You might also like
- CHUONG 6 - WheelDocument21 pagesCHUONG 6 - Wheelphuocloi82No ratings yet
- Lop Xe OtoDocument31 pagesLop Xe OtoNguyễn DuyNo ratings yet
- Câu Hỏi Thảo LuậnDocument6 pagesCâu Hỏi Thảo LuậnĐức PhanNo ratings yet
- Thuyết Trình Vành Và LốpDocument8 pagesThuyết Trình Vành Và LốpTrần Quốc ThắngNo ratings yet
- 01 轮胎基础知识 ActrDocument41 pages01 轮胎基础知识 ActrKiet TuanNo ratings yet
- Quá Trình Sản Xuất Lốp XeDocument9 pagesQuá Trình Sản Xuất Lốp Xehunghiepvan100% (1)
- thay lốp xeDocument2 pagesthay lốp xeLĩnh NgôNo ratings yet
- BTLDocument47 pagesBTLHoàng Rin83% (12)
- Nhóm 18 chủ đề 11Document39 pagesNhóm 18 chủ đề 11Linh NguyễnNo ratings yet
- QCVN 34-2011Document36 pagesQCVN 34-2011maituanNo ratings yet
- File 20210908 154203 Phúc-TâmDocument23 pagesFile 20210908 154203 Phúc-TâmHưng NèNo ratings yet
- Chương 10. TR C PDFDocument21 pagesChương 10. TR C PDFVõ Huỳnh Khả ThanhNo ratings yet
- Black and Brown Clean Car Rental PresentationDocument16 pagesBlack and Brown Clean Car Rental PresentationQuý TrọngNo ratings yet
- Quy Chuan QCVN 36 2010 BGTVT Lop Hoi Xe Mo To Xe Gan MayDocument21 pagesQuy Chuan QCVN 36 2010 BGTVT Lop Hoi Xe Mo To Xe Gan MayThế Hạc VõNo ratings yet
- Tài liệu sản xuất lốp xe ô tôDocument33 pagesTài liệu sản xuất lốp xe ô tôVu Thanh PhongNo ratings yet
- chi tiết ngoại thất ô tôDocument14 pageschi tiết ngoại thất ô tônguyenainhan210804No ratings yet
- ôn tậpDocument8 pagesôn tậpLợi Trần XuânNo ratings yet
- Các chỉ số lốp xe bán tải địa hìnhDocument3 pagesCác chỉ số lốp xe bán tải địa hình2051130167No ratings yet
- Thuyết Minh Máy Lu Bánh Lốp - Sao ChépDocument7 pagesThuyết Minh Máy Lu Bánh Lốp - Sao Chéptuandeptraidoi15No ratings yet
- Hệ Thống Treo Trên Ôtô 2273835Document15 pagesHệ Thống Treo Trên Ôtô 2273835Tieu Ngoc LyNo ratings yet
- Câu hỏi thảo luận Bài 1Document9 pagesCâu hỏi thảo luận Bài 12529Nguyễn Minh NhựtNo ratings yet
- Bài tập về nhà version 3Document34 pagesBài tập về nhà version 3Huy NguyễnNo ratings yet
- Ưu, Nhược Điểm Các Loại Phanh ô TôDocument44 pagesƯu, Nhược Điểm Các Loại Phanh ô TôKhoi TruongNo ratings yet
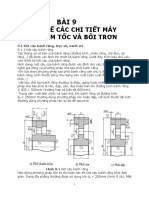
- THIẾT KẾ HỘP GIẢM TỐC VÀ BÔI TRƠNDocument38 pagesTHIẾT KẾ HỘP GIẢM TỐC VÀ BÔI TRƠN0248 Võ Đăng KhôiNo ratings yet
- Đồ Án Lựa chọn Vl -Huy AnhDocument4 pagesĐồ Án Lựa chọn Vl -Huy Anhh162002hNo ratings yet
- Bài Phân Tích Chương 7: Hoạt Động Tài Trợ Ctcp Cao Su Đà Nẵng - Drc Nhóm: 1 Khóa: 46 Lớp Phân tích tài chính Giảng viên: PGS - Tiến sĩ Trần Thị Thùy LinhDocument47 pagesBài Phân Tích Chương 7: Hoạt Động Tài Trợ Ctcp Cao Su Đà Nẵng - Drc Nhóm: 1 Khóa: 46 Lớp Phân tích tài chính Giảng viên: PGS - Tiến sĩ Trần Thị Thùy LinhToàn VănNo ratings yet
- Goi Do Trung GianDocument17 pagesGoi Do Trung GianDương Thế TínhNo ratings yet
- Những bộ phận nào dễ bị hư hỏng bởi ổ gàDocument7 pagesNhững bộ phận nào dễ bị hư hỏng bởi ổ gàHuỳnh Thanh TườngNo ratings yet
- Chương 6 Sửa chữa hệ thống truyền lựcDocument13 pagesChương 6 Sửa chữa hệ thống truyền lựcNguyễn Lê Anh Nam0% (1)
- ĐÁP ÁN ĐỀ CƯƠNG CÔNG NGHỆ LẮP RÁPDocument16 pagesĐÁP ÁN ĐỀ CƯƠNG CÔNG NGHỆ LẮP RÁPDiesel V8 Engine0% (1)
- He Thong Treo Tren Oto Ban Ve Autocad mkS8MQO8Jl 20130107021356 4Document30 pagesHe Thong Treo Tren Oto Ban Ve Autocad mkS8MQO8Jl 20130107021356 4Le Thanh LeNo ratings yet
- Những Điểm Cần Lưu ý Khi Trả Lời Đồ ÁnDocument8 pagesNhững Điểm Cần Lưu ý Khi Trả Lời Đồ ÁnThang LeNo ratings yet
- (123doc) Tai Lieu Khi Dong Hoc Cua Oto PDFDocument5 pages(123doc) Tai Lieu Khi Dong Hoc Cua Oto PDFThang VuNo ratings yet
- THUYETTRINHDocument9 pagesTHUYETTRINH3792Trần Duy LinhNo ratings yet
- UDMTDocument19 pagesUDMTtdangquang0802No ratings yet
- Chương 1: Sự Thay Đổi Trạng Thái Kỹ Thuật Của Ô Tô Trong Quá Trình Sử DụngDocument7 pagesChương 1: Sự Thay Đổi Trạng Thái Kỹ Thuật Của Ô Tô Trong Quá Trình Sử DụngNguyễn Tấn XanhNo ratings yet
- Hệ Thống Truyền Lực Toyota 1.5eDocument35 pagesHệ Thống Truyền Lực Toyota 1.5eĐỗ Huy HoàngNo ratings yet
- Những điểm cần lưu ý khi trả lời đồ án1Document21 pagesNhững điểm cần lưu ý khi trả lời đồ án1THÀNH NGUYỄN TRUNGNo ratings yet
- Hệ Thống TreoDocument3 pagesHệ Thống Treohoangloc.cl204No ratings yet
- THUYẾT MINH VŨ TIẾN THÀNHDocument68 pagesTHUYẾT MINH VŨ TIẾN THÀNHPhương Nam NgôNo ratings yet
- Cau Hoi Do An Chi Tiet MayDocument8 pagesCau Hoi Do An Chi Tiet MayThịnh Đặng100% (1)
- TTTN Co So Ly Thuyet 3Document6 pagesTTTN Co So Ly Thuyet 3Quoc BaoNo ratings yet
- Final Kcot Ôn ThiDocument94 pagesFinal Kcot Ôn ThiNhân TrầnNo ratings yet
- Chương 3Document13 pagesChương 3Bùi Anh TúNo ratings yet
- CHI TIẾT XE Ô TÔDocument3 pagesCHI TIẾT XE Ô TÔSang Chế100% (1)
- Lecture 2 - Vehicle Systems - Bo Tri Chung o ToDocument29 pagesLecture 2 - Vehicle Systems - Bo Tri Chung o Tohien93693No ratings yet
- bộ 20 câu hỏi bảo vệ đồ án chi tiết máyDocument11 pagesbộ 20 câu hỏi bảo vệ đồ án chi tiết máyHuy HaNo ratings yet
- Lưu HóaDocument7 pagesLưu HóaTiênn TiênnNo ratings yet
- IDocument6 pagesIHồng Anh PhạmNo ratings yet
- KT Hs c50 Toyota ViosDocument3 pagesKT Hs c50 Toyota ViosmanaNo ratings yet
- Trần Mai Thành Lộc - 2013697Document5 pagesTrần Mai Thành Lộc - 2013697thanhlocpt2205No ratings yet
- Thầy KhánhDocument11 pagesThầy KhánhLam PhươngNo ratings yet
- Những điểm cần lưu ý khi trả lời đồ ánDocument11 pagesNhững điểm cần lưu ý khi trả lời đồ ánLợi Trần XuânNo ratings yet
- (123doc) Do An Sua Chua Va Ba o Duo NG Ly Ho PDocument28 pages(123doc) Do An Sua Chua Va Ba o Duo NG Ly Ho Pducminhkgg368No ratings yet
- Tai Lieu CNCH Oto - Xe KháchDocument35 pagesTai Lieu CNCH Oto - Xe KháchbowenngoNo ratings yet
- Hust PPT Template 2022 Red 4x3Document18 pagesHust PPT Template 2022 Red 4x3Quang QuýNo ratings yet
- Hệ thống treo trên ô tô hyundaiDocument9 pagesHệ thống treo trên ô tô hyundaiquân đỗNo ratings yet
- Layout Khu Vực Làm Lốp - 180423Document22 pagesLayout Khu Vực Làm Lốp - 180423Tran xuan ThuyNo ratings yet
- Khi ThiDocument2 pagesKhi ThiPhong HoàngNo ratings yet
- BAi TAp TrAc NghiEm DAi CUOng DD DH - Thuvienvatly.com.93727.38338Document10 pagesBAi TAp TrAc NghiEm DAi CUOng DD DH - Thuvienvatly.com.93727.38338luong1806No ratings yet
- BÀI TẬP ÔN THI VÀO 10Document9 pagesBÀI TẬP ÔN THI VÀO 10quangcuong2100% (1)
- Tai Lieu On Thi Dai Hoc Co Huong DanDocument40 pagesTai Lieu On Thi Dai Hoc Co Huong Danluong1806No ratings yet
- Chuong12 Ke Toan - Tai ChinhDocument23 pagesChuong12 Ke Toan - Tai Chinhluong1806No ratings yet
- PPDocument39 pagesPPluong1806No ratings yet