You might also like
- 2017 THE BLUE WAY Visual PDFDocument54 pages2017 THE BLUE WAY Visual PDFAlex KappelNo ratings yet
- Asme ViiiDocument88 pagesAsme ViiiAnonymous jtbdj73W100% (15)
- Polyacrylamide Plant: Mechanical Datasheet For Steam TrapsDocument2 pagesPolyacrylamide Plant: Mechanical Datasheet For Steam Trapsbecpavan100% (1)
- Revised List of Maharashtra HospitalsDocument16 pagesRevised List of Maharashtra Hospitalsdummy data100% (1)
- Basic Operation Electrical - Total - Eng - Prot PDFDocument439 pagesBasic Operation Electrical - Total - Eng - Prot PDFdidik setiawan100% (2)
- Inspection and Test Plan / Ni-Al Bronze Manual Valves (Vendor Doc - No#: ITP-01-535)Document4 pagesInspection and Test Plan / Ni-Al Bronze Manual Valves (Vendor Doc - No#: ITP-01-535)Muthazhagan SaravananNo ratings yet
- Itp FGP 2Document21 pagesItp FGP 2fusionndtNo ratings yet
- Agirm Agn 4500210653 Itp 001 02 Kas3 Iso Seawater Strainer Forward Sea ChestDocument6 pagesAgirm Agn 4500210653 Itp 001 02 Kas3 Iso Seawater Strainer Forward Sea ChestRJS TUTORIALNo ratings yet
- Sample QAPDocument3 pagesSample QAPsniperiNo ratings yet
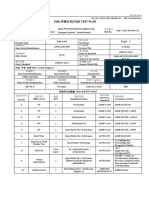
- Pqr 实验计划/Pqr Test Plan: Project InformationDocument1 pagePqr 实验计划/Pqr Test Plan: Project InformationANIL PLAMOOTTILNo ratings yet
- Mepl CPCLCBR Eil Qap&ds 001 2022 2023Document7 pagesMepl CPCLCBR Eil Qap&ds 001 2022 2023Mathi Vinoth PillaiNo ratings yet
- Valtech - KR: Valve Inspection and Testing Inspection ValvesDocument11 pagesValtech - KR: Valve Inspection and Testing Inspection ValvesHARSHANo ratings yet
- Itp For Piping Fabrication and InstallationDocument10 pagesItp For Piping Fabrication and InstallationwidiNo ratings yet
- MPS Sa-789 S31803 Rev0Document2 pagesMPS Sa-789 S31803 Rev0rabiprasad.iispl.comletedNo ratings yet
- Saipem - Serept - Piping ClassDocument67 pagesSaipem - Serept - Piping ClassAHMED AMIRANo ratings yet
- Purchase Spec. For Pipes (Sa312 TP316L)Document5 pagesPurchase Spec. For Pipes (Sa312 TP316L)Daison PaulNo ratings yet
- Specification For Steel PipingDocument28 pagesSpecification For Steel Pipingfelixrich100% (2)
- CPM Coc 22 010Document16 pagesCPM Coc 22 010Mark Darrel AranasNo ratings yet
- Ec-2692-220-2 - Void 4SDocument3 pagesEc-2692-220-2 - Void 4SMatheus Fabrício TeixeiraNo ratings yet
- Draft ITP PV NEW PEP ScrubberDocument4 pagesDraft ITP PV NEW PEP Scrubberinspectionzona11No ratings yet
- Purchase Spec. For Nozzles Swage (Sa106b)Document4 pagesPurchase Spec. For Nozzles Swage (Sa106b)Daison PaulNo ratings yet
- ITP ManifoldDocument7 pagesITP ManifoldvinothNo ratings yet
- Item No Tag No Item Desc PO Ordered QuantityDocument4 pagesItem No Tag No Item Desc PO Ordered QuantityDadaso Baburao JamdarNo ratings yet
- 26071-100-GQI-GCQ-00011-003 ITP For AG Piping Fabrication & InstallationDocument27 pages26071-100-GQI-GCQ-00011-003 ITP For AG Piping Fabrication & InstallationLothar MatheusNo ratings yet
- Hydrotest Package SampleDocument50 pagesHydrotest Package SampledaleNo ratings yet
- CAIRN-TSG-M-SP-0026-B1-Specification For Basket FilterDocument10 pagesCAIRN-TSG-M-SP-0026-B1-Specification For Basket FilterMurli RamchandranNo ratings yet
- ARAMCO UT Inspection Checklist - SAIC-UT-2001Document6 pagesARAMCO UT Inspection Checklist - SAIC-UT-2001Anonymous hBBam1n100% (1)
- Spec ListDocument27 pagesSpec ListArun CPNo ratings yet
- Tag No., Batch No., Serial No., Cast, Heat No: SummaryDocument4 pagesTag No., Batch No., Serial No., Cast, Heat No: SummarySyed JafarNo ratings yet
- Welding Inspection Ass 1Document7 pagesWelding Inspection Ass 1mohd as shahiddin jafriNo ratings yet
- Hojas de Cálcuo - PO-040 - ReviewedDocument86 pagesHojas de Cálcuo - PO-040 - Reviewedjuniuni18No ratings yet
- ITP-format For VesselsDocument5 pagesITP-format For VesselsHanuman RaoNo ratings yet
- NZTM-Q29 - Roll Cage Tube SpecificationDocument1 pageNZTM-Q29 - Roll Cage Tube SpecificationDavid TurnerNo ratings yet
- Fabrication Procedure For SteelDocument8 pagesFabrication Procedure For SteelNguyễn MinhNo ratings yet
- ITP Piping-PMLSB Fire WaterDocument22 pagesITP Piping-PMLSB Fire Watermohd as shahiddin jafriNo ratings yet
- PURCHASE SPEC. FOR PLATES-WELD OVERLAY (SA516 Gr.70 + SA240 316L)Document4 pagesPURCHASE SPEC. FOR PLATES-WELD OVERLAY (SA516 Gr.70 + SA240 316L)Daison PaulNo ratings yet
- Item Inspected: CBLT-TPI-00F-186-12623Document16 pagesItem Inspected: CBLT-TPI-00F-186-12623Zulfadli RaniNo ratings yet
- nITP For Suspenion Hanger Pin Alt 2Document4 pagesnITP For Suspenion Hanger Pin Alt 2ABHISHEK KUMARNo ratings yet
- Test Pack ProcedureDocument10 pagesTest Pack ProcedureDaengkulle Firmansyah PuteraNo ratings yet
- 26071-100-GQI-GCQ-00012-003 ITP For UG Piping Fabrication & InstallationDocument30 pages26071-100-GQI-GCQ-00012-003 ITP For UG Piping Fabrication & InstallationLothar MatheusNo ratings yet
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- 7) Bolt & Nut Sample MTC 3.1 - AIIDocument2 pages7) Bolt & Nut Sample MTC 3.1 - AIITri Aditha NugrahaNo ratings yet
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- ITP Piping Nitrogen SystemDocument48 pagesITP Piping Nitrogen Systemmohd as shahiddin jafriNo ratings yet
- (732-Itp-40 (V-6905) 42000-SNG-69-42000P-MS-5733-504-0000-06Document10 pages(732-Itp-40 (V-6905) 42000-SNG-69-42000P-MS-5733-504-0000-06sathi11189No ratings yet
- IGS-M-PL-027 (0) 1388 : ApprovedDocument9 pagesIGS-M-PL-027 (0) 1388 : ApprovedMamadNo ratings yet
- PQR PT Bse WPS 07Document2 pagesPQR PT Bse WPS 07Muhammad Fitransyah Syamsuar PutraNo ratings yet
- KLD 00 4500399734 ZV P23 00030 0000 02 Fabrication, Installation & Testing of Structural SteelDocument5 pagesKLD 00 4500399734 ZV P23 00030 0000 02 Fabrication, Installation & Testing of Structural SteelRana AsifNo ratings yet
- Purchase Spec. For Tubes (Sa213 TP321)Document5 pagesPurchase Spec. For Tubes (Sa213 TP321)Daison PaulNo ratings yet
- CAIRN-TSG-L-TN-0006-B1-Technical Notes For Flanges, Spectacle Blinds and Drip RingsDocument7 pagesCAIRN-TSG-L-TN-0006-B1-Technical Notes For Flanges, Spectacle Blinds and Drip RingsGOPINATH KRISHNAN NAIRNo ratings yet
- Itp PipingDocument4 pagesItp Pipingerdemlix100% (2)
- MDR C40 Pt. DmiDocument14 pagesMDR C40 Pt. DmiwidiNo ratings yet
- Asme Q&aDocument57 pagesAsme Q&amsraja7767% (3)
- QT1 0 Q 030-05-00036 - D - ITP For ESP InstallationDocument26 pagesQT1 0 Q 030-05-00036 - D - ITP For ESP InstallationLâm HuyNo ratings yet
- Belgium: Wêêmm IndustriesDocument1 pageBelgium: Wêêmm IndustriesIman BourasNo ratings yet
- 3 Fittings Benkan Japan PipeFittings CatalogueDocument24 pages3 Fittings Benkan Japan PipeFittings CatalogueIslam MJD100% (1)
- 0 Material Inspection SlideDocument116 pages0 Material Inspection SlideMinh VuuNo ratings yet
- Quality Control Manual of PT Sarku Enjinering Utama (ASME JR)Document110 pagesQuality Control Manual of PT Sarku Enjinering Utama (ASME JR)herlan100% (1)
- Purchase Spec. For Plates-Weld Overlay (CS + S31803)Document7 pagesPurchase Spec. For Plates-Weld Overlay (CS + S31803)Daison PaulNo ratings yet
- Dayang Enterprise Sdn. BHD.: INSPECTION AND TEST PLAN (Vessel Buttering Repair)Document3 pagesDayang Enterprise Sdn. BHD.: INSPECTION AND TEST PLAN (Vessel Buttering Repair)AmyNo ratings yet
- WWS DSH 017 Butterfly ValveDocument2 pagesWWS DSH 017 Butterfly Valvekhairul ardyNo ratings yet
- UIP ResumeDocument1 pageUIP ResumeannabellauwinezaNo ratings yet
- Tracheo Esophageal FistulaDocument6 pagesTracheo Esophageal Fistulablast2111No ratings yet
- Mapeh 9 Aho Q2W1Document8 pagesMapeh 9 Aho Q2W1Trisha Joy Paine TabucolNo ratings yet
- PD 984Document38 pagesPD 984mav3riick100% (2)
- 13 Alvarez II vs. Sun Life of CanadaDocument1 page13 Alvarez II vs. Sun Life of CanadaPaolo AlarillaNo ratings yet
- Equine Anesthesia Course NotesDocument15 pagesEquine Anesthesia Course NotesSam Bot100% (1)
- Brachiocephalic TrunkDocument3 pagesBrachiocephalic TrunkstephNo ratings yet
- Global Warmin G and Green House Effect: Submit Ted To:-Mr - Kaush Ik SirDocument24 pagesGlobal Warmin G and Green House Effect: Submit Ted To:-Mr - Kaush Ik SirinderpreetNo ratings yet
- E3sconf 2F20187307002Document4 pagesE3sconf 2F20187307002Nguyễn Thành VinhNo ratings yet
- BRC1B52-62 FDY-F Ducted Operation Manual - OPMAN01!1!0Document12 pagesBRC1B52-62 FDY-F Ducted Operation Manual - OPMAN01!1!0Justiniano Martel67% (3)
- Lesson 2 Basic Osah, General Provisions, Safety Rules..Document30 pagesLesson 2 Basic Osah, General Provisions, Safety Rules..GM VispoNo ratings yet
- SM FBD 70Document72 pagesSM FBD 70LebahMadu100% (1)
- Posi LokDocument24 pagesPosi LokMarcel Baque100% (1)
- Crime Free Lease AddendumDocument1 pageCrime Free Lease AddendumjmtmanagementNo ratings yet
- TS802 - Support StandardDocument68 pagesTS802 - Support StandardCassy AbulenciaNo ratings yet
- Ineffective Breastfeeding - NCPDocument10 pagesIneffective Breastfeeding - NCPJullian PloyaNo ratings yet
- Final Manuscript GROUP2Document102 pagesFinal Manuscript GROUP222102279No ratings yet
- Rahu Yantra Kal Sarp Yantra: Our RecommendationsDocument2 pagesRahu Yantra Kal Sarp Yantra: Our RecommendationsAbhijeet DeshmukkhNo ratings yet
- AppendicitisDocument7 pagesAppendicitisTim LuoNo ratings yet
- To 33B-1-1 01jan2013Document856 pagesTo 33B-1-1 01jan2013izmitlimonNo ratings yet
- Deloitte Uk Mining and Metals DecarbonizationDocument10 pagesDeloitte Uk Mining and Metals DecarbonizationfpreuscheNo ratings yet
- Optical Fiber Communication Unit 3 NotesDocument33 pagesOptical Fiber Communication Unit 3 NotesEr SarbeshNo ratings yet
- Assignment 2: Loan Submission For Equipment FinanceDocument6 pagesAssignment 2: Loan Submission For Equipment FinanceIT'S SIMPLENo ratings yet
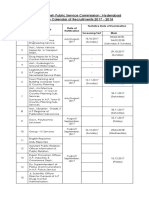
- APPSC Calender Year Final-2017Document3 pagesAPPSC Calender Year Final-2017Krishna MurthyNo ratings yet
- Afforestation Powerpoint For NandniDocument9 pagesAfforestation Powerpoint For NandniFagun Sahni100% (1)
- Chapter - 7 Materials HandlingDocument14 pagesChapter - 7 Materials HandlingTanaya KambliNo ratings yet
- Pengaruh Penambahan Lateks Pada Campuran Asphalt Concrete Binder Course (AC-BC)Document10 pagesPengaruh Penambahan Lateks Pada Campuran Asphalt Concrete Binder Course (AC-BC)Haris FirdausNo ratings yet