You might also like
- LED 无铅回流焊的详细介绍Document14 pagesLED 无铅回流焊的详细介绍salih dağdurNo ratings yet
- Datasheet - Laminado Kingboard FR4Document2 pagesDatasheet - Laminado Kingboard FR4christopher_garNo ratings yet
- CTSO-2C706 航空抗燃磷酸酯液压油Document10 pagesCTSO-2C706 航空抗燃磷酸酯液压油shan DNo ratings yet
- 镍基合金简介Document39 pages镍基合金简介krenNo ratings yet
- PA6CM1017物性表Document1 pagePA6CM1017物性表Danii Alias XPxNo ratings yet
- Celdas de Vehiculos ElectricosDocument3 pagesCeldas de Vehiculos ElectricosRoberto QuesadaNo ratings yet
- 管线及储罐散热量计算Document9 pages管线及储罐散热量计算wdyouQNo ratings yet
- 管线及储罐散热量计算Document9 pages管线及储罐散热量计算wdyouQNo ratings yet
- THIFEDocument4 pagesTHIFEjason KlangNo ratings yet
- 44 RMYF 2023 05 4 配方开发 钢丝绳防锈油脂配方开发 于延晨Document46 pages44 RMYF 2023 05 4 配方开发 钢丝绳防锈油脂配方开发 于延晨chen chenNo ratings yet
- P44 - 46 水泥窯用鎂鉻&鎂尖晶石磚 (TC-K09AC05)Document3 pagesP44 - 46 水泥窯用鎂鉻&鎂尖晶石磚 (TC-K09AC05)Li ZhongNo ratings yet
- 钢丝绳防锈油脂配方开发Document42 pages钢丝绳防锈油脂配方开发chen chenNo ratings yet
- 1050gsm膜材GB8624 B1阻燃中文版 1Document6 pages1050gsm膜材GB8624 B1阻燃中文版 1aja24geminiNo ratings yet
- 立式热虹吸再沸器HTRI优化设计 PDFDocument34 pages立式热虹吸再沸器HTRI优化设计 PDFaaaNo ratings yet
- 不同沉積法比較Document57 pages不同沉積法比較張志榮No ratings yet
- VersaflexR CL2250Document2 pagesVersaflexR CL2250Wan KKNo ratings yet
- 四川白马300MWCFB锅炉基本运行特性研究 蒋茂庆-22Document1 page四川白马300MWCFB锅炉基本运行特性研究 蒋茂庆-22nguyenhuutan91No ratings yet
- 四川白马300MWCFB锅炉基本运行特性研究 蒋茂庆-22Document1 page四川白马300MWCFB锅炉基本运行特性研究 蒋茂庆-22nguyenhuutan91No ratings yet
- 普物實驗 固體的熱膨脹 結報 111-1Document5 pages普物實驗 固體的熱膨脹 結報 111-1氣飛No ratings yet
- Heat Treatment Procedure After CastingforgingDocument6 pagesHeat Treatment Procedure After Castingforgingabdellatif.driouech13No ratings yet
- L7805Document7 pagesL7805ahmadatifbashirNo ratings yet
- 2018機工實驗 衝擊試驗Document9 pages2018機工實驗 衝擊試驗Claire ChiangNo ratings yet
- DB33T 937-2014 公路同步碎石封层设计与施工技术规程Document26 pagesDB33T 937-2014 公路同步碎石封层设计与施工技术规程方成No ratings yet
- Datasheet 2Document2 pagesDatasheet 2Xandy RamosNo ratings yet
- Datasheet FR-4 KBDocument2 pagesDatasheet FR-4 KBSebastìan Gonzales Soler100% (1)
- DB13 - T 2271-2015 铝箔、铝板冷轧制用润滑基础油Document10 pagesDB13 - T 2271-2015 铝箔、铝板冷轧制用润滑基础油Zhang FeiNo ratings yet
- ASSAB DievarDocument9 pagesASSAB Dievarsimon HunagNo ratings yet
- DatasheetDocument7 pagesDatasheetmatiasNo ratings yet
- 电缆工艺原理讲义Document87 pages电缆工艺原理讲义绿野仙踪No ratings yet
- T12烙鐵控制器Document9 pagesT12烙鐵控制器suanyuanNo ratings yet
- Ultra Coolant冷却剂参数Document2 pagesUltra Coolant冷却剂参数Daneyal BabarNo ratings yet
- 高科技廠房空調系統控制 100.12.1Document34 pages高科技廠房空調系統控制 100.12.1Pochao HuangNo ratings yet
- 03 鎳元素及沃斯回火對延性鑄鐵延脆轉換溫度之影響Document6 pages03 鎳元素及沃斯回火對延性鑄鐵延脆轉換溫度之影響駱建澄No ratings yet
- TNC12 100PDocument2 pagesTNC12 100Pharsha.chutNo ratings yet
- 9-5 钢筋焊接Document39 pages9-5 钢筋焊接秦川No ratings yet
- QSY 01138-2020 寒区抽油机用润滑油技术条件Document7 pagesQSY 01138-2020 寒区抽油机用润滑油技术条件叶芊No ratings yet
- HBR10200S 2-1 10a200vDocument10 pagesHBR10200S 2-1 10a200ves42620No ratings yet
- XTL-PA66 GF50 物性表Document2 pagesXTL-PA66 GF50 物性表TRUONGNo ratings yet
- 新加坡中石化轻质循环油 - light recycled oil PDFDocument1 page新加坡中石化轻质循环油 - light recycled oil PDFAmir HamzahNo ratings yet
- Jis G 3115Document9 pagesJis G 3115Thanh Tín TăngNo ratings yet
- 02741 瀝青混凝土之一般要求Document8 pages02741 瀝青混凝土之一般要求陳鴻哲No ratings yet
- 选型计算Document21 pages选型计算Seal GzyyNo ratings yet
- 选型计算Document21 pages选型计算Seal GzyyNo ratings yet
- NBT47019.4-2021 锅炉、热交换器用管订货技术条件 第4部分:低温用低合金钢Document8 pagesNBT47019.4-2021 锅炉、热交换器用管订货技术条件 第4部分:低温用低合金钢Jinliang LiuNo ratings yet
- 燃烧热 1Document9 pages燃烧热 1刘毅丁No ratings yet
- Tonycalcelate EnglishDocument17 pagesTonycalcelate Englishevrim77No ratings yet
- 汽化熱Document3 pages汽化熱nhushhowNo ratings yet
- 低溫固化導電銀膠FeedBond® FP-1725-B6Document2 pages低溫固化導電銀膠FeedBond® FP-1725-B6quinn akaneNo ratings yet
- 04-13 r4u 先导式及电磁卸荷阀Document6 pages04-13 r4u 先导式及电磁卸荷阀ZHOUNo ratings yet
- CP Series: SpecificationsDocument10 pagesCP Series: SpecificationsLorenzo ArcanjoNo ratings yet
- Gbt 713.4-Xxxx《承压设备用钢板和钢带 第4部分:规定低温性能的镍合金钢》征求意见稿Document9 pagesGbt 713.4-Xxxx《承压设备用钢板和钢带 第4部分:规定低温性能的镍合金钢》征求意见稿wzgNo ratings yet
- 20CrMnTi钢齿轮渗碳淬火的数值模拟与实验验证 赵爱彬Document5 pages20CrMnTi钢齿轮渗碳淬火的数值模拟与实验验证 赵爱彬muapngoNo ratings yet
- Nanjing Shiheng Elec MF52A103J3950 A1 - C123378Document8 pagesNanjing Shiheng Elec MF52A103J3950 A1 - C123378jkenny23No ratings yet
- 5.6 油面温控器Controlador de Temperatura Del AceiteDocument34 pages5.6 油面温控器Controlador de Temperatura Del Aceitejuancarlos24No ratings yet
- 規範類別 規範編號 共同性 FGES-T-UPA12Document93 pages規範類別 規範編號 共同性 FGES-T-UPA12simonchangNo ratings yet
- Polylac Pa 757Document2 pagesPolylac Pa 757samNo ratings yet
- Quo AnodiuzingDocument23 pagesQuo AnodiuzingI U Asif AhmadNo ratings yet
- 三花商用电子膨胀阀说明书Document6 pages三花商用电子膨胀阀说明书h1234bNo ratings yet
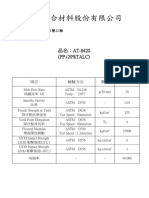
- At-8420Document1 pageAt-8420廖健翔No ratings yet
- 9-電池箔產品說明書 (電池箔產品說明書-Battery foil)Document1 page9-電池箔產品說明書 (電池箔產品說明書-Battery foil)fiona54017No ratings yet
- 共晶培训资料 PDFDocument33 pages共晶培训资料 PDF黃冠旗No ratings yet
- PISTER2014 -电子版目录Document104 pagesPISTER2014 -电子版目录Hui ChenNo ratings yet
- 中鋼鋼板spec pl 2014Document47 pages中鋼鋼板spec pl 2014tscNo ratings yet
- 常见产品 hs codeDocument2 pages常见产品 hs codesandyaNo ratings yet
- 190103C0030PDocument1 page190103C0030PCarlos Andres Palomino BarriosNo ratings yet