 / 4)
ift
Burada em birletirilen paralarn emniyet gerilmesidir. Kuvvet dorultusunda bir srada en az 2 en fazla 5 nokta kayna bulunmaldr. Nokta kaynaklarnn aralklar e, kuvvet dorultusunda kenar uzakl e1 ve kuvvete dik dorultudaki kenar uzakl e2 iin u artlar geerlidir. e = 3d6d e1 = 2,5d4,5d e2 = 2d4d
Kordon kaynanda bakr ubuk elektrodlarn yerine tekerlek eklinde elektrodlar kullanlr. Kaynaklanacak levhalar st ste konulduktan sonra iki elektrod arasnda sabit hzla geirilir. Bylece levhalar izgi eklinde bir kaynak kordonuyla birbirine balanm olur.
You might also like
- Cephe KuşaklarıDocument8 pagesCephe Kuşaklarıteknokolik100% (1)
- D00 BAII Proje-B1920 OrnekDocument5 pagesD00 BAII Proje-B1920 OrnekAlper DumanNo ratings yet
- Celik Hal Yapisinin Tasarimi 2018egoreDocument145 pagesCelik Hal Yapisinin Tasarimi 2018egoreerman100% (1)
- Çeli̇k Kolon İçi̇n Taban Levhasi Ve Ankraj Hesabi2Document13 pagesÇeli̇k Kolon İçi̇n Taban Levhasi Ve Ankraj Hesabi2alptekin1No ratings yet
- Betonarme 1 Final - Soru Ve Cevapları (İÜ)Document21 pagesBetonarme 1 Final - Soru Ve Cevapları (İÜ)feyzullahbatur100% (1)
- Beton Proje Temiz HaliDocument163 pagesBeton Proje Temiz HaliKadir ÇöloğluNo ratings yet
- Mukavemet - II (34 Örnek)Document49 pagesMukavemet - II (34 Örnek)Bordomavi Hakan65% (17)
- Çelik Yapılar 1Document16 pagesÇelik Yapılar 1Arif AkbasNo ratings yet
- Betonarme Yapı DüzensizlikleriDocument15 pagesBetonarme Yapı DüzensizlikleriEmin Can Özen100% (1)
- Çi̇mento Bi̇lgi̇si̇Document54 pagesÇi̇mento Bi̇lgi̇si̇hüü_bey100% (1)
- Ki̇ri̇ş Kolon Bi̇rleşi̇mi̇Document5 pagesKi̇ri̇ş Kolon Bi̇rleşi̇mi̇teknokolikNo ratings yet
- Betonarme 1 4Document50 pagesBetonarme 1 4turusan94256No ratings yet
- Ankastre Kolon HesabıDocument30 pagesAnkastre Kolon HesabıteknokolikNo ratings yet
- Betonarmede Özel Konular SorularıDocument46 pagesBetonarmede Özel Konular SorularıBurak TutNo ratings yet
- Tablalikesitler PDFDocument8 pagesTablalikesitler PDFeudimonia918No ratings yet
- K.darilmaz - TbdyDocument48 pagesK.darilmaz - Tbdykursat aktasNo ratings yet
- Çeli̇k YapilarDocument21 pagesÇeli̇k YapilarUlaş BardakçıNo ratings yet
- Beton ProjeDocument175 pagesBeton ProjeÖzgürTongaNo ratings yet
- BETONARME II-DöşemelerDocument68 pagesBETONARME II-DöşemeleraliarslannNo ratings yet
- Cross YöntemiDocument46 pagesCross YöntemiErdinç ŞahinNo ratings yet
- Deprem Etkisi Altında Çelik Yapılar - Erkan ÖzerDocument69 pagesDeprem Etkisi Altında Çelik Yapılar - Erkan Özersertackocdag100% (1)
- MUTO YöntemiDocument21 pagesMUTO YöntemiErhanNo ratings yet
- D09u1 Sürekli̇ Temel N 2020Document5 pagesD09u1 Sürekli̇ Temel N 2020Alper DumanNo ratings yet
- Betonarme 1 7Document34 pagesBetonarme 1 7ersinNo ratings yet
- Betonarme Projesi Haziran 2020Document169 pagesBetonarme Projesi Haziran 2020SUAT KAPLANNo ratings yet
- ÇELİK YAPILAR I - Week7 PDFDocument8 pagesÇELİK YAPILAR I - Week7 PDFAdem YılmazNo ratings yet
- TBDY2018 ISHAD2018 04mayis2018 ZCelep PDFDocument63 pagesTBDY2018 ISHAD2018 04mayis2018 ZCelep PDFHakan KeskinNo ratings yet
- Soma İskeleDocument13 pagesSoma İskeleSerkanAydoğduNo ratings yet
- Çelik Yapı BilgisiDocument98 pagesÇelik Yapı BilgisiFatih ÇELİKERNo ratings yet
- Betonarme II Soru Çözümü PDFDocument7 pagesBetonarme II Soru Çözümü PDFAbdullah MohibbiNo ratings yet
- Dosemeler 20151127132315 PDFDocument110 pagesDosemeler 20151127132315 PDFmsenerNo ratings yet
- Celik Yapilar HesaplariDocument19 pagesCelik Yapilar HesaplariHalil TekNo ratings yet
- Betonarme 1Document40 pagesBetonarme 1Deniz KurtNo ratings yet
- Sap2000 Betonarme Cerceve KilavuzuDocument89 pagesSap2000 Betonarme Cerceve KilavuzuSuleyman KahramanNo ratings yet
- AISC 360-10 Ve T - RK Deprem Y - Netmeli - Ine G - Re - Elik Yap - Lar - N Tasar - M - (#400051) - 433010 PDFDocument12 pagesAISC 360-10 Ve T - RK Deprem Y - Netmeli - Ine G - Re - Elik Yap - Lar - N Tasar - M - (#400051) - 433010 PDFakmanmusaNo ratings yet
- Betonarme ProjeDocument159 pagesBetonarme ProjeEnesNo ratings yet
- Çelik Yapılar - Kırklareli PDFDocument78 pagesÇelik Yapılar - Kırklareli PDFPuncover75% (4)
- Yaz Okulu Betonarme 2 Vize Sorulari Ve Cevaplari 2022Document10 pagesYaz Okulu Betonarme 2 Vize Sorulari Ve Cevaplari 2022M.FurkanNo ratings yet
- CKST Ders 8Document9 pagesCKST Ders 8recep1No ratings yet
- 8-Eğilme Kesme Ek SoruDocument2 pages8-Eğilme Kesme Ek SoruKadir ÇalışkanNo ratings yet
- Kirissiz Doseme HesabiDocument6 pagesKirissiz Doseme HesabicengizNo ratings yet
- Sap2000 Ile Detayli Cerceve AnaliziDocument18 pagesSap2000 Ile Detayli Cerceve Analizitelvin1No ratings yet
- Atalet MomentiDocument48 pagesAtalet MomentisafaozhanNo ratings yet
- Statik RaporDocument47 pagesStatik Raporserkan aydogdu100% (1)
- D05u Deprem 2020Document39 pagesD05u Deprem 2020Alper DumanNo ratings yet
- BYP 1 Döşeme1 Yd2 HK 08 10 2020Document68 pagesBYP 1 Döşeme1 Yd2 HK 08 10 2020Hünkar BozkurtNo ratings yet
- Betonarme Proje ÖrnekDocument16 pagesBetonarme Proje ÖrnekBaranNo ratings yet
- Kaynak Perçin CivataDocument46 pagesKaynak Perçin CivataMüslüm KOÇNo ratings yet
- Betonarme 2 6Document45 pagesBetonarme 2 6bekir aslanNo ratings yet
- Çeli̇k Yapi TasarimiDocument39 pagesÇeli̇k Yapi TasarimiatalayyNo ratings yet
- Betonarme Ii - Biro YöntemiDocument33 pagesBetonarme Ii - Biro YöntemiAdem Yılmaz100% (1)
- Betonarme Proje Hesap KriterDocument6 pagesBetonarme Proje Hesap Kriterozg66No ratings yet
- Bölüm 2 Cıvatalı BirleşimlerDocument21 pagesBölüm 2 Cıvatalı BirleşimlerMurat Sami GöksuçukurNo ratings yet
- ACY I Hafta 4 PDFDocument10 pagesACY I Hafta 4 PDFÖzgür GülNo ratings yet
- WE-2-3 - Bolted Slip Resistant ConnectionDocument31 pagesWE-2-3 - Bolted Slip Resistant ConnectionUtku Sait ÇiçekNo ratings yet
- Çubuk Yaylı Elastik KavramaDocument3 pagesÇubuk Yaylı Elastik KavramaKaan KahramanNo ratings yet
- Makel 10.haftaDocument14 pagesMakel 10.haftaMustafa Berat DemirNo ratings yet
- Steel4 Perçin-BulonDocument6 pagesSteel4 Perçin-BulonYeliz KırcaNo ratings yet
- Betonarme 1 5Document16 pagesBetonarme 1 5turusan94256No ratings yet
- Silindir Bukme MakinasiDocument30 pagesSilindir Bukme MakinasiMurathan DoğmuşNo ratings yet
- Bölüm 2 Tüplerin Burulması2014Document101 pagesBölüm 2 Tüplerin Burulması2014Görkem ÖztürkNo ratings yet
- Celik Yapilarders2Document17 pagesCelik Yapilarders2bekir kökNo ratings yet
- Çatı Sistemi BoyutlandırılmasıDocument31 pagesÇatı Sistemi Boyutlandırılmasıteknokolik100% (1)
- 4 Cok Katli Celik Yapilar Birlesim TipleriDocument15 pages4 Cok Katli Celik Yapilar Birlesim Tiplerifox__78No ratings yet
- Basınç ÇubuklarıDocument4 pagesBasınç Çubuklarıteknokolik100% (3)
- Ki̇ri̇ş Kolon Bi̇rleşi̇mi̇Document5 pagesKi̇ri̇ş Kolon Bi̇rleşi̇mi̇teknokolikNo ratings yet
- Ankastre Kolon HesabıDocument30 pagesAnkastre Kolon HesabıteknokolikNo ratings yet