PROCEDURE QUALIFICATION RECORD (PQR)
WELD MAIN PROCEDURE
Company Name : PT. BERKAH SORAI ENGINEERING Page : 2 of 2
PQR No. : 007-WPS-ASMEIX-BSE-2023 Date : Nov 28,2023
WPS No. : 007-PQR-ASMEIX-BSE-2023 Revision :0
Welding Process (es) : GAS TUNGSTEN - ARC WELDING (GTAW) Type(s) : Manual
Applicable Code/Spec. : ASME IX 2023
NON DESTRUCTIVE TESTING (QW-191)
Visual Examination Weldment
Visual inspection report
Sample No Location Size Defect Defect type
006/WPQTR/ASMEIX/BSE/2023 (6G) Specimen No Defect No Defect Accepted
Penetrant Examination Accepted PT Report No. : 59/PT/WPQ/XI/2023
Radiographic Examination Accepted RT Report No. : 96/RT/WPQ/XI/2023
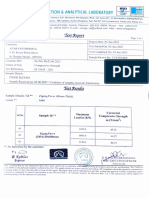
TENSILE TEST (QW-150(See attached Testing Report No. 11491-03-ENI/663/E39-L07/P8/2023
Measured Measured Width Effective Ultimate Ultimate Location of Failure Remarks
Specimen
Thickness Area Tensile Load Tensile Stress
No.
(mm) (mm) (mm2) (KN) (N/mm2)
T-1 13,23 6,50 86,00 49982 581,22 Broke at Base Metal Accepted
T-2 12.92 6,40 82,69 47873 578,96 Broke at Base Metal Accepted
GUIDED - BEND TEST (QW-160) (See attached Testing Report No. 11491-03-ENI/663/E39-L07/P8/2023
Sample Identification Type of Bend Result Remarks
Face Bending 1 Face Bend No Discountinuity Accepted
Face Bending 2 Face Bend No Discountinuity Accepted
Root Bending 1 Root Bend No Discountinuity Accepted
Root Bending 2 Root Bend No Discountinuity Accepted
CHARPY IMPACT TEST (QW-170)
V-Notch Specimen Size Test Temp. Absorber Energy Value (joule)
Item No Average (J)
Position (mm) ºC 1 2 3
N/A
N/A
N/A
CHEMICAL ANALYSIS
Elements Anayzed (%)
Sample Identification
C Mn Si P S
N/A
MACROSCOPIC TEST (QW-183)
Welder's Name : DIDIK SAPUTRO
We certify that the statements in this record are correct and that the test weld were prepared, welded and tested in accordance with
the requirements of ASME IX 2023
PREPARED / REVIEWED BY, VERIFIED BY,
PT. BERKAH SORAI ENGINEERING KEMNAKER
MOHAMMAD FITRANSYAH SYAMSUAR PUTRA
WELDING ENGINEER
IFICATION RECORD (PQR)
AIN PROCEDURE
: Nov 28,2023
You might also like
- KP WPS PQR GTAW FCAWDocument1 pageKP WPS PQR GTAW FCAWwahyuNo ratings yet
- QW-483 (BACK) PQR No.: Tme 356Document1 pageQW-483 (BACK) PQR No.: Tme 356Sudhir KotkarNo ratings yet
- QW-483 (Green) PQR No.: Tme 356Document1 pageQW-483 (Green) PQR No.: Tme 356Sudhir KotkarNo ratings yet
- QW-483 (Black) PQR No.: Tme 356Document1 pageQW-483 (Black) PQR No.: Tme 356Sudhir KotkarNo ratings yet
- QW-483 (Red) PQR No.: Tme 358Document1 pageQW-483 (Red) PQR No.: Tme 358Sudhir KotkarNo ratings yet
- Wps 1Document1 pageWps 1Sudhir KotkarNo ratings yet
- Gpti Qicl J931 Mut 041Document3 pagesGpti Qicl J931 Mut 041uselessinstaid52No ratings yet
- Essential welding procedure qualification recordDocument2 pagesEssential welding procedure qualification recordmainur mechanical engineer0% (1)
- Tensile test report QW-483Document1 pageTensile test report QW-483Sudhir KotkarNo ratings yet
- CPP HT Pipeline ReportDocument301 pagesCPP HT Pipeline ReportAbdulkaderNo ratings yet
- Gpti Qicl J931 Mut 002Document2 pagesGpti Qicl J931 Mut 002uselessinstaid52No ratings yet
- Gpti Qicl J931 Mut 019Document3 pagesGpti Qicl J931 Mut 019uselessinstaid52No ratings yet
- Pqr-Band Ring PDFDocument3 pagesPqr-Band Ring PDFamitNo ratings yet
- Gpti Qicl J931 Mut 004Document3 pagesGpti Qicl J931 Mut 004uselessinstaid52No ratings yet
- PQR Procedure Qualification RecordsDocument1 pagePQR Procedure Qualification RecordsKishan ChauhanNo ratings yet
- Ec-2692-220-2 - Void 4SDocument3 pagesEc-2692-220-2 - Void 4SMatheus Fabrício TeixeiraNo ratings yet
- QT1 0 Q 030-05-00036 - D - ITP For ESP InstallationDocument26 pagesQT1 0 Q 030-05-00036 - D - ITP For ESP InstallationLâm HuyNo ratings yet
- Contoh Painting ReportDocument1 pageContoh Painting ReportYudha Andrie Sasi ZenNo ratings yet
- RR3-3269 Eo1352Document2 pagesRR3-3269 Eo1352Deepak HoleNo ratings yet
- He Mrut 006Document3 pagesHe Mrut 006Hao TranNo ratings yet
- QC - 16 Guided Bend Test.Document3 pagesQC - 16 Guided Bend Test.mahendra100% (1)
- Ensayos PQR 02Document1 pageEnsayos PQR 02Jean Carlo Gutarra SocualayaNo ratings yet
- UT PLTU BTG Turbine 1-DikonversiDocument2 pagesUT PLTU BTG Turbine 1-DikonversiWawan KurniawanNo ratings yet
- تقرير اختبارات مواسير الحريقDocument7 pagesتقرير اختبارات مواسير الحريقZeeshanAliNo ratings yet
- Saudi Aramco MV Cable Termination TestingDocument4 pagesSaudi Aramco MV Cable Termination TestingzhangNo ratings yet
- Summary ReportDocument24 pagesSummary ReportRonniNo ratings yet
- Magnetic Particle Testing Report SummaryDocument4 pagesMagnetic Particle Testing Report Summarypankaj ranaNo ratings yet
- Gpti Qicl 032Document2 pagesGpti Qicl 032uselessinstaid52No ratings yet
- Electrode Test Record E6010Document9 pagesElectrode Test Record E6010Veeraraghavan GuruNo ratings yet
- Examination Data Sheet: Walter TostoDocument3 pagesExamination Data Sheet: Walter TostoasdasdasdasdNo ratings yet
- Procedure Qualification RecordDocument6 pagesProcedure Qualification RecordGaurang PandyaNo ratings yet
- 074 - ANPAM EnggDocument1 page074 - ANPAM EnggvinuNo ratings yet
- QT1-0-Q-030-05-00062_A_ITP for Duct InstallationDocument29 pagesQT1-0-Q-030-05-00062_A_ITP for Duct InstallationLâm HuyNo ratings yet
- PQR GmawDocument4 pagesPQR GmawEr Sumant Kumar Singh0% (1)
- Runsheet WPQT ModernDocument9 pagesRunsheet WPQT ModernYUDI IRMAWANTONo ratings yet
- Kuwait Lab Tests Zinc Coating ThicknessDocument3 pagesKuwait Lab Tests Zinc Coating Thicknessm.aliNo ratings yet
- LG Energy Test. RM3Document5 pagesLG Energy Test. RM3salmanNo ratings yet
- QAPDocument3 pagesQAPsriram.5230No ratings yet
- QT1 0 Q 030-05-00056 - C - ITP For Pulverizer InstallationDocument27 pagesQT1 0 Q 030-05-00056 - C - ITP For Pulverizer InstallationLâm HuyNo ratings yet
- Procedure Qualification Record (PQR) Khewari Development ProjectDocument2 pagesProcedure Qualification Record (PQR) Khewari Development Projectsar sarNo ratings yet
- Examination Data Sheet: Walter TostoDocument3 pagesExamination Data Sheet: Walter TostoasdasdasdasdNo ratings yet
- Pre-Commissioning Format For Reactor: I. General DetailsDocument27 pagesPre-Commissioning Format For Reactor: I. General Detailsmayur dhandeNo ratings yet
- Satr-P-3208 Rev 8 FinalDocument7 pagesSatr-P-3208 Rev 8 FinalMohamed HaleemNo ratings yet
- HT Panel Test ReportDocument4 pagesHT Panel Test ReportItx Adi0% (1)
- Magnetic Particle Testing Report SummaryDocument1 pageMagnetic Particle Testing Report SummaryDeanz KmcNo ratings yet
- 80mm Zigzag MTCDocument1 page80mm Zigzag MTCQAQC ZFNo ratings yet
- WPQ Process As Per ISO-9606-1 2013Document4 pagesWPQ Process As Per ISO-9606-1 2013Md Anamul Hoque0% (1)
- Ut ProcedureDocument2 pagesUt ProcedureJJ WeldingNo ratings yet
- Welder's Performancequalification (WPQ) FormDocument1 pageWelder's Performancequalification (WPQ) FormAbhinandan BastiNo ratings yet
- Final PQRDocument130 pagesFinal PQRAhamed Naufal CaNo ratings yet
- Bis-Dk-Ut 1152 - 1200-24-VC01Document6 pagesBis-Dk-Ut 1152 - 1200-24-VC01TomasPavlovicNo ratings yet
- DRP001 Ouf Gal Pro Q 000 064 S1Document26 pagesDRP001 Ouf Gal Pro Q 000 064 S1Rafat KhanNo ratings yet
- C-Ingta-041-Francisco Javier Aguilar PadillaDocument2 pagesC-Ingta-041-Francisco Javier Aguilar Padillarobertorf04No ratings yet
- Saudi Aramco Cable TestingDocument7 pagesSaudi Aramco Cable Testingkarthi51289No ratings yet
- TOFD and PAUT For Weld Root CorrosionDocument38 pagesTOFD and PAUT For Weld Root CorrosionMuthumonickamNo ratings yet
- Supplier Self Part RevalidationDocument2 pagesSupplier Self Part RevalidationChetan PatilNo ratings yet
- ACS GW 24 001 AR029 Gose Neck ThreadDocument1 pageACS GW 24 001 AR029 Gose Neck Threadarehmanmirza1990No ratings yet
- Bis-Dk-Rt-1049 - Ip2022-CeDocument2 pagesBis-Dk-Rt-1049 - Ip2022-CeTomasPavlovicNo ratings yet
- Pressuremeter Testing: Methods and InterpretationFrom EverandPressuremeter Testing: Methods and InterpretationRating: 5 out of 5 stars5/5 (2)
- III EngineeringDocument1 pageIII EngineeringMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Tanda TerimaDocument2 pagesTanda TerimaMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Program K3 2023Document2 pagesProgram K3 2023Muhammad Fitransyah Syamsuar PutraNo ratings yet
- Employee Hours Worked Last Three YearsDocument1 pageEmployee Hours Worked Last Three YearsMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Program K3 2023Document2 pagesProgram K3 2023Muhammad Fitransyah Syamsuar PutraNo ratings yet
- Manufacturing Data Record IndexDocument2 pagesManufacturing Data Record IndexMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Hydrostatic Water Filling Test ProcedureDocument1 pageHydrostatic Water Filling Test ProcedureMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Vii CertificateDocument1 pageVii CertificateMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Fit-Up Inspection ReportDocument1 pageFit-Up Inspection ReportMuhammad Fitransyah Syamsuar PutraNo ratings yet
- PT DjabesmenDocument1 pagePT DjabesmenMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Laporan PiketDocument12 pagesLaporan PiketMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Transmittal FormDocument90 pagesTransmittal FormMuhammad Fitransyah Syamsuar PutraNo ratings yet
- PT BridonDocument1 pagePT BridonMuhammad Fitransyah Syamsuar PutraNo ratings yet
- PT BridonDocument1 pagePT BridonMuhammad Fitransyah Syamsuar PutraNo ratings yet
- PT DjabesmenDocument1 pagePT DjabesmenMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Transmittal FormDocument90 pagesTransmittal FormMuhammad Fitransyah Syamsuar PutraNo ratings yet
- PT DjabesmenDocument1 pagePT DjabesmenMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Lifting Lug Calculation G1-5Document3 pagesLifting Lug Calculation G1-5Muhammad Fitransyah Syamsuar Putra100% (1)
- PT PrysmianDocument1 pagePT PrysmianMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Method Statement For Prediction Weld Shrinkage On StructuralDocument4 pagesMethod Statement For Prediction Weld Shrinkage On StructuralMuhammad Fitransyah Syamsuar PutraNo ratings yet
- PT DjabesmenDocument1 pagePT DjabesmenMuhammad Fitransyah Syamsuar PutraNo ratings yet
- PT DjabesmenDocument1 pagePT DjabesmenMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Lifting Lug Calculation G1-5Document3 pagesLifting Lug Calculation G1-5Muhammad Fitransyah Syamsuar Putra100% (1)
- Design Intermittent WeldingDocument5 pagesDesign Intermittent WeldingMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Lifting Lug Calculation G1-5Document3 pagesLifting Lug Calculation G1-5Muhammad Fitransyah Syamsuar Putra100% (1)
- CSDCDocument2 pagesCSDCMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Lifting Lug Calculation G1-5Document3 pagesLifting Lug Calculation G1-5Muhammad Fitransyah Syamsuar Putra100% (1)
- Lifting Lug Calculation G1-5Document3 pagesLifting Lug Calculation G1-5Muhammad Fitransyah Syamsuar Putra100% (1)
- Lifting Lug Calculation G1-5Document3 pagesLifting Lug Calculation G1-5Muhammad Fitransyah Syamsuar Putra100% (1)
- Thermal AnalysisDocument28 pagesThermal AnalysisYuppie RajNo ratings yet
- Carbide Inserts Wear Failure ModesDocument7 pagesCarbide Inserts Wear Failure ModesJo MarbeNo ratings yet
- Certificato FonderiaDocument10 pagesCertificato FonderiaChristina Christina ChristinaNo ratings yet
- Phillips, Philip - Advanced Solid State Physics - (2009, Cambridge University Press) (10.1017 - CBO9781139031066) - Libgen - LiDocument7 pagesPhillips, Philip - Advanced Solid State Physics - (2009, Cambridge University Press) (10.1017 - CBO9781139031066) - Libgen - LijosebhgamingNo ratings yet
- Ada 349632hhDocument351 pagesAda 349632hhMofasser MallickNo ratings yet
- Exp 1 Thin-Thick Cylinders AnalysisDocument9 pagesExp 1 Thin-Thick Cylinders AnalysisDarshan Shaarma25% (4)
- AL-Nafeay 2021 IOP Conf. Ser. Mater. Sci. Eng. 1094 012141Document22 pagesAL-Nafeay 2021 IOP Conf. Ser. Mater. Sci. Eng. 1094 012141Thanaraj SanmughamNo ratings yet
- 01 - Kyocera Insert Grades 2010-2011 (ENG)Document16 pages01 - Kyocera Insert Grades 2010-2011 (ENG)Ricardo BravoNo ratings yet
- METALLIC CRYSTAL STRUCTURESDocument160 pagesMETALLIC CRYSTAL STRUCTURESSanket PatilNo ratings yet
- Lecture Real Gases PDFDocument20 pagesLecture Real Gases PDFHairul IdrusNo ratings yet
- Understanding Electromagnetic WavesDocument10 pagesUnderstanding Electromagnetic WavesadfhNo ratings yet
- DuPont Module II Nylon PDFDocument121 pagesDuPont Module II Nylon PDFkfaravNo ratings yet
- Glossary of Gasket TermsDocument6 pagesGlossary of Gasket TermsmaarwaanNo ratings yet
- AC-101 - Assignment II 2023Document2 pagesAC-101 - Assignment II 2023Ayush AnandNo ratings yet
- Merits & Demerits of Steel vs Concrete StructuresDocument2 pagesMerits & Demerits of Steel vs Concrete StructuresFarah MujahidNo ratings yet
- Slab Design Calculation: f (5* f A /8 A βDocument1 pageSlab Design Calculation: f (5* f A /8 A βchannajayamangala100% (1)
- 3d Woven Composite FatigueDocument11 pages3d Woven Composite FatigueSri SaiNo ratings yet
- Design and Static Structural Analysis of Crank Shaft: ISSN 2319-8885 Vol.04, Issue.07, March-2015, Pages:1393-1398Document6 pagesDesign and Static Structural Analysis of Crank Shaft: ISSN 2319-8885 Vol.04, Issue.07, March-2015, Pages:1393-1398Yuliantari YuliantariNo ratings yet
- Sucker Rods HandbookDocument14 pagesSucker Rods HandbookJaime Andres Trujillo86% (7)
- Arvay 2012Document21 pagesArvay 2012KaustubhNo ratings yet
- 410-13 Cr Stainless Steel SpecificationDocument7 pages410-13 Cr Stainless Steel Specificationkrishna chiruNo ratings yet
- Thrust Block CalculationsDocument5 pagesThrust Block CalculationsNiño Erick Castañares86% (7)
- Improved Crack Width Calculation Method To BS 8007 For Combined Flexure and Direct Tension 2005Document3 pagesImproved Crack Width Calculation Method To BS 8007 For Combined Flexure and Direct Tension 2005BinSayeedNo ratings yet
- Defects in Metal Forming Processes: Prepared By:-Amitkumar R. ShelarDocument22 pagesDefects in Metal Forming Processes: Prepared By:-Amitkumar R. ShelarCepi Sindang KamulanNo ratings yet
- Steel P235TR2Document2 pagesSteel P235TR2Moulham ShahinNo ratings yet
- Diffraction Theory by W. CleggDocument8 pagesDiffraction Theory by W. CleggprasetyoNo ratings yet
- Unit 8 Nano Materials 1Document8 pagesUnit 8 Nano Materials 1Bhuvanesh BalaNo ratings yet
- Coeficiente de Compresibilidad Isotermica Del Petroleo PDFDocument174 pagesCoeficiente de Compresibilidad Isotermica Del Petroleo PDFAnonymous HJZffHvTNo ratings yet
- Rock Mechanics-I: Rock Material and Rock MassesDocument10 pagesRock Mechanics-I: Rock Material and Rock MassesLily Gurung cstNo ratings yet
- Seismic Design of Buried and Offshore PipelinesDocument384 pagesSeismic Design of Buried and Offshore PipelinesÁngel CamposNo ratings yet