You might also like
- Tehnička DokumentacijaDocument6 pagesTehnička DokumentacijaDunja SekulicNo ratings yet
- Upustvo Za Rukovanje HAASDocument27 pagesUpustvo Za Rukovanje HAASNenad Ana Djordjevic100% (4)
- 6.nastajanje I Vrste Strugotine PDFDocument20 pages6.nastajanje I Vrste Strugotine PDFHusein Lagumdzija100% (1)
- Nestacionarni Prenos ToploteDocument5 pagesNestacionarni Prenos ToploteskrunoslavNo ratings yet
- Tehnologija Prerade Plasticnih Masa Termooblikovanje PDFDocument41 pagesTehnologija Prerade Plasticnih Masa Termooblikovanje PDFDragana Munjic100% (1)
- Tehnologija Prerade PlastikeDocument21 pagesTehnologija Prerade PlastikeMilan ZrnićNo ratings yet
- 01 - Operater Mašinske ObradeDocument13 pages01 - Operater Mašinske ObradeZvezdan DjurdjevicNo ratings yet
- CNC Programiranje StrugDocument165 pagesCNC Programiranje StrugBracaNo ratings yet
- CNCDocument12 pagesCNCAndja VeljkovicNo ratings yet
- Vezbe CAM GlodanjeDocument35 pagesVezbe CAM GlodanjeMilos TodorovicNo ratings yet
- 01 - Uvod U CNC TehnologijuDocument20 pages01 - Uvod U CNC TehnologijuPredrag StepanovicNo ratings yet
- FeatureCAM - StruganjeDocument22 pagesFeatureCAM - StruganjeЙованГрозныйNo ratings yet
- CAM Programiranje U FeatureCAM2Document34 pagesCAM Programiranje U FeatureCAM2Andreja MilovanovicNo ratings yet
- STRUG - TEORIJA - Stefan MarkovicDocument10 pagesSTRUG - TEORIJA - Stefan MarkovicvanNo ratings yet
- STRUG - RukovanjeDocument9 pagesSTRUG - RukovanjeogivNo ratings yet
- Ciklusi Za StrugDocument7 pagesCiklusi Za StrugBratislav PejcicNo ratings yet
- CNC StrugoviDocument5 pagesCNC StrugoviMuffinInACupNo ratings yet
- CNC Programiranje2010Document29 pagesCNC Programiranje2010Dejan131313No ratings yet
- Programiranje Kompijuterski Upravljanih MasinaDocument12 pagesProgramiranje Kompijuterski Upravljanih MasinaAndja Veljkovic100% (1)
- Programiranje CNC MasinaDocument19 pagesProgramiranje CNC MasinaDado KpsNo ratings yet
- NC - KodDocument19 pagesNC - KodlavnenNo ratings yet
- 57 - 60. Obrada Ravnih Površina Povišene TačnostiDocument3 pages57 - 60. Obrada Ravnih Površina Povišene TačnostiVaha PukaNo ratings yet
- Konstruisanje - Pitanja I Odgovori Za MatruskiDocument29 pagesKonstruisanje - Pitanja I Odgovori Za MatruskiБраниславГаврићNo ratings yet
- TORP - StruganjeDocument12 pagesTORP - StruganjeЙованГрозныйNo ratings yet
- Proračun Ručne DizaliceDocument19 pagesProračun Ručne DizaliceMeco KlimentaNo ratings yet
- PRIRUCNIK ZA OSNOVNU OBUKU RUKOVANJA EMCO Concept Mill 55 V1Document27 pagesPRIRUCNIK ZA OSNOVNU OBUKU RUKOVANJA EMCO Concept Mill 55 V1Sándor Csikós100% (1)
- Kinematika MAŠINA ALATKIDocument20 pagesKinematika MAŠINA ALATKIHusein LagumdzijaNo ratings yet
- Torzione OprugeDocument31 pagesTorzione OprugepadajuzvezdeNo ratings yet
- Maturski Rad Iz CNC TehnologijeDocument30 pagesMaturski Rad Iz CNC Tehnologijegeyq83% (6)
- Erozimat - Upustvo Za RadDocument11 pagesErozimat - Upustvo Za RaddrdrbneNo ratings yet
- SolidWorks LDocument53 pagesSolidWorks LНикола МедићNo ratings yet
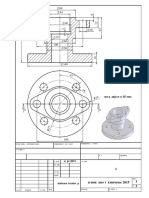
- Radionički Crtez Prirubnice PDFDocument1 pageRadionički Crtez Prirubnice PDFKuvelja TanjaNo ratings yet
- AlatiDocument18 pagesAlatiНенад КозловачкиNo ratings yet
- CNC Struganje HAAS-G I F F-JeDocument75 pagesCNC Struganje HAAS-G I F F-JeSemsudin Habibovic100% (1)
- Priprema Za CasDocument4 pagesPriprema Za CasnikolaNo ratings yet
- Modelovanje SolidWorks 2020Document24 pagesModelovanje SolidWorks 2020Sivi KarudijanNo ratings yet
- TORP - Glodanje I BusenjeDocument12 pagesTORP - Glodanje I BusenjeЙованГрозныйNo ratings yet
- Obuka Za Rukovaoca CNC MasinamaDocument54 pagesObuka Za Rukovaoca CNC MasinamaAleksandra86% (7)
- Sistemi - Osnove ProgramiDocument36 pagesSistemi - Osnove Programimecanica2000No ratings yet
- Maturski BusenjeDocument19 pagesMaturski BusenjeMuhidin TatarNo ratings yet
- CNC PR 4 Pogonski SitemiDocument60 pagesCNC PR 4 Pogonski Sitemivekas859No ratings yet
- Navojni SpojeviDocument45 pagesNavojni SpojeviMilos0% (1)
- Programiranje NC-Apkant PreseDocument15 pagesProgramiranje NC-Apkant Presemehmedovic66No ratings yet
- 5.kompjuterski Upravljani Sistemi Za Obradu Rezanjem 2Document39 pages5.kompjuterski Upravljani Sistemi Za Obradu Rezanjem 2Mateja GlamočakNo ratings yet
- RazdvajanjeDocument39 pagesRazdvajanjeAmel HamzicNo ratings yet
- Projektovanje Delova Od Plasticnih MasaDocument32 pagesProjektovanje Delova Od Plasticnih MasaSaša Lapajne0% (1)
- I графички рад - ТолеранцијеDocument15 pagesI графички рад - ТолеранцијеsortehnoartNo ratings yet
- Uputstvo Za Creo 2.0 PodesavanjaDocument13 pagesUputstvo Za Creo 2.0 PodesavanjaZoran RastovicNo ratings yet
- CNC KursDocument237 pagesCNC Kurssijuks00750% (2)
- FeatureCam Skripta Akreditovanog SeminaraDocument15 pagesFeatureCam Skripta Akreditovanog SeminaraBranko SavicNo ratings yet
- Injekciono PresovanjeDocument56 pagesInjekciono PresovanjeNikola PericNo ratings yet
- Injekciono Pres1079103282Document55 pagesInjekciono Pres10791032821111111111111-429588No ratings yet
- Injekciono PresovanjeDocument35 pagesInjekciono PresovanjeBranislav DjordjevicNo ratings yet
- Preradljivost PolimeraDocument16 pagesPreradljivost PolimeraBube121No ratings yet
- Tehnologije Prerade Plasticnih Masa1Document26 pagesTehnologije Prerade Plasticnih Masa1Ibrišević ElvisNo ratings yet
- Tehnologija Prerade Plastičnih MasaDocument26 pagesTehnologija Prerade Plastičnih MasaAleksandar TomicNo ratings yet
- Hidraulicni Sistem, Kostic Milos Dipl - Ing.Document18 pagesHidraulicni Sistem, Kostic Milos Dipl - Ing.drkosticNo ratings yet
- Obrada PlastikeDocument31 pagesObrada Plastikezolaman032100% (1)
- Dipl 4Document3 pagesDipl 4mechanic993No ratings yet
- Alati Za Izvlačenje Bez Stanjivanja Debljine ZidaDocument21 pagesAlati Za Izvlačenje Bez Stanjivanja Debljine ZidaMarko LoncarNo ratings yet
- Industrijski DizajnDocument31 pagesIndustrijski Dizajnmstevka100% (1)
- Poboljsavanje Procesa Upravljanja RizikomDocument28 pagesPoboljsavanje Procesa Upravljanja RizikomPetar MelezovicNo ratings yet
- Linija Za Pelet 350kg Kontejner PDFDocument2 pagesLinija Za Pelet 350kg Kontejner PDFPetar MelezovicNo ratings yet
- Trigonometrijske Funkcije Ostrog UglaDocument11 pagesTrigonometrijske Funkcije Ostrog UglaDusan Lazovic100% (1)
- 2 Projekcija Pravca II PredavanjeDocument10 pages2 Projekcija Pravca II PredavanjePetar MelezovicNo ratings yet