You might also like
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsFrom EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsNo ratings yet
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsFrom EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsNo ratings yet
- Rig Equipment (Ok)Document25 pagesRig Equipment (Ok)Mahmoud Ahmed Ali AbdelrazikNo ratings yet
- UniDocument21 pagesUnisparda94No ratings yet
- Sucker Rod PumpDocument5 pagesSucker Rod Pumpwilzy74No ratings yet
- 1 Stack Component Codes: Halda Etroleum OmpanyDocument7 pages1 Stack Component Codes: Halda Etroleum Ompanyislam atifNo ratings yet
- Beam Pumping System For Deep High-Volume WellsDocument16 pagesBeam Pumping System For Deep High-Volume WellsIri PelaezNo ratings yet
- Kelly Down SistemDocument18 pagesKelly Down SistemOswal Agusto Cabrera PantojaNo ratings yet
- Basic Load On The StringDocument7 pagesBasic Load On The Stringabodolkuhaa100% (1)
- 05-0049 Rev 2 TD Tubing Head TB 3Document2 pages05-0049 Rev 2 TD Tubing Head TB 3Anonymous F2tu2TrzVtNo ratings yet
- Sec 3 Well ServicingDocument38 pagesSec 3 Well ServicingWilliam EvansNo ratings yet
- 29!541 Transient Aspects of Unloading Oil and Gas Wells With Coiled TubingDocument6 pages29!541 Transient Aspects of Unloading Oil and Gas Wells With Coiled TubingWaode GabriellaNo ratings yet
- Reservoir SimulationDocument3 pagesReservoir SimulationEuler MendozaNo ratings yet
- C 06.C Wellhead DesignDocument6 pagesC 06.C Wellhead DesignJose David Hernandez OteroNo ratings yet
- Casing Design SheetDocument2 pagesCasing Design SheetHammad KhalidNo ratings yet
- Bottomhole Pressure 0504083Document6 pagesBottomhole Pressure 0504083Daniel DadzieNo ratings yet
- Best Method To Balance Torque Loadings On A Pumping Unit GearboxDocument11 pagesBest Method To Balance Torque Loadings On A Pumping Unit GearboxNiurkarisNo ratings yet
- Stripper TOT 2.50 10M DS34 TechMan1146Document13 pagesStripper TOT 2.50 10M DS34 TechMan1146Diego OspinaNo ratings yet
- MODEL 4500 Hydraulic Tubing Tong Operations and Service ManualDocument39 pagesMODEL 4500 Hydraulic Tubing Tong Operations and Service ManualDano CustodioNo ratings yet
- Sucker Rods Brochure 851 06Document12 pagesSucker Rods Brochure 851 06Ronald LlerenaNo ratings yet
- Christopher Franklin - Handbook of Oil and Gas Operations PDFDocument281 pagesChristopher Franklin - Handbook of Oil and Gas Operations PDFHaitham AbdulrazzakNo ratings yet
- 48 PumpDrive SelectionGuide 1Document52 pages48 PumpDrive SelectionGuide 1rgopikrishna313No ratings yet
- 2006 International Sucker Rod Pumping WorkshopDocument33 pages2006 International Sucker Rod Pumping WorkshopRodrigo DacolNo ratings yet
- Iadc WW Surfacestack Field 012214Document3 pagesIadc WW Surfacestack Field 012214DirafNo ratings yet
- Lufkin Mark IIDocument8 pagesLufkin Mark IIjulioramcaNo ratings yet
- Weatherford CORODDocument6 pagesWeatherford CORODclass 96No ratings yet
- 3 - Presentation - John Crane - Fishing Fiberglass Rods in The 21st CenturyDocument31 pages3 - Presentation - John Crane - Fishing Fiberglass Rods in The 21st Centuryrolando100% (1)
- Annular Pressure Loss AnalysisDocument26 pagesAnnular Pressure Loss AnalysisDhruv DasNo ratings yet
- PPE I PR 005Document11 pagesPPE I PR 005MahanderOadNo ratings yet
- Wellhead Products Catalog vFEB2015 PDFDocument20 pagesWellhead Products Catalog vFEB2015 PDFRatnakar PatilNo ratings yet
- Spe 196232 MSDocument18 pagesSpe 196232 MShijoetigreNo ratings yet
- Tarea 19 - Metodo API Rp11lDocument12 pagesTarea 19 - Metodo API Rp11lMelo GutiérrezNo ratings yet
- FUNDAMENTALS OF Reservoir Fluids3 - Updated-1Document28 pagesFUNDAMENTALS OF Reservoir Fluids3 - Updated-1adewaleNo ratings yet
- Spe 23900 (Guide To BOP Equipment)Document16 pagesSpe 23900 (Guide To BOP Equipment)Gabriel IbarraNo ratings yet
- Briefing N°12 - Joshi S-Method - Calculation-of-Critical-Flow-Rate - Horizontal-WellsDocument3 pagesBriefing N°12 - Joshi S-Method - Calculation-of-Critical-Flow-Rate - Horizontal-WellsANDREW LOJANo ratings yet
- Re Entry WorkDocument3 pagesRe Entry WorkAnilNo ratings yet
- ALS7501 01 Sucker Rods Brochure PDFDocument8 pagesALS7501 01 Sucker Rods Brochure PDFedinson saenzNo ratings yet
- Well Control Equipment PDFDocument104 pagesWell Control Equipment PDFAlexander ToyoNo ratings yet
- TDF DISPAROS HLBDocument88 pagesTDF DISPAROS HLBDanielStiglitzNo ratings yet
- Franks Cabot - Q02 - 09 de 17 - TRANSMISSION PDFDocument10 pagesFranks Cabot - Q02 - 09 de 17 - TRANSMISSION PDFcarlospais2No ratings yet
- Drilling String DesignDocument13 pagesDrilling String DesignMiguel Angel TiconaNo ratings yet
- Velocity String Drainage Technology For HorizontalDocument11 pagesVelocity String Drainage Technology For HorizontalThe SangeNo ratings yet
- Instructions For The Safe Use of P-Quip Liner Retention Systems - Pt. No. 80000111 Revision Date August 9, 2006Document7 pagesInstructions For The Safe Use of P-Quip Liner Retention Systems - Pt. No. 80000111 Revision Date August 9, 2006Heri VillaNo ratings yet
- Water Influx 2 PDFDocument44 pagesWater Influx 2 PDFFaridz HimawanNo ratings yet
- Wait and Weight MethodDocument2 pagesWait and Weight MethodMubin Ashraf Sheikh100% (1)
- 4216 Mud Balance ManualDocument2 pages4216 Mud Balance ManualAli AliievNo ratings yet
- 2-1. Rigs, Drilling A WellDocument50 pages2-1. Rigs, Drilling A WellscribddocomNo ratings yet
- Tubing String Testing (TST) Valve: Provides Tubing Testing Capability With Automatic Fill of The WorkstringDocument2 pagesTubing String Testing (TST) Valve: Provides Tubing Testing Capability With Automatic Fill of The Workstringadi nugroho100% (1)
- Bowen Mechanical Jar DownDocument1 pageBowen Mechanical Jar Downnasr yassinNo ratings yet
- PVT Experiments: Separator Test: by Admin 13 October 2017Document2 pagesPVT Experiments: Separator Test: by Admin 13 October 2017saeed0% (1)
- KT13625 FarrBackup CompressionCellManual Rev072011Document129 pagesKT13625 FarrBackup CompressionCellManual Rev072011enuvos engineeringNo ratings yet
- Part 7 - Wellbore Storage EffectsDocument5 pagesPart 7 - Wellbore Storage EffectsChai CwsNo ratings yet
- CT Hydraulic JarsDocument2 pagesCT Hydraulic JarsAde RiantoNo ratings yet
- Meerkat PT ShakerDocument8 pagesMeerkat PT ShakerEdgar Angulo ArizaNo ratings yet
- DRAFT - Requirements For Pressure TestingDocument3 pagesDRAFT - Requirements For Pressure TestingAdhie WaelacxhNo ratings yet
- Drill String ComponentsDocument56 pagesDrill String ComponentsEbenezer Amoah-Kyei50% (4)
- Drillstem: Julio Rodríguez Hernán Torres Luis Contreras Oscar LeynesDocument14 pagesDrillstem: Julio Rodríguez Hernán Torres Luis Contreras Oscar Leyneshernan.93No ratings yet
- Chapter 4Document21 pagesChapter 4ゞ『HaiDerツ98〆No ratings yet
- Rotary SystemDocument9 pagesRotary SystemHomam MohammadNo ratings yet
- Surface Components: Above Rig FloorDocument26 pagesSurface Components: Above Rig FloorInternational Certification100% (1)
- MD Totco Rig Electricians TrainingDocument1 pageMD Totco Rig Electricians Trainingcmrig74No ratings yet
- Parts List: TYPE 110-UE DrawworksDocument62 pagesParts List: TYPE 110-UE Drawworkscmrig74No ratings yet
- Budgetary Quotation Summary - Sensor Update: M/D TotcoDocument8 pagesBudgetary Quotation Summary - Sensor Update: M/D Totcocmrig74No ratings yet
- Budgetary Quotation Summary - Rigsense Spectrum Instrumentation SystemDocument16 pagesBudgetary Quotation Summary - Rigsense Spectrum Instrumentation Systemcmrig74No ratings yet
- 155 Clients 0501 27718-0Document5 pages155 Clients 0501 27718-0cmrig74No ratings yet
- Read ItDocument1 pageRead Itcmrig74No ratings yet
- Lesson 23: Special Well Control Applications Underbalanced Drilling (UBD)Document63 pagesLesson 23: Special Well Control Applications Underbalanced Drilling (UBD)cmrig74No ratings yet
- Assessing Risk Precautionary Approach: and TheDocument24 pagesAssessing Risk Precautionary Approach: and Thecmrig74No ratings yet
- MD TrackDocument1 pageMD Trackcmrig74No ratings yet
- Circulation Kill TechniquesDocument71 pagesCirculation Kill Techniquescmrig74No ratings yet
- 21.well Control ComplicationsDocument65 pages21.well Control Complicationscmrig74No ratings yet
- Motion CompensationDocument39 pagesMotion Compensationdriller22100% (1)
- MD Totco Drilling Instrumentation SpecDocument2 pagesMD Totco Drilling Instrumentation Speccmrig74No ratings yet
- Lesson 22: Introduction To Underbalanced Drilling TechnologyDocument65 pagesLesson 22: Introduction To Underbalanced Drilling Technologycmrig74No ratings yet
- Remon Ahdy ,: Professional Diplomas in Sales Management and MarketingDocument60 pagesRemon Ahdy ,: Professional Diplomas in Sales Management and Marketingcmrig74No ratings yet
- PETE 661: Drilling EngineeringDocument50 pagesPETE 661: Drilling Engineeringcmrig74No ratings yet
- Kick Detection and ControlDocument63 pagesKick Detection and Controlcmrig74No ratings yet
- Injection and Disposal Wells: - What Is Different - How To Convert Producers To InjectorsDocument49 pagesInjection and Disposal Wells: - What Is Different - How To Convert Producers To Injectorsdriller22No ratings yet
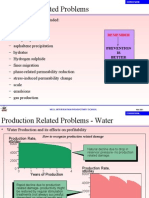
- Injection Well ProblemsDocument12 pagesInjection Well Problemsdriller2250% (2)
- Injection Wellwork ValueDocument7 pagesInjection Wellwork Valuedriller22No ratings yet
- LinerDocument15 pagesLinerdriller22100% (1)
- Methods of Artificial Lift: Presented To: Prof DR: El Ayouty - ElsaidDocument11 pagesMethods of Artificial Lift: Presented To: Prof DR: El Ayouty - Elsaidcmrig74No ratings yet
- Tight Gas 2Document59 pagesTight Gas 2cmrig74No ratings yet
- PerforatingDocument65 pagesPerforatingdriller22100% (1)
- Jars and Accelerators.Document10 pagesJars and Accelerators.driller22100% (1)
- TAMU - Pemex Offshore DrillingDocument42 pagesTAMU - Pemex Offshore Drillingdriller22100% (1)
- TAMU - Pemex: Well ControlDocument54 pagesTAMU - Pemex: Well Controldriller22100% (2)
- Station KeepingDocument67 pagesStation Keepingdriller22No ratings yet
- Deepwater Drilling and Well Control Course OutlineDocument2 pagesDeepwater Drilling and Well Control Course Outlinemahdi_esmNo ratings yet
- Wellheads and CasingDocument102 pagesWellheads and Casingdriller22100% (4)
- Labour Laws in India FINALDocument55 pagesLabour Laws in India FINALSneha Periwal0% (1)
- All About Ocean Life-Rachel BladonDocument6 pagesAll About Ocean Life-Rachel BladonRichard TekulaNo ratings yet
- Affidavit: IN WITNESS WHEREOF, I Have Hereunto Affixed MyDocument2 pagesAffidavit: IN WITNESS WHEREOF, I Have Hereunto Affixed Myceleste LorenzanaNo ratings yet
- Location: Map of Naga CityDocument2 pagesLocation: Map of Naga Citycatherine boragayNo ratings yet
- Factorial Dimensions of Employee Engagement in Public and Private Sector BanksDocument5 pagesFactorial Dimensions of Employee Engagement in Public and Private Sector BanksCma Pushparaj KulkarniNo ratings yet
- Banaag Reflective Journal BlsDocument3 pagesBanaag Reflective Journal BlsR Hornilla ArcegaNo ratings yet
- Piaget and Preoperational StageDocument2 pagesPiaget and Preoperational Stageapi-285179229No ratings yet
- Elasticity, Plasticity Structure of Matter: by DR R. HouwinkDocument9 pagesElasticity, Plasticity Structure of Matter: by DR R. HouwinkKhlibsuwan RNo ratings yet
- MCQDocument5 pagesMCQJagdishVankar100% (1)
- How To Make Panna CottaDocument3 pagesHow To Make Panna CottaBintNo ratings yet
- Trophic Levels - 10% RuleDocument5 pagesTrophic Levels - 10% RulerebbiegNo ratings yet
- Performantele MTADocument5 pagesPerformantele MTAana aNo ratings yet
- Types of Shops Shopping: 1. Chemist's 2. Grocer's 3. Butcher's 4. Baker'sDocument1 pageTypes of Shops Shopping: 1. Chemist's 2. Grocer's 3. Butcher's 4. Baker'sMonik IonelaNo ratings yet
- Female Education ThesisDocument48 pagesFemale Education ThesisHashmie Ali73% (11)
- Bachelor of Physiotherapy (BPT) 2nd YearDocument17 pagesBachelor of Physiotherapy (BPT) 2nd YearMOHD TAUSIF0% (1)
- WAUZZZ8K0BA159120Document10 pagesWAUZZZ8K0BA159120Vedad VedaddNo ratings yet
- Teoria Do Campo Ligante - Part IIDocument25 pagesTeoria Do Campo Ligante - Part IIArthurGrafdeSousaNo ratings yet
- Asking and Showing Rooms in Hospital2Document17 pagesAsking and Showing Rooms in Hospital2Roland DelNo ratings yet
- Impact of Textiles and Clothing Industry On EnvironmentDocument15 pagesImpact of Textiles and Clothing Industry On Environmentranjann349No ratings yet
- ComFlor 80 Load Span Tables PDFDocument4 pagesComFlor 80 Load Span Tables PDFAkhil VNNo ratings yet
- Eprubete. Culori. UtilizareDocument3 pagesEprubete. Culori. UtilizareCuCUNo ratings yet
- OSCE Pediatric Dentistry Lecture-AnswersDocument40 pagesOSCE Pediatric Dentistry Lecture-AnswersR MNo ratings yet
- Helicobacter Pylori InfectionDocument18 pagesHelicobacter Pylori InfectionPMNo ratings yet
- SCIENCE-DRRR - Q1 - W1 - Mod2Document16 pagesSCIENCE-DRRR - Q1 - W1 - Mod2Jay DhelNo ratings yet
- The Effect of Gas Metal Arc Welding (GMAW) Processes On Different Welding Parameters - DoneDocument5 pagesThe Effect of Gas Metal Arc Welding (GMAW) Processes On Different Welding Parameters - DoneAsim AliNo ratings yet
- Classroom Readiness ChecklistDocument2 pagesClassroom Readiness ChecklistRoseman Tumaliuan100% (1)
- Chapter 2Document5 pagesChapter 2ERICKA MAE NATONo ratings yet
- JAMB Biology Past Questions 1983 - 2004Document55 pagesJAMB Biology Past Questions 1983 - 2004Keith MooreNo ratings yet
- Hemorrhagic Shock (Anestesi)Document44 pagesHemorrhagic Shock (Anestesi)Dwi Meutia IndriatiNo ratings yet
- 2.2 WaterDocument32 pages2.2 WaterHelena GlanvilleNo ratings yet