You might also like
- CSWIP Welding Inspection Plate Section PracticalDocument31 pagesCSWIP Welding Inspection Plate Section PracticalLuan Nguyen86% (21)
- Welding FormDocument4 pagesWelding FormAnand SomanNo ratings yet
- Big Blue 300 P (Le099775)Document92 pagesBig Blue 300 P (Le099775)TulioPena100% (1)
- HT Panel Test ReportDocument4 pagesHT Panel Test ReportItx Adi0% (1)
- Welding Machine - Project ReportDocument71 pagesWelding Machine - Project ReportTanvi Khurana65% (20)
- MPI Report FormatDocument4 pagesMPI Report Formatpankaj ranaNo ratings yet
- PQR TipsDocument2 pagesPQR TipsWaqas WaqasNo ratings yet
- PQR With-PwhtDocument2 pagesPQR With-PwhtKarthikNo ratings yet
- Study of Mechanical Properties Microstru PDFDocument6 pagesStudy of Mechanical Properties Microstru PDFAyyappanSubramanianNo ratings yet
- Electric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesFrom EverandElectric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesNo ratings yet
- Aws D10.8 1996 PDFDocument19 pagesAws D10.8 1996 PDFCGRRNo ratings yet
- Unit 5 Welding ProcessDocument57 pagesUnit 5 Welding Processmahammad kamaluddeenNo ratings yet
- Welding ParametersDocument87 pagesWelding ParametersDhanish Kumar100% (3)
- Welder Performance Qualification-Interactive Form QW-484ADocument1 pageWelder Performance Qualification-Interactive Form QW-484AJaved Mohammed100% (5)
- MS Format-Tata Projects HosurDocument19 pagesMS Format-Tata Projects HosurSukhdeb BiswakarmaNo ratings yet
- WPQ Process As Per ISO-9606-1 2013Document4 pagesWPQ Process As Per ISO-9606-1 2013Md Anamul Hoque0% (1)
- Maintain Training Facilities (Complete Docs)Document15 pagesMaintain Training Facilities (Complete Docs)kurapota0% (1)
- Gta+sma PQRDocument3 pagesGta+sma PQRRahul MoottolikandyNo ratings yet
- WPS For Smaw06-001 (Pipe 6G CS)Document10 pagesWPS For Smaw06-001 (Pipe 6G CS)walitedison100% (1)
- Pressuremeter Testing: Methods and InterpretationFrom EverandPressuremeter Testing: Methods and InterpretationRating: 5 out of 5 stars5/5 (2)
- SAIC-W-2081 Receiving Inspection of Welding Consumables (EE)Document2 pagesSAIC-W-2081 Receiving Inspection of Welding Consumables (EE)karioke mohaNo ratings yet
- Weld Joint 1Document81 pagesWeld Joint 1rajibali27100% (1)
- Procedure For WQTDocument13 pagesProcedure For WQTdevikar8umNo ratings yet
- PQR GmawDocument4 pagesPQR GmawEr Sumant Kumar Singh0% (1)
- Welder Qualification Procedure PDFDocument13 pagesWelder Qualification Procedure PDFEngineersEDGE Coimbatore0% (1)
- Test ReportDocument40 pagesTest ReportMourad BenderradjiNo ratings yet
- WPQ WeldCanada PDFDocument1 pageWPQ WeldCanada PDFAhmad DanielNo ratings yet
- Wps 1Document1 pageWps 1Sudhir KotkarNo ratings yet
- QW-483 (Red) PQR No.: Tme 358Document1 pageQW-483 (Red) PQR No.: Tme 358Sudhir KotkarNo ratings yet
- QW-483 (Green) PQR No.: Tme 356Document1 pageQW-483 (Green) PQR No.: Tme 356Sudhir KotkarNo ratings yet
- QW-483 (Black) PQR No.: Tme 356Document1 pageQW-483 (Black) PQR No.: Tme 356Sudhir KotkarNo ratings yet
- QW-483 (BACK) PQR No.: Tme 356Document1 pageQW-483 (BACK) PQR No.: Tme 356Sudhir KotkarNo ratings yet
- KP WPS PQR GTAW FCAWDocument1 pageKP WPS PQR GTAW FCAWwahyuNo ratings yet
- PQR PT Bse WPS 07Document2 pagesPQR PT Bse WPS 07Muhammad Fitransyah Syamsuar PutraNo ratings yet
- Pqr-Band Ring PDFDocument3 pagesPqr-Band Ring PDFamitNo ratings yet
- Smash Enterprises, Pune SME/PQR/51/20-21/GSU SME/WPS/51/20-21Document3 pagesSmash Enterprises, Pune SME/PQR/51/20-21/GSU SME/WPS/51/20-21Meghan GhoneNo ratings yet
- Procedure Qualification RecordDocument6 pagesProcedure Qualification RecordGaurang PandyaNo ratings yet
- Base Metals (Qw-403) Postweld Heat Treatment (Qw-407)Document2 pagesBase Metals (Qw-403) Postweld Heat Treatment (Qw-407)beyNo ratings yet
- China Civil Engineering Construction Corperation: Repair Welding Procedure Qualification-Manual Metal ArcDocument1 pageChina Civil Engineering Construction Corperation: Repair Welding Procedure Qualification-Manual Metal ArcMakamu Max Las MokgaoganyiNo ratings yet
- Ec-2692-220-2 - Void 4SDocument3 pagesEc-2692-220-2 - Void 4SMatheus Fabrício TeixeiraNo ratings yet
- PQR Editable SampleDocument2 pagesPQR Editable SampleKoya ThangalNo ratings yet
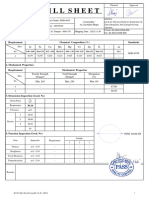
- Mill Sheet: Si Fe Cu MN MG CR ZN Ti - AL KSD 6759Document7 pagesMill Sheet: Si Fe Cu MN MG CR ZN Ti - AL KSD 6759Đạt NguyễnNo ratings yet
- JOINTS (QW-402) : Groove Design of Test CouponDocument2 pagesJOINTS (QW-402) : Groove Design of Test CouponbeyNo ratings yet
- 1426 Ec1942Document3 pages1426 Ec1942Deipak HoleNo ratings yet
- JOINTS (QW-402) : Groove Design of Test CouponDocument2 pagesJOINTS (QW-402) : Groove Design of Test CouponbeyNo ratings yet
- Qw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel CodeDocument4 pagesQw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel Codesreejithr86No ratings yet
- Bdde PQR CS 001Document2 pagesBdde PQR CS 001mainur mechanical engineer0% (1)
- S355J2 Plate MTCDocument2 pagesS355J2 Plate MTCHarminder Kumar100% (1)
- 1426 Ec2262Document3 pages1426 Ec2262Deepak HoleNo ratings yet
- Welding Procedure Specification (WPS) : WPS-KNM-001 PQR-KNM-001Document4 pagesWelding Procedure Specification (WPS) : WPS-KNM-001 PQR-KNM-001sreejithr86No ratings yet
- MT 14 465 T1 Report Supplier 1 48.3mm TubeDocument1 pageMT 14 465 T1 Report Supplier 1 48.3mm TubeHaseeb KhanNo ratings yet
- Filler WeltenDocument5 pagesFiller WeltenEduard Gonzalo Rojas CervantesNo ratings yet
- WQR V01 PLT 012-ComDocument3 pagesWQR V01 PLT 012-Comhaim timorNo ratings yet
- Test Report: Measurement Method 1 Resistance Ambient 2 Thermometer Frame 3 Thermocouples BearingDocument1 pageTest Report: Measurement Method 1 Resistance Ambient 2 Thermometer Frame 3 Thermocouples BearingHARDWARE ONENo ratings yet
- Kaushik Shah Date: 2011 Form 001 - Format CDocument6 pagesKaushik Shah Date: 2011 Form 001 - Format CsriramNo ratings yet
- He Mrut 006Document3 pagesHe Mrut 006Hao TranNo ratings yet
- Swathi Industries: JOINT (QW 402)Document10 pagesSwathi Industries: JOINT (QW 402)Mustu AkolawalaNo ratings yet
- Procedure Qualification Records (PQR)Document2 pagesProcedure Qualification Records (PQR)amine algNo ratings yet
- Record of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Document1 pageRecord of Welder or Welding Operator Qualification Test: Welders's Name: Stamp No.: WQT No.Weld Bro SandeepNo ratings yet
- FORM QW-483 (Back) : ASME BPVC - IX-2015Document1 pageFORM QW-483 (Back) : ASME BPVC - IX-2015Anonymous 0rt9KWmNNo ratings yet
- Eqt RecordDocument41 pagesEqt RecordShaikh sohilNo ratings yet
- He Mrut 005Document3 pagesHe Mrut 005Hao TranNo ratings yet
- MCGB - Data Sheet For Suppliers Old MAT Nos.: 122, - , - : Pressure Vessel Plate, Low Alloy Steel, MoDocument3 pagesMCGB - Data Sheet For Suppliers Old MAT Nos.: 122, - , - : Pressure Vessel Plate, Low Alloy Steel, Mobaskaran ayyapparajNo ratings yet
- PRN004Document2 pagesPRN004beyNo ratings yet
- PRN005Document2 pagesPRN005beyNo ratings yet
- Welder's Performancequalification (WPQ) FormDocument1 pageWelder's Performancequalification (WPQ) FormAbhinandan BastiNo ratings yet
- Ab-076a Welder Qualification Record WQRDocument1 pageAb-076a Welder Qualification Record WQRvinodNo ratings yet
- Window MTCDocument4 pagesWindow MTCshamshadkadavath1998No ratings yet
- PQR FormatDocument2 pagesPQR FormatBE GNo ratings yet
- 86 Lockout Auxiliary Relay Site Test Report: Mechanical Checks & Visual InspectionDocument2 pages86 Lockout Auxiliary Relay Site Test Report: Mechanical Checks & Visual InspectionJaikaran DanNo ratings yet
- 1300 EC2192 SignedDocument4 pages1300 EC2192 SignedDeepak HoleNo ratings yet
- Quotation: Sr. No. Item Description Quantity Unit Rate AmountDocument1 pageQuotation: Sr. No. Item Description Quantity Unit Rate AmountSudhir KotkarNo ratings yet
- Quotation: Sr. No. Item Description Quantity Unit Rate AmountDocument1 pageQuotation: Sr. No. Item Description Quantity Unit Rate AmountSudhir KotkarNo ratings yet
- Quotation: Shree EnterprisesDocument1 pageQuotation: Shree EnterprisesSudhir KotkarNo ratings yet
- Pass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Document1 pagePass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Sudhir KotkarNo ratings yet
- Quote FormatDocument1 pageQuote FormatSudhir KotkarNo ratings yet
- Quote FormatDocument1 pageQuote FormatSudhir KotkarNo ratings yet
- Pass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Document1 pagePass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Sudhir KotkarNo ratings yet
- Pass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Document1 pagePass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Sudhir KotkarNo ratings yet
- Quote FormatDocument1 pageQuote FormatSudhir KotkarNo ratings yet
- PQR No: Tme 000 Pass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Document1 pagePQR No: Tme 000 Pass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Sudhir KotkarNo ratings yet
- PQR No: Tme 000 Pass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Document1 pagePQR No: Tme 000 Pass/Layer NO. Process Consumable Current (Amps) Voltage (Volts) Aws Class SIZE (MM)Sudhir KotkarNo ratings yet
- 1 Input Data: WWW - Hilti.inDocument26 pages1 Input Data: WWW - Hilti.inSudhir KotkarNo ratings yet
- 1 Input Data: WWW - Hilti.inDocument26 pages1 Input Data: WWW - Hilti.inSudhir KotkarNo ratings yet
- Prepared By: Certified By: Witnessed byDocument1 pagePrepared By: Certified By: Witnessed bySudhir KotkarNo ratings yet
- 1 Input Data: WWW - Hilti.inDocument26 pages1 Input Data: WWW - Hilti.inSudhir KotkarNo ratings yet
- Guide Acting PDFDocument2 pagesGuide Acting PDFSudhir KotkarNo ratings yet
- Self Declaration Shop PDFDocument2 pagesSelf Declaration Shop PDFSudhir Kotkar0% (2)
- Guide Shop Act PDFDocument2 pagesGuide Shop Act PDFSudhir KotkarNo ratings yet
- Shop Act PDFDocument2 pagesShop Act PDFSudhir KotkarNo ratings yet
- SelfDeclaration Shop PDFDocument2 pagesSelfDeclaration Shop PDFSudhir KotkarNo ratings yet
- SelfDeclaration ShopDocument2 pagesSelfDeclaration ShopSudhir KotkarNo ratings yet
- Duplex Stainless WPSDocument10 pagesDuplex Stainless WPSMohammed KamalNo ratings yet
- Intervention Material 1fDocument9 pagesIntervention Material 1fIP G100% (3)
- ME8392 Manufacturing TechnologyDocument41 pagesME8392 Manufacturing Technology26 MaheshkannanNo ratings yet
- ADOR Booklet F Web FDocument132 pagesADOR Booklet F Web FbadesharamkNo ratings yet
- Shielded Metal Arc Welding (SMAW)Document15 pagesShielded Metal Arc Welding (SMAW)Noor Elisha ZulkifliNo ratings yet
- Shielded Metal Arc Welding (Smaw / "Stick") Shielded Metal Arc Welding (Smaw / Â Œstickâ )Document2 pagesShielded Metal Arc Welding (Smaw / "Stick") Shielded Metal Arc Welding (Smaw / Â Œstickâ )Anonymous 4e7GNjzGWNo ratings yet
- Jerbi ResumeDocument6 pagesJerbi ResumeLeah Nadine QuimzonNo ratings yet
- Electric Arc Welding or Smaw: Fernando O. Paras JRDocument17 pagesElectric Arc Welding or Smaw: Fernando O. Paras JRMirasol Nilo GumbaNo ratings yet
- 3 05 A Welding Specification of Carbon Steel Alloy SteelDocument40 pages3 05 A Welding Specification of Carbon Steel Alloy SteelvancongthanhNo ratings yet
- Trade Theory Welder-SyllabusDocument4 pagesTrade Theory Welder-SyllabusUmang SoniNo ratings yet
- Aws Classificati v991NDocument1 pageAws Classificati v991NMax RosasNo ratings yet
- Routine Manual Metal Arc WeldingDocument77 pagesRoutine Manual Metal Arc Weldingweldeyes100% (3)
- Is - 814 - 2004 PDFDocument31 pagesIs - 814 - 2004 PDFsangita ghaisasNo ratings yet
- Online FDP Brochure - 18-22 May 2020 - Welding SimulatorDocument2 pagesOnline FDP Brochure - 18-22 May 2020 - Welding SimulatorSudhakar NakkaNo ratings yet
- Welding Consumables For Steels With Yield Strength 460MPa PDFDocument75 pagesWelding Consumables For Steels With Yield Strength 460MPa PDFali509No ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- PQR Babbit SCDocument34 pagesPQR Babbit SCagustinusNo ratings yet