You might also like
- Dimensional Control ProcedureDocument22 pagesDimensional Control Proceduresilitonga3388100% (2)
- ITP Installation of Boiler - R1Document14 pagesITP Installation of Boiler - R1crys100% (4)
- ITP For Structural Steel WorkDocument3 pagesITP For Structural Steel WorkAbdullah Al JubayerNo ratings yet
- INSPECTION AND TEST PLAN - Driven of Pre Cast Concrete Piles PDFDocument3 pagesINSPECTION AND TEST PLAN - Driven of Pre Cast Concrete Piles PDFmustafaNo ratings yet
- Schlumberger Usi Client HandbookDocument34 pagesSchlumberger Usi Client HandbookAlBesselNo ratings yet
- A2U8A2 - KBR Quality Plan For Phase Two Mechanical and Electrical WorkDocument53 pagesA2U8A2 - KBR Quality Plan For Phase Two Mechanical and Electrical WorkDan CosacNo ratings yet
- Piping Inspection ProcedureDocument9 pagesPiping Inspection Proceduremohd as shahiddin jafriNo ratings yet
- M 111 Tank Weld Repair ProcedureDocument8 pagesM 111 Tank Weld Repair ProcedureAAISATNo ratings yet
- Site Inspection Test PlanDocument24 pagesSite Inspection Test Planprabu palaniswamyNo ratings yet
- QA/QC Procedure for FabricationDocument7 pagesQA/QC Procedure for FabricationRajesh K Pillai100% (6)
- ITP Mini Pile PDFDocument2 pagesITP Mini Pile PDFscriptd_ozd3nNo ratings yet
- Digital Circuit Testing: A Guide to DFT and Other TechniquesFrom EverandDigital Circuit Testing: A Guide to DFT and Other TechniquesNo ratings yet
- Inspection Test Plan: 1 QA/QC Document Submission & ApprovalDocument1 pageInspection Test Plan: 1 QA/QC Document Submission & Approvalmohd as shahiddin jafri100% (2)
- STS QAC SOP 015 PSV ServicingDocument11 pagesSTS QAC SOP 015 PSV Servicingmohd as shahiddin jafri100% (1)
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureDocument4 pagesSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureDocument4 pagesSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- 13D API Hydraulics EquationsDocument2 pages13D API Hydraulics Equationsulver27100% (2)
- Ipe 2Document7 pagesIpe 2RADIOACTIVENo ratings yet
- The Water ElectretDocument5 pagesThe Water ElectretTechz OmbieNo ratings yet
- Fabrication Process Inspection PlanDocument48 pagesFabrication Process Inspection Planmohd as shahiddin jafriNo ratings yet
- Itp FGP 2Document21 pagesItp FGP 2fusionndtNo ratings yet
- Itp For Piping Fabrication and InstallationDocument10 pagesItp For Piping Fabrication and InstallationwidiNo ratings yet
- Burj Dubai Development The Dubai Mall: Main Contract Joint Venture: Dbb/Ag&CccDocument3 pagesBurj Dubai Development The Dubai Mall: Main Contract Joint Venture: Dbb/Ag&CccJoseph DarwinNo ratings yet
- Qcpi 4Document2 pagesQcpi 4Hausland Const. Corp.No ratings yet
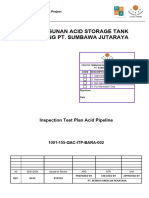
- 1001-155-QAC-ITP-BARA-002-Inspection and Test Plan (ITP)Document6 pages1001-155-QAC-ITP-BARA-002-Inspection and Test Plan (ITP)amirulardhian1996No ratings yet
- NRP QapDocument10 pagesNRP QapKevin Mathew100% (1)
- NDT-SA-SATORP-UT-60, Rev00, Date 15 Aug-2023Document20 pagesNDT-SA-SATORP-UT-60, Rev00, Date 15 Aug-2023Md Abu Hanif RajuNo ratings yet
- ITP For PipingDocument3 pagesITP For PipingAbdullah Al Jubayer100% (1)
- 01 Saip 01Document17 pages01 Saip 01Kuppan Srinivasan100% (2)
- Piping Inspection Procedure GuideDocument8 pagesPiping Inspection Procedure Guidemohd as shahiddin jafriNo ratings yet
- 01 Saip 01Document17 pages01 Saip 01munna100% (1)
- Structural Steel and Pipe Work ProcedureDocument5 pagesStructural Steel and Pipe Work ProcedureMohamed100% (2)
- Inspection and Testing Plan for Pressure VesselDocument6 pagesInspection and Testing Plan for Pressure Vesselmuhammad afrizalNo ratings yet
- Piping Inspection PlanDocument6 pagesPiping Inspection PlanPahlevi MattasanNo ratings yet
- NDT-SA-SATORP-PMI-60 Rev 01-Date-14 Aug-2023Document12 pagesNDT-SA-SATORP-PMI-60 Rev 01-Date-14 Aug-2023Md Abu Hanif RajuNo ratings yet
- Inspection Plan For Pipe LineDocument4 pagesInspection Plan For Pipe LineArfanAliNo ratings yet
- Itp For Fabn. & Erection of Structural WorksDocument4 pagesItp For Fabn. & Erection of Structural Workscrm 2No ratings yet
- Fabrication, Testing ProcedureDocument11 pagesFabrication, Testing ProcedureAhmad FaujiNo ratings yet
- Item Inspected: CBLT-TPI-00F-186-12623Document16 pagesItem Inspected: CBLT-TPI-00F-186-12623Zulfadli RaniNo ratings yet
- Inspection & Test Plan For Fabrication, Erection & Testing of Piping SystemDocument4 pagesInspection & Test Plan For Fabrication, Erection & Testing of Piping SystemAbdullah Al Jubayer100% (4)
- Field Quality Plan: KSK Power Company LimitedDocument6 pagesField Quality Plan: KSK Power Company LimitedGayatree RathoreNo ratings yet
- Method Statement For Fabrication and Erection of Demineralized Water TankDocument12 pagesMethod Statement For Fabrication and Erection of Demineralized Water TanksomiqatarNo ratings yet
- Jsa Installation of Supports and Cable Racks1Document16 pagesJsa Installation of Supports and Cable Racks1loveson709100% (3)
- RIAU-WV02-G10-QA-0002 - Shop Test and Inspection Plans - Rev0 PDFDocument16 pagesRIAU-WV02-G10-QA-0002 - Shop Test and Inspection Plans - Rev0 PDFSiriepathi SeetharamanNo ratings yet
- LNG-80-100937-RA-6065-00023-0000 HT PipingDocument7 pagesLNG-80-100937-RA-6065-00023-0000 HT PipingMohammad AftabNo ratings yet
- Personnel Qualification for Classified Hazardous Locations Instrumentation Cable Gland Seal and ConduitsDocument7 pagesPersonnel Qualification for Classified Hazardous Locations Instrumentation Cable Gland Seal and ConduitsnoelNo ratings yet
- PROJECT Site Record Acceptance Norms RefDocument6 pagesPROJECT Site Record Acceptance Norms Refvanchai sapaNo ratings yet
- MS for CABLE LAYING, WIRING & TERMINATIONDocument11 pagesMS for CABLE LAYING, WIRING & TERMINATIONnoelNo ratings yet
- Qcpi 7Document2 pagesQcpi 7Hausland Const. Corp.No ratings yet
- Api 570 PreDocument3 pagesApi 570 PreBhargava NaiduNo ratings yet
- Basic Design & Fabrication of Pressure VesselDocument30 pagesBasic Design & Fabrication of Pressure VesselannisNo ratings yet
- ItpDocument5 pagesItpMuhammad Fajar100% (1)
- PP-005 METHOD STATEMENT FOR AG PIPE INSTALLATION - NIGHT SHIFT - Rev 0Document14 pagesPP-005 METHOD STATEMENT FOR AG PIPE INSTALLATION - NIGHT SHIFT - Rev 0ibrahimNo ratings yet
- Brochure API 570 (150129) PDFDocument4 pagesBrochure API 570 (150129) PDFMakhfud Edy100% (1)
- Ms For MV Cable Pulling ProcedureDocument11 pagesMs For MV Cable Pulling ProcedureFaris Abandeh100% (1)
- ITP MEKANIKAL SEAMLESS PIPE MILL PROJECTpraktis (Contruction Phase)Document98 pagesITP MEKANIKAL SEAMLESS PIPE MILL PROJECTpraktis (Contruction Phase)ariefNo ratings yet
- A-Qac-Pro-730-38928 Rev ADocument10 pagesA-Qac-Pro-730-38928 Rev ARamzi ZoghlamiNo ratings yet
- Field ITP For Piping Work Rev.1 RDF 1404Document45 pagesField ITP For Piping Work Rev.1 RDF 1404Ichsan BahrilNo ratings yet
- Gamma Radiography Not Allowed for Pipeline WeldingDocument24 pagesGamma Radiography Not Allowed for Pipeline WeldingZaidiNo ratings yet
- Inspection Test Plan: Provision To Supply and Delivery of V-Cone Flowmeter For Tiong A and Bekok ADocument7 pagesInspection Test Plan: Provision To Supply and Delivery of V-Cone Flowmeter For Tiong A and Bekok AMUHAMMAD ABHAR AMZAR BIN ZAMZURINo ratings yet
- Pipe Specimen For Aut Calibration Selection Thickness Survey & Laminations Checks Rev c1.Document12 pagesPipe Specimen For Aut Calibration Selection Thickness Survey & Laminations Checks Rev c1.EdAlmNo ratings yet
- MS for Cable Tray Installation (IFC, Rev.00)Document11 pagesMS for Cable Tray Installation (IFC, Rev.00)noelNo ratings yet
- CV PidDocument6 pagesCV PidSibin DevasiaNo ratings yet
- Cengiz Karakose: Welding/Piping/Tank InspectorDocument4 pagesCengiz Karakose: Welding/Piping/Tank Inspectorcengiz88No ratings yet
- CONTRACT NO. TANK D101-1 REPAIR AND CLEANING QC PROCEDUREDocument6 pagesCONTRACT NO. TANK D101-1 REPAIR AND CLEANING QC PROCEDUREAndreas Schlager100% (3)
- Pipeline and Energy Plant Piping: Design and TechnologyFrom EverandPipeline and Energy Plant Piping: Design and TechnologyRating: 5 out of 5 stars5/5 (2)
- Inspection Test Plan: Piping (Carbon Steel)Document3 pagesInspection Test Plan: Piping (Carbon Steel)mohd as shahiddin jafriNo ratings yet
- Inspection Test Plan: Grinding, Build Up & ResurfaceDocument3 pagesInspection Test Plan: Grinding, Build Up & Resurfacemohd as shahiddin jafriNo ratings yet
- Piping Replacement Carbon Steel InspectionDocument3 pagesPiping Replacement Carbon Steel Inspectionmohd as shahiddin jafriNo ratings yet
- STS QAC SOP 007 Repair Procedure For Carbon SteelDocument6 pagesSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriNo ratings yet
- STS QAC SOP 016 Spring Hanger InspectionDocument6 pagesSTS QAC SOP 016 Spring Hanger Inspectionmohd as shahiddin jafriNo ratings yet
- Sts Qac Sop 005 Joint Integrity ProcedureDocument32 pagesSts Qac Sop 005 Joint Integrity Proceduremohd as shahiddin jafriNo ratings yet
- STS Qac Sop 013 Insulation ProcedureDocument9 pagesSTS Qac Sop 013 Insulation Proceduremohd as shahiddin jafriNo ratings yet
- Tube Plugging and Seal Welding ProcedureDocument7 pagesTube Plugging and Seal Welding Proceduremohd as shahiddin jafriNo ratings yet
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocument5 pagesSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNo ratings yet
- STS QAC SOP 007 Repair Procedure For Carbon SteelDocument6 pagesSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriNo ratings yet
- STS Qac Sop 003 Hydrotest ProcedureDocument8 pagesSTS Qac Sop 003 Hydrotest Proceduremohd as shahiddin jafriNo ratings yet
- STS Qac Sop 014 Burner MaintenanceDocument9 pagesSTS Qac Sop 014 Burner Maintenancemohd as shahiddin jafriNo ratings yet
- Sts Qac Sop 001 CR RV Handling ProcedureDocument3 pagesSts Qac Sop 001 CR RV Handling Proceduremohd as shahiddin jafriNo ratings yet
- HYDROSTATIC TEST PROCEDUREDocument11 pagesHYDROSTATIC TEST PROCEDUREmohd as shahiddin jafriNo ratings yet
- Sts Qac Sop 005 Joint Integrity ProcedureDocument32 pagesSts Qac Sop 005 Joint Integrity Proceduremohd as shahiddin jafriNo ratings yet
- STS QAC SOP 009 - 01 Liquid Penetrant Test ProcedureDocument6 pagesSTS QAC SOP 009 - 01 Liquid Penetrant Test Proceduremohd as shahiddin jafriNo ratings yet
- Tube Plugging and Seal Welding ProcedureDocument7 pagesTube Plugging and Seal Welding Proceduremohd as shahiddin jafriNo ratings yet
- STS Qac Sop 001 CR RV Handling ProcedureDocument3 pagesSTS Qac Sop 001 CR RV Handling Proceduremohd as shahiddin jafriNo ratings yet
- STS Qac Sop 003 Hydrotest ProcedureDocument8 pagesSTS Qac Sop 003 Hydrotest Proceduremohd as shahiddin jafriNo ratings yet
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocument5 pagesSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNo ratings yet
- STS Qac Sop 004 Inspection Test Plan ProcedureDocument9 pagesSTS Qac Sop 004 Inspection Test Plan Proceduremohd as shahiddin jafriNo ratings yet
- STS Qac Sop 004 Inspection Test Plan ProcedureDocument9 pagesSTS Qac Sop 004 Inspection Test Plan Proceduremohd as shahiddin jafriNo ratings yet
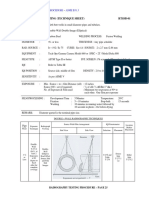
- ATTACHMENT - ASME V RT TECHNIQUE SHEET - Part 2 (PAGES 25-33)Document9 pagesATTACHMENT - ASME V RT TECHNIQUE SHEET - Part 2 (PAGES 25-33)mohd as shahiddin jafriNo ratings yet
- 7-Material Handling and Storage - WC007Document7 pages7-Material Handling and Storage - WC007mohd as shahiddin jafriNo ratings yet
- HYDROSTATIC TEST PROCEDUREDocument11 pagesHYDROSTATIC TEST PROCEDUREmohd as shahiddin jafriNo ratings yet
- Visual Report (Test Ta2014) - 001-132Document211 pagesVisual Report (Test Ta2014) - 001-132mohd as shahiddin jafriNo ratings yet
- Nanowires - Fundamental ResearchDocument564 pagesNanowires - Fundamental ResearchJosé Ramírez100% (1)
- BE Mechanical Syllabus SPPUDocument54 pagesBE Mechanical Syllabus SPPUshrikantwadekarNo ratings yet
- Unit Operation Pharmaceutical Engineering Updated 24.8.2021Document54 pagesUnit Operation Pharmaceutical Engineering Updated 24.8.2021Nusrat ZahanNo ratings yet
- Instrumental Analysis ManualDocument71 pagesInstrumental Analysis ManualArmando PerezNo ratings yet
- Blue Strand Wire RopeDocument13 pagesBlue Strand Wire Ropemary joy PanamaNo ratings yet
- Oxidation of Various Reactive Dyes With in Situ Electro-Generated Active Chlorine For Textile Dyeing Industry Wastewater TreatmentDocument10 pagesOxidation of Various Reactive Dyes With in Situ Electro-Generated Active Chlorine For Textile Dyeing Industry Wastewater Treatmentapi-3828788100% (2)
- Bucket Inspection & MaintenanceDocument12 pagesBucket Inspection & MaintenanceVictor Marcos BautistaNo ratings yet
- Channel Sedimentation 2013Document29 pagesChannel Sedimentation 2013Diarista Thoma SaputraNo ratings yet
- Optics UnitDocument136 pagesOptics UnitReshmaNo ratings yet
- UntitledDocument289 pagesUntitledDeepanshu digariNo ratings yet
- 02 Experiment Manual 2 Determination of The Sound Wave Velocity With The Method of Lissajous Figures PDFDocument5 pages02 Experiment Manual 2 Determination of The Sound Wave Velocity With The Method of Lissajous Figures PDFNikko GalarosaNo ratings yet
- Jee Mains2019 AprilDocument37 pagesJee Mains2019 AprilsanagavarapuNo ratings yet
- Structural Analysis of Pipe Rack Structures - FinalDocument205 pagesStructural Analysis of Pipe Rack Structures - FinalJasna Trifković MešićNo ratings yet
- Third Periodical Grade 5Document10 pagesThird Periodical Grade 5Kaye NodgnalahNo ratings yet
- 17 4Document2 pages17 4fedaquiNo ratings yet
- Types of CloudsDocument12 pagesTypes of CloudsKOYKOYNo ratings yet
- GEA RT RedHeatPump BRS EN 2022-06 08-Low-272674Document16 pagesGEA RT RedHeatPump BRS EN 2022-06 08-Low-272674wipiriNo ratings yet
- JDSU mVOA A1 DatasheetDocument6 pagesJDSU mVOA A1 DatasheetgwNo ratings yet
- Verification Examples enDocument143 pagesVerification Examples enmagiNo ratings yet
- Lattive EnergyDocument44 pagesLattive EnergyClarize Soo HooNo ratings yet
- CE435 - Lesson 1 - Causes of EarthquakeDocument25 pagesCE435 - Lesson 1 - Causes of EarthquakeJohn Alfred RodriguezNo ratings yet
- Impulse MomentumDocument1 pageImpulse MomentumJul RoseNo ratings yet
- PT - Science 6 - Q1Document7 pagesPT - Science 6 - Q1Airma Ross HernandezNo ratings yet
- Applied Geomechanics - Class NotesDocument29 pagesApplied Geomechanics - Class NotesShone DavidNo ratings yet
- Final Report Solid SlabDocument17 pagesFinal Report Solid SlabChime MornNo ratings yet
- Dynamic Balancing of Centrifugal Pump ImpellerDocument5 pagesDynamic Balancing of Centrifugal Pump ImpellerChoochart Thongnark100% (1)