You might also like
- Concrete Materials: Properties, Specifications, and TestingFrom EverandConcrete Materials: Properties, Specifications, and TestingRating: 4.5 out of 5 stars4.5/5 (5)
- Manufacturing Procedure Specification. SD2. (Subsea) .: Industrial ServicesDocument42 pagesManufacturing Procedure Specification. SD2. (Subsea) .: Industrial ServicescarydacNo ratings yet
- NDT-SA-SATORP-PT-60 Rev 01-Date-15-AUG-2023Document14 pagesNDT-SA-SATORP-PT-60 Rev 01-Date-15-AUG-2023Md Abu Hanif RajuNo ratings yet
- Cure Check of Paint For Jackets, Piles & Associated Items: Industrial ServicesDocument7 pagesCure Check of Paint For Jackets, Piles & Associated Items: Industrial ServicescarydacNo ratings yet
- Field Joint Coating Inspection PlanDocument8 pagesField Joint Coating Inspection Planrebbouche bilelNo ratings yet
- Draft LPG Hose Certification Manual CommentsDocument19 pagesDraft LPG Hose Certification Manual Commentsmodak cables (India)No ratings yet
- Me SP 201 - 00Document5 pagesMe SP 201 - 00SinaNo ratings yet
- Control of Calibration For Inspection and Test Equipment For Shah Deniz Phase 2 Jackets, Piles & Associated ItemsDocument8 pagesControl of Calibration For Inspection and Test Equipment For Shah Deniz Phase 2 Jackets, Piles & Associated ItemscarydacNo ratings yet
- P 11 CNDT JP41 Ut-Aws D1.1 Rev 07Document22 pagesP 11 CNDT JP41 Ut-Aws D1.1 Rev 07Vimal MenonNo ratings yet
- Procedure: "Straight Beam/Angle Beam Manual Ultrasonic Testing"Document21 pagesProcedure: "Straight Beam/Angle Beam Manual Ultrasonic Testing"mangalraj900No ratings yet
- UT Thickness ProcedureDocument8 pagesUT Thickness ProcedureManoj Balla100% (3)
- WI-INP-12 Rev 00-B Ultrasonic ExaminationDocument15 pagesWI-INP-12 Rev 00-B Ultrasonic ExaminationsakthivelNo ratings yet
- WI-INSP-01 R2 Work Instruction-Pressure Vessel InspDocument8 pagesWI-INSP-01 R2 Work Instruction-Pressure Vessel InspRakesh Mishra100% (1)
- Prosedur Magnetik Particle TestingDocument14 pagesProsedur Magnetik Particle TestingIkhsan DalimuntheNo ratings yet
- Jafurah Field Development - Export Pipelines (PACKAGE #5) : CONTRACT No. 6600050457 / BI No. 10-14329Document60 pagesJafurah Field Development - Export Pipelines (PACKAGE #5) : CONTRACT No. 6600050457 / BI No. 10-14329SahityaNo ratings yet
- EG-C-404E Mortars Pastes Rev 4Document11 pagesEG-C-404E Mortars Pastes Rev 4Vicente Aparecido Pineda Ferrari Jr.No ratings yet
- CF00-32-AM-82-00018 Specication For Painting & CoatingDocument102 pagesCF00-32-AM-82-00018 Specication For Painting & CoatingevenNo ratings yet
- Sa 7912Document3 pagesSa 7912MaciekNo ratings yet
- A PMT SPE 000 00001 - Specification General InformationDocument20 pagesA PMT SPE 000 00001 - Specification General InformationGolden PheonixNo ratings yet
- L - FA - Niel T. - WK 06 - Power Cable On Reel Continuity and IR Test.Document1 pageL - FA - Niel T. - WK 06 - Power Cable On Reel Continuity and IR Test.NIEL TANEDONo ratings yet
- Method Statement For Civil Foundations & GroutingDocument18 pagesMethod Statement For Civil Foundations & GroutingAbdullah Abdullah100% (1)
- GRG-WP-IMS-005 Derating of Cranes Dump Truck (Updated)Document5 pagesGRG-WP-IMS-005 Derating of Cranes Dump Truck (Updated)Hamza NoumanNo ratings yet
- Deep Precision Industries, Rohtak Work Instruction For Thread LapsDocument2 pagesDeep Precision Industries, Rohtak Work Instruction For Thread Lapsvipulsharma655No ratings yet
- Procedure For MV Cable Termination and TestingDocument8 pagesProcedure For MV Cable Termination and TestingAtlas Dammam100% (1)
- US ETHANOL PIPING PROJECT RADIOGRAPHIC EXAMINATION PROCEDUREDocument41 pagesUS ETHANOL PIPING PROJECT RADIOGRAPHIC EXAMINATION PROCEDUREFahmy FlipNo ratings yet
- Report UT CS From 21Document112 pagesReport UT CS From 21daemsalNo ratings yet
- Gen PNG Spe 004Document238 pagesGen PNG Spe 004erick cerdanNo ratings yet
- Field Installation Work Procedure - PipingDocument76 pagesField Installation Work Procedure - Pipingsaif aliNo ratings yet
- Op. Center JOB N - Op. Center Doc. N - A 8474L-023 ML 001: Process Data SheetDocument216 pagesOp. Center JOB N - Op. Center Doc. N - A 8474L-023 ML 001: Process Data SheetBùi Hữu SơnNo ratings yet
- Foam Protection System SpecificationDocument7 pagesFoam Protection System SpecificationRIMEL ASMANo ratings yet
- 85 EA E 78035 - 00 Control RoomDocument31 pages85 EA E 78035 - 00 Control RoomAdetunji TaiwoNo ratings yet
- HSE Requirements for Vendors and SubcontractorsDocument11 pagesHSE Requirements for Vendors and SubcontractorsTuahNo ratings yet
- PIPING R04 101022 DraftDocument2 pagesPIPING R04 101022 DraftPavul RajNo ratings yet
- INSP-UT-08, Rev 00-PARUA ApprovalDocument15 pagesINSP-UT-08, Rev 00-PARUA ApprovalApurba ParuaNo ratings yet
- J - Drifting Instructions and Drift Technical SpecificationsDocument9 pagesJ - Drifting Instructions and Drift Technical SpecificationsMohamed Mahmoud100% (1)
- VD V013 ZPM Pro 1507Document105 pagesVD V013 ZPM Pro 1507abdulNo ratings yet
- Incubator Room: User Requirement SpecificationDocument10 pagesIncubator Room: User Requirement SpecificationDuc Luan NguyenNo ratings yet
- 2B 100 1 1 V Et 0001 PDFDocument13 pages2B 100 1 1 V Et 0001 PDFLuis GonzalezNo ratings yet
- U.T ProcedureDocument10 pagesU.T ProceduretreyX67No ratings yet
- CSU Vibration Acceptance Criteria ProcedureDocument9 pagesCSU Vibration Acceptance Criteria ProcedureDaniel Erasmo Avellaneda Sanchez100% (1)
- Manual Ultrasonic Testing ProcedureDocument17 pagesManual Ultrasonic Testing Procedurebaskaran ayyapparaj100% (2)
- Weld Repair Procedure Tapis RevaDocument3 pagesWeld Repair Procedure Tapis RevaadelNo ratings yet
- Temper Etch Inspection Process for Aircraft Landing Gear PartsDocument16 pagesTemper Etch Inspection Process for Aircraft Landing Gear PartsJustformedia JustformediaNo ratings yet
- StsDocument6 pagesStsmohd as shahiddin jafri100% (1)
- SPDP Approval Process for Khurais Facilities ExpansionDocument19 pagesSPDP Approval Process for Khurais Facilities ExpansionJayesNo ratings yet
- C-SP-55-017 - Vertical Turbine PuDocument20 pagesC-SP-55-017 - Vertical Turbine PuEsteban Rios PitaNo ratings yet
- Painting Procedure for Saudi Aramco ProjectDocument12 pagesPainting Procedure for Saudi Aramco ProjectFAROOK100% (1)
- FR_7-9660-13188_40435-1_2.00Document17 pagesFR_7-9660-13188_40435-1_2.00sartigaryan375No ratings yet
- Mil STD 331Document295 pagesMil STD 331HI HINo ratings yet
- Cilacap Resid Fluid Catalytic Cracking R PDFDocument12 pagesCilacap Resid Fluid Catalytic Cracking R PDFCepi Sindang KamulanNo ratings yet
- KNPC LPG Train-4 Project at MAA Refinery: For ApprovalDocument17 pagesKNPC LPG Train-4 Project at MAA Refinery: For ApprovalNeelam AhmadNo ratings yet
- D-p5-Bv-pd-004 - Utt, Issue 01, Rev 00 - Ultrasonic Thickness TestingDocument14 pagesD-p5-Bv-pd-004 - Utt, Issue 01, Rev 00 - Ultrasonic Thickness TestingThinh NguyenNo ratings yet
- Indian Railways: Ref: CG-WI-4.2.1-1 Ver.-1.0 Page 1 of 14 Date of Issue October 2018 Spec. NoDocument14 pagesIndian Railways: Ref: CG-WI-4.2.1-1 Ver.-1.0 Page 1 of 14 Date of Issue October 2018 Spec. NoMohitrajranikashyapNo ratings yet
- CPJP8029 STD C 001 Rev 2 Horizontal Directional Drilling SDocument14 pagesCPJP8029 STD C 001 Rev 2 Horizontal Directional Drilling SKenNo ratings yet
- Landing Gear Plating StandardDocument14 pagesLanding Gear Plating StandardthomasNo ratings yet
- ITB-spc For Tape Coating For UG Piping PDFDocument15 pagesITB-spc For Tape Coating For UG Piping PDFShyam Sundar GayenNo ratings yet
- Manual Ultrasonic Thickness Testing ProcedureDocument8 pagesManual Ultrasonic Thickness Testing ProcedureAmit shahNo ratings yet
- Control of Calibration For Inspection and Test Equipment For Shah Deniz Phase 2 Jackets, Piles & Associated ItemsDocument8 pagesControl of Calibration For Inspection and Test Equipment For Shah Deniz Phase 2 Jackets, Piles & Associated ItemscarydacNo ratings yet
- Inspection and Test Plan, Pre-Production & Production Requirements. SD2. (Subsea)Document18 pagesInspection and Test Plan, Pre-Production & Production Requirements. SD2. (Subsea)carydacNo ratings yet
- Citric Acid SDS RevisionDocument7 pagesCitric Acid SDS RevisionAndre Maxwel ManikNo ratings yet
- Citric Acid MonohydrateDocument6 pagesCitric Acid MonohydrateOussama SissaouiNo ratings yet
- ICL8038 Function GeneratorDocument6 pagesICL8038 Function Generatorvali dNo ratings yet
- LED Equipment Standards UpdateDocument9 pagesLED Equipment Standards UpdateMladen MilicevicNo ratings yet
- Monitor OSD Processor Displays Text and GraphicsDocument24 pagesMonitor OSD Processor Displays Text and GraphicsAKIDUKINo ratings yet
- Physics CalaDocument7 pagesPhysics CalatapiwatazvNo ratings yet
- CMOS Interview QuestionsDocument3 pagesCMOS Interview Questions3nadhsNo ratings yet
- Emi Zeeshan Naac CFDocument163 pagesEmi Zeeshan Naac CFsumaiyah syedNo ratings yet
- Manual IDC-BX140Document2 pagesManual IDC-BX140Rocky DarkNo ratings yet
- Jfet NRP Lecture 2Document97 pagesJfet NRP Lecture 2Nitin PrajapatiNo ratings yet
- Analog OscilloscopeDocument4 pagesAnalog OscilloscopeA RNo ratings yet
- +ve &-Ve LogicDocument5 pages+ve &-Ve LogicAnushiMaheshwariNo ratings yet
- E Advanced Service Functional Blocks C-Arm C-ArmDocument78 pagesE Advanced Service Functional Blocks C-Arm C-ArmNirav Barot100% (3)
- 9020H SV Ver0Document59 pages9020H SV Ver0Robson QuinagliaNo ratings yet
- Atlas Copco Neos Xchange KitsDocument17 pagesAtlas Copco Neos Xchange KitsahmedalgaloNo ratings yet
- 220 110kV Substation at KAVOOR Design Instruction SheetDocument2 pages220 110kV Substation at KAVOOR Design Instruction SheetRubesh KumarNo ratings yet
- Tm2Ami8Ht: Product DatasheetDocument2 pagesTm2Ami8Ht: Product DatasheetAlan SaputraNo ratings yet
- Sugar Mill DrivesDocument8 pagesSugar Mill Drivessayyadmannan67% (3)
- Smart Streetlight Using IR Sensors: Sindhu.A.M, Jerin George, Sumit Roy, Chandra JDocument6 pagesSmart Streetlight Using IR Sensors: Sindhu.A.M, Jerin George, Sumit Roy, Chandra JSuhana SharmaNo ratings yet
- Earth 2Document25 pagesEarth 2Vikas Srivastav75% (4)
- COMMSCOPE CAT6 - CAT5E Patch PanelDocument3 pagesCOMMSCOPE CAT6 - CAT5E Patch PanelZulkifle Norul NizaNo ratings yet
- Software-Defined-Radio: National University of Science and TechnologyDocument19 pagesSoftware-Defined-Radio: National University of Science and TechnologyZain ShabbirNo ratings yet
- Price List Schneider Electric LV Power Quality Products and Systems 19-12-2014Document13 pagesPrice List Schneider Electric LV Power Quality Products and Systems 19-12-2014Ajay SinghNo ratings yet
- AE - GASCO HABSHAN SS1 - 1VL8471424 - SLD - RevA1 - CTVT - UpdDocument12 pagesAE - GASCO HABSHAN SS1 - 1VL8471424 - SLD - RevA1 - CTVT - UpdAbdul RahmanNo ratings yet
- Circuit ZX 48 UDocument18 pagesCircuit ZX 48 Uopen hartig100% (3)
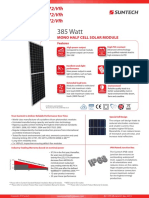
- Suntech HyPro STP385S 72 VFH MC4 385 380 375 2GDocument2 pagesSuntech HyPro STP385S 72 VFH MC4 385 380 375 2GRaul SantosNo ratings yet
- Wireless Elevator Remote Control: Patrick Goh Hamed Asghari ECE 445Document7 pagesWireless Elevator Remote Control: Patrick Goh Hamed Asghari ECE 445Vikas S PatelNo ratings yet
- 8310 01 VHF2048Document93 pages8310 01 VHF2048Claudemir VianaNo ratings yet
- Schneider MiCOM P443 H7 Line PTT User Manual ENUDocument6 pagesSchneider MiCOM P443 H7 Line PTT User Manual ENURaúlEmirGutiérrezLópezNo ratings yet
- Homework Line Chart 1Document2 pagesHomework Line Chart 1Bảo TrâmNo ratings yet
- Data Sheet: A2T 2.5 EM2 D/6Document5 pagesData Sheet: A2T 2.5 EM2 D/6Jason GlynnNo ratings yet
- El2.e - 001Document2 pagesEl2.e - 001kamalNo ratings yet