You might also like
- Pressuremeter Testing: Methods and InterpretationFrom EverandPressuremeter Testing: Methods and InterpretationRating: 5 out of 5 stars5/5 (2)
- QW-483 (Black) PQR No.: Tme 356Document1 pageQW-483 (Black) PQR No.: Tme 356Sudhir KotkarNo ratings yet
- QW-483 (Red) PQR No.: Tme 358Document1 pageQW-483 (Red) PQR No.: Tme 358Sudhir KotkarNo ratings yet
- QW-483 (Green) PQR No.: Tme 356Document1 pageQW-483 (Green) PQR No.: Tme 356Sudhir KotkarNo ratings yet
- Wps 1Document1 pageWps 1Sudhir KotkarNo ratings yet
- Tensile test report QW-483Document1 pageTensile test report QW-483Sudhir KotkarNo ratings yet
- PQR With-PwhtDocument2 pagesPQR With-PwhtKarthikNo ratings yet
- KP WPS PQR GTAW FCAWDocument1 pageKP WPS PQR GTAW FCAWwahyuNo ratings yet
- PQR PT Bse WPS 07Document2 pagesPQR PT Bse WPS 07Muhammad Fitransyah Syamsuar PutraNo ratings yet
- Smash Enterprises, Pune SME/PQR/51/20-21/GSU SME/WPS/51/20-21Document3 pagesSmash Enterprises, Pune SME/PQR/51/20-21/GSU SME/WPS/51/20-21Meghan GhoneNo ratings yet
- Pqr-Band Ring PDFDocument3 pagesPqr-Band Ring PDFamitNo ratings yet
- Procedure Qualification RecordDocument6 pagesProcedure Qualification RecordGaurang PandyaNo ratings yet
- PQR TipsDocument2 pagesPQR TipsWaqas WaqasNo ratings yet
- WPQ Process As Per ISO-9606-1 2013Document4 pagesWPQ Process As Per ISO-9606-1 2013Md Anamul Hoque0% (1)
- Base Metals (Qw-403) Postweld Heat Treatment (Qw-407)Document2 pagesBase Metals (Qw-403) Postweld Heat Treatment (Qw-407)beyNo ratings yet
- PQR Editable SampleDocument2 pagesPQR Editable SampleKoya ThangalNo ratings yet
- Ec-2692-220-2 - Void 4SDocument3 pagesEc-2692-220-2 - Void 4SMatheus Fabrício TeixeiraNo ratings yet
- China Civil Engineering Construction Corperation: Repair Welding Procedure Qualification-Manual Metal ArcDocument1 pageChina Civil Engineering Construction Corperation: Repair Welding Procedure Qualification-Manual Metal ArcMakamu Max Las MokgaoganyiNo ratings yet
- Magnetic Particle Testing Report SummaryDocument4 pagesMagnetic Particle Testing Report Summarypankaj ranaNo ratings yet
- Qw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel CodeDocument4 pagesQw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel Codesreejithr86No ratings yet
- Gta+sma PQRDocument3 pagesGta+sma PQRRahul MoottolikandyNo ratings yet
- CQ-A6061-(175-0301);(175-0303);(175-0279)Document7 pagesCQ-A6061-(175-0301);(175-0303);(175-0279)Đạt NguyễnNo ratings yet
- Essential welding procedure qualification recordDocument2 pagesEssential welding procedure qualification recordmainur mechanical engineer0% (1)
- Welder Qualification Procedure PDFDocument13 pagesWelder Qualification Procedure PDFEngineersEDGE Coimbatore0% (1)
- 1426-EC1942Document3 pages1426-EC1942Deipak HoleNo ratings yet
- Procedure For WQTDocument13 pagesProcedure For WQTdevikar8umNo ratings yet
- Weld Joint 1Document81 pagesWeld Joint 1rajibali27100% (1)
- JOINTS (QW-402) : Groove Design of Test CouponDocument2 pagesJOINTS (QW-402) : Groove Design of Test CouponbeyNo ratings yet
- WPQ WeldCanada PDFDocument1 pageWPQ WeldCanada PDFAhmad DanielNo ratings yet
- S355J2 Plate MTCDocument2 pagesS355J2 Plate MTCHarminder Kumar100% (1)
- JOINTS (QW-402) : Groove Design of Test CouponDocument2 pagesJOINTS (QW-402) : Groove Design of Test CouponbeyNo ratings yet
- Welding Procedure Specification (WPS) : WPS-KNM-001 PQR-KNM-001Document4 pagesWelding Procedure Specification (WPS) : WPS-KNM-001 PQR-KNM-001sreejithr86No ratings yet
- HT Panel Test ReportDocument4 pagesHT Panel Test ReportItx Adi0% (1)
- WQR V01 PLT 012-ComDocument3 pagesWQR V01 PLT 012-Comhaim timorNo ratings yet
- Test Report: Measurement Method 1 Resistance Ambient 2 Thermometer Frame 3 Thermocouples BearingDocument1 pageTest Report: Measurement Method 1 Resistance Ambient 2 Thermometer Frame 3 Thermocouples BearingHARDWARE ONENo ratings yet
- He Mrut 006Document3 pagesHe Mrut 006Hao TranNo ratings yet
- Record of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Document1 pageRecord of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Weld Bro SandeepNo ratings yet
- MT 14 465 T1 Report Supplier 1 48.3mm TubeDocument1 pageMT 14 465 T1 Report Supplier 1 48.3mm TubeHaseeb KhanNo ratings yet
- 1426 Ec2262Document3 pages1426 Ec2262Deepak HoleNo ratings yet
- Procedure Qualification Records (PQR)Document2 pagesProcedure Qualification Records (PQR)amine algNo ratings yet
- FORM QW-483 (Back) : ASME BPVC - IX-2015Document1 pageFORM QW-483 (Back) : ASME BPVC - IX-2015Anonymous 0rt9KWmNNo ratings yet
- Kaushik Shah Date: 2011 Form 001 - Format CDocument6 pagesKaushik Shah Date: 2011 Form 001 - Format CsriramNo ratings yet
- PQR GmawDocument4 pagesPQR GmawEr Sumant Kumar Singh0% (1)
- SWATHI PQR Procedure QualificationDocument10 pagesSWATHI PQR Procedure QualificationMustu AkolawalaNo ratings yet
- Ab-076a Welder Qualification Record WQRDocument1 pageAb-076a Welder Qualification Record WQRvinodNo ratings yet
- Welder Certificate Akilesh YadavDocument1 pageWelder Certificate Akilesh Yadavtripatipankaj023No ratings yet
- Welder's Performancequalification (WPQ) FormDocument1 pageWelder's Performancequalification (WPQ) FormAbhinandan BastiNo ratings yet
- PQR FormatDocument2 pagesPQR FormatBE GNo ratings yet
- 2005-05 - WPS & PQR C5Document6 pages2005-05 - WPS & PQR C5misthahNo ratings yet
- PRN004Document2 pagesPRN004beyNo ratings yet
- PRN005Document2 pagesPRN005beyNo ratings yet
- 86 Lockout Auxiliary Relay Site Test Report: Mechanical Checks & Visual InspectionDocument2 pages86 Lockout Auxiliary Relay Site Test Report: Mechanical Checks & Visual InspectionJaikaran DanNo ratings yet
- Test ReportDocument40 pagesTest ReportMourad BenderradjiNo ratings yet
- QW-483 PQR PROCEDURE QUALIFICATION RECORDDocument6 pagesQW-483 PQR PROCEDURE QUALIFICATION RECORDZam Zam NoorNo ratings yet
- تقرير اختبارات مواسير الحريقDocument7 pagesتقرير اختبارات مواسير الحريقZeeshanAliNo ratings yet
- A-Mtl-Pro-730-38931 Rev A Pwps For Column Pipe To Column Pipe and 10 Inch Dia. Pipe To Pipe Welding With Gtaw + Smaw ProcessDocument4 pagesA-Mtl-Pro-730-38931 Rev A Pwps For Column Pipe To Column Pipe and 10 Inch Dia. Pipe To Pipe Welding With Gtaw + Smaw ProcessRamzi ZoghlamiNo ratings yet
- EPC Main Contract for Column Pipe Welding ProcedureDocument4 pagesEPC Main Contract for Column Pipe Welding ProcedureRamzi ZoghlamiNo ratings yet
- Electric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesFrom EverandElectric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesNo ratings yet
- Quotation: Shree EnterprisesDocument1 pageQuotation: Shree EnterprisesSudhir KotkarNo ratings yet
- MS Fabrication Quotation for Shree EnterprisesDocument1 pageMS Fabrication Quotation for Shree EnterprisesSudhir KotkarNo ratings yet
- Quotation: Sr. No. Item Description Quantity Unit Rate AmountDocument1 pageQuotation: Sr. No. Item Description Quantity Unit Rate AmountSudhir KotkarNo ratings yet
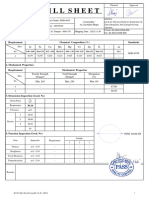
- Pass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Document1 pagePass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Sudhir KotkarNo ratings yet
- Quotation: Sr. No. Item Description Quantity Unit Rate AmountDocument1 pageQuotation: Sr. No. Item Description Quantity Unit Rate AmountSudhir KotkarNo ratings yet
- Pass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Document1 pagePass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Sudhir KotkarNo ratings yet
- 1 Input Data: WWW - Hilti.inDocument26 pages1 Input Data: WWW - Hilti.inSudhir KotkarNo ratings yet
- MS Fabrication Quotation for Shree EnterprisesDocument1 pageMS Fabrication Quotation for Shree EnterprisesSudhir KotkarNo ratings yet
- MS Fabrication Quotation for Shree EnterprisesDocument1 pageMS Fabrication Quotation for Shree EnterprisesSudhir KotkarNo ratings yet
- PQR No: Tme 000 Pass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Document1 pagePQR No: Tme 000 Pass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Sudhir KotkarNo ratings yet
- Pass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Document1 pagePass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Sudhir KotkarNo ratings yet
- PQR No: Tme 000 Pass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Document1 pagePQR No: Tme 000 Pass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Sudhir KotkarNo ratings yet
- Guide Acting PDFDocument2 pagesGuide Acting PDFSudhir KotkarNo ratings yet
- 1 Input Data: WWW - Hilti.inDocument26 pages1 Input Data: WWW - Hilti.inSudhir KotkarNo ratings yet
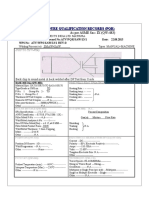
- QW-483 (BACK) PQR No.: Tme 356Document1 pageQW-483 (BACK) PQR No.: Tme 356Sudhir KotkarNo ratings yet
- Self Declaration Shop PDFDocument2 pagesSelf Declaration Shop PDFSudhir Kotkar0% (2)
- Guide Shop Act PDFDocument2 pagesGuide Shop Act PDFSudhir KotkarNo ratings yet
- Prepared By: Certified By: Witnessed byDocument1 pagePrepared By: Certified By: Witnessed bySudhir KotkarNo ratings yet
- 1 Input Data: WWW - Hilti.inDocument26 pages1 Input Data: WWW - Hilti.inSudhir KotkarNo ratings yet
- Shop Act PDFDocument2 pagesShop Act PDFSudhir KotkarNo ratings yet
- Self-Declaration Form for Business RegistrationDocument2 pagesSelf-Declaration Form for Business RegistrationSudhir KotkarNo ratings yet
- SelfDeclaration ShopDocument2 pagesSelfDeclaration ShopSudhir KotkarNo ratings yet
- Meng 2nd Year Death Anniversary MassDocument6 pagesMeng 2nd Year Death Anniversary Massjoy in the spirit of the lordNo ratings yet
- Ch.2 Case and Duct SystemDocument11 pagesCh.2 Case and Duct Systemcpt.ghostNo ratings yet
- Luftwaffe Night Fighter Control MethodsDocument17 pagesLuftwaffe Night Fighter Control MethodsKIRU SILVIU100% (3)
- String TheoryDocument12 pagesString TheoryYashvinder SinghNo ratings yet
- GoPV 1sttraining - Tracker Design - 2nd PartDocument47 pagesGoPV 1sttraining - Tracker Design - 2nd PartLilia BurlacuNo ratings yet
- Asme Section II A Sa-435 Sa-435mDocument4 pagesAsme Section II A Sa-435 Sa-435mAnonymous GhPzn1xNo ratings yet
- Bond Strength of Six Soft Denture Liners Processed Against Polymerized and Unpolymerized Poly (Methyl Methacryiate)Document5 pagesBond Strength of Six Soft Denture Liners Processed Against Polymerized and Unpolymerized Poly (Methyl Methacryiate)Naresh TeresNo ratings yet
- Mktech PDFDocument7 pagesMktech PDFAlexander WieseNo ratings yet
- A ETHICS-101 Activity-3Document3 pagesA ETHICS-101 Activity-3Liz FuentesNo ratings yet
- 6035 - L2u203 - PPT - Outcome1 2Document104 pages6035 - L2u203 - PPT - Outcome1 2shahin.noktehdan4102No ratings yet
- Evaluation of Plant Extracts Against Two Spotted Spider MiteDocument7 pagesEvaluation of Plant Extracts Against Two Spotted Spider MiteAnkaranaRenvaNo ratings yet
- Is 1726 1991Document17 pagesIs 1726 1991RaykochiNo ratings yet
- Occupation Certificate DocumentsDocument1 pageOccupation Certificate Documentsarungupta366No ratings yet
- Compounding Pharmacy Information SheetDocument2 pagesCompounding Pharmacy Information SheetSatish HiremathNo ratings yet
- CV Electrical Engineer 2.7 Yrs ExpDocument4 pagesCV Electrical Engineer 2.7 Yrs ExpShams Tabrez0% (1)
- DPS Nashik Class 12 Science SyllabusDocument18 pagesDPS Nashik Class 12 Science SyllabusSayali Morwal-KumawatNo ratings yet
- DR Vatsal Patel AhmedabadDocument30 pagesDR Vatsal Patel AhmedabadSayali PhansekarNo ratings yet
- Indian MaDocument1 pageIndian MaAnass LyamaniNo ratings yet
- Manual Carpa Instant TentDocument2 pagesManual Carpa Instant TentBermans Olivares LayNo ratings yet
- Supply Chain Vision in Pharma IndustryDocument20 pagesSupply Chain Vision in Pharma Industryixion11100% (1)
- The Effectiveness of Food Labelling in Controlling Ones Calorie IntakeDocument33 pagesThe Effectiveness of Food Labelling in Controlling Ones Calorie IntakeKisha Ghay SudariaNo ratings yet
- Upper Gastro Intestinal BleedingDocument13 pagesUpper Gastro Intestinal BleedingmuniningmicanNo ratings yet
- Detection Dogs Allow For Systematic Non-Invasive Collection of DNA Samples From Eurasian LynxDocument5 pagesDetection Dogs Allow For Systematic Non-Invasive Collection of DNA Samples From Eurasian Lynxsusey madelit apaza mamaniNo ratings yet
- Pneumatic System and Basic Valve UsedDocument401 pagesPneumatic System and Basic Valve Usedtarang srivasNo ratings yet
- Christopher Pelling (Ed.) - Greek Tragedy and The Historian - Oxford University Press, USA (1997)Document278 pagesChristopher Pelling (Ed.) - Greek Tragedy and The Historian - Oxford University Press, USA (1997)rmvicentin100% (1)
- ICH Guidelines: Prsented By: Manish Shankarpure M.Pharm (Quality Assurances and Techniques)Document17 pagesICH Guidelines: Prsented By: Manish Shankarpure M.Pharm (Quality Assurances and Techniques)Manish shankarpureNo ratings yet
- For Student-General Chemistry I - Module 6 - Phan Tai HuanDocument41 pagesFor Student-General Chemistry I - Module 6 - Phan Tai HuanEsat Goceri100% (1)
- Official All Things Turmeric PPT GuidebookDocument14 pagesOfficial All Things Turmeric PPT Guidebookapi-507527047No ratings yet
- How Elevator Is Made - Used, Parts, Dimensions, Structure, Machine, Design, Raw Materials PDFDocument4 pagesHow Elevator Is Made - Used, Parts, Dimensions, Structure, Machine, Design, Raw Materials PDFpersephoniseNo ratings yet
- Structural Modelling and Analysis using BIM ToolsDocument137 pagesStructural Modelling and Analysis using BIM ToolsManuel Solís López100% (1)