You might also like
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Heat Exchangers: 12.7.1. Fluid Allocation: Shell or TubesDocument8 pagesHeat Exchangers: 12.7.1. Fluid Allocation: Shell or TubesAravind MuthiahNo ratings yet
- 30-1 Convective Heat Transfer II Condensing S14 r1Document14 pages30-1 Convective Heat Transfer II Condensing S14 r1hongluc1991No ratings yet
- Design of Vacuum SystemDocument5 pagesDesign of Vacuum SystemDongwon ShinNo ratings yet
- Seleccion de EbullidoresDocument5 pagesSeleccion de EbullidoresDaniela Jurado100% (2)
- Design Practices-ReboilerDocument7 pagesDesign Practices-Reboileragarwalashwin32100% (1)
- Kettle ChoiceDocument5 pagesKettle ChoiceHow Jie WeiNo ratings yet
- Reboilers and VaporizersDocument20 pagesReboilers and Vaporizers58 - Darshan ShahNo ratings yet
- Vaporizer DesignDocument18 pagesVaporizer DesignEngr Abuzar Khan100% (1)
- Utility Assignment: Reboiler Arranged By: I Made Vidya Prawira Satrio 21030117190076 Awindya Candrasmurti 21030117190176Document7 pagesUtility Assignment: Reboiler Arranged By: I Made Vidya Prawira Satrio 21030117190076 Awindya Candrasmurti 21030117190176I Made Vidya Prawira SatrioNo ratings yet
- Condenser DesignDocument7 pagesCondenser Designemesam100% (2)
- VaporizorsDocument4 pagesVaporizorsMr NU KHANNo ratings yet
- 09 - Gas Absorber DesidnDocument19 pages09 - Gas Absorber DesidnNoman AslamNo ratings yet
- Reboiler and VaporiserDocument56 pagesReboiler and Vaporiserjihad jamareiNo ratings yet
- Perpindahan Panas (Pada Alat Penguap) : Endah Sulistiawati, S.T., M.TDocument17 pagesPerpindahan Panas (Pada Alat Penguap) : Endah Sulistiawati, S.T., M.TEmi LestariNo ratings yet
- Wet Bulb TemperatureDocument19 pagesWet Bulb TemperatureChemical Engg.No ratings yet
- Heating With Coils and Jackets - Spirax SarcoDocument14 pagesHeating With Coils and Jackets - Spirax SarcoWEN GIE KONGNo ratings yet
- Column Pressure ControlDocument11 pagesColumn Pressure Controlrvkumar61No ratings yet
- Kettle ReboilerDocument16 pagesKettle ReboilerMostafa SharafNo ratings yet
- Technical Presentation ThermosyphonDocument25 pagesTechnical Presentation ThermosyphonBrenda ElianaNo ratings yet
- Hoffman Specialty Steam Traps: - Application - Selection - Installation - Piping DiagramsDocument50 pagesHoffman Specialty Steam Traps: - Application - Selection - Installation - Piping DiagramsPrashant SinghNo ratings yet
- Surface Condenser HEIDocument7 pagesSurface Condenser HEIJesús Santiago QuijadaNo ratings yet
- CE Evap Selection PDFDocument8 pagesCE Evap Selection PDFBharadwaj RangarajanNo ratings yet
- Accurate Steam Temperature Control: Desuperheating ForDocument4 pagesAccurate Steam Temperature Control: Desuperheating FornidhinNo ratings yet
- Power Plant Engineering Course Code-MEE2022 Digital Assignment 1Document9 pagesPower Plant Engineering Course Code-MEE2022 Digital Assignment 1Prakhar ChitranshNo ratings yet
- 4 - Evaporation SDocument32 pages4 - Evaporation Sabdelsalam kasemNo ratings yet
- Perpindahan Panas: Endah Sulistiawati, S.T., M.TDocument22 pagesPerpindahan Panas: Endah Sulistiawati, S.T., M.TEmi LestariNo ratings yet
- Condensers: J. M. McnaughtDocument6 pagesCondensers: J. M. McnaughtLTE002No ratings yet
- Better Understand BoilersDocument6 pagesBetter Understand BoilersdigecaNo ratings yet
- Evap and Crystal - QUICEDocument8 pagesEvap and Crystal - QUICERomel AlojadoNo ratings yet
- 6.1 Working Principle of Equipment:: 6.2.1 Steady State Heat TransferDocument35 pages6.1 Working Principle of Equipment:: 6.2.1 Steady State Heat TransferAthar IqbalNo ratings yet
- Basic Application Principles: 1. Aspect Ratio of Duct. The Ratio of Duct Height To Width Is ADocument4 pagesBasic Application Principles: 1. Aspect Ratio of Duct. The Ratio of Duct Height To Width Is AAkbar Khan 7118016No ratings yet
- Steam Trap Vs Steam SeparatorDocument2 pagesSteam Trap Vs Steam Separatorsaxadi4814No ratings yet
- Distillation Column and ApplicationDocument59 pagesDistillation Column and ApplicationMahmoud HagagNo ratings yet
- Condensate & UtilisationDocument3 pagesCondensate & Utilisationmohamed faragNo ratings yet
- CondenserDocument23 pagesCondenserAndiNo ratings yet
- Off Gas CoolingDocument9 pagesOff Gas CoolingAnonymous zwSP5gvNo ratings yet
- Steam Tracing Desing GuidelinesDocument1 pageSteam Tracing Desing Guidelinesjesus_manrique2753No ratings yet
- Calculation For Vacuum CondenserDocument0 pagesCalculation For Vacuum Condenserraden_aditiya39No ratings yet
- Fluid Allocation 1695146274Document11 pagesFluid Allocation 1695146274balasundarNo ratings yet
- Condenser - Valuable Book PDFDocument6 pagesCondenser - Valuable Book PDFRajesh OwaiyarNo ratings yet
- Heating With Coils and Jackets - CompressDocument14 pagesHeating With Coils and Jackets - CompressIonut StavaracheNo ratings yet
- Whitepaper - Steam Conditioning ValvesDocument12 pagesWhitepaper - Steam Conditioning Valvesshan07011984No ratings yet
- Steam CondensersDocument59 pagesSteam CondensersBLACK GAMINGNo ratings yet
- Water Hammer in Steam LinesDocument5 pagesWater Hammer in Steam LinesVijaita Vikas GandhiNo ratings yet
- Kon DenserDocument6 pagesKon DenserYUNUS EMRE KARANo ratings yet
- Steam Traps - Engineering Data ManualDocument50 pagesSteam Traps - Engineering Data ManualThitikorn Wassanarpheernphong100% (1)
- HTTP Alat Des Dry Evaporator SteamDocument10 pagesHTTP Alat Des Dry Evaporator SteamAgung SiswahyuNo ratings yet
- Falling Film Evaporators WorkDocument9 pagesFalling Film Evaporators WorkWaiz Khan Waiz KhanNo ratings yet
- Condenser Vacuum MarEDocument4 pagesCondenser Vacuum MarEMayeiaElenorNo ratings yet
- Heating With Coils and JacketsDocument14 pagesHeating With Coils and Jacketsibal_machine100% (1)
- Falling Film Evaporator PDFDocument28 pagesFalling Film Evaporator PDF^o100% (2)
- Column-Base and Arrangements: ReboilerDocument27 pagesColumn-Base and Arrangements: ReboilerPacyfik Kameron100% (1)
- Presentation TemplateDocument18 pagesPresentation Templatesaibabu sai100% (1)
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- How it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useFrom EverandHow it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useNo ratings yet
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- Chapter 6-Solid Waste ManagementDocument92 pagesChapter 6-Solid Waste ManagementSyahmiNo ratings yet
- CHAPTER 1 Importance of PetrochemicalDocument40 pagesCHAPTER 1 Importance of PetrochemicalSyahmiNo ratings yet
- Chapter 4-Air Pollution ControlDocument152 pagesChapter 4-Air Pollution ControlSyahmiNo ratings yet
- Chapter 3-Air QualityDocument44 pagesChapter 3-Air QualitySyahmiNo ratings yet
- Chapter 5-Solid WasteDocument34 pagesChapter 5-Solid WasteSyahmiNo ratings yet
- Chapter 7-Scheduled WasteDocument72 pagesChapter 7-Scheduled WasteSyahmi100% (1)
- Hydrothermal Liquefaction (HTL)Document15 pagesHydrothermal Liquefaction (HTL)SyahmiNo ratings yet
- CHAPTER 4 PolyethyleneDocument71 pagesCHAPTER 4 PolyethyleneSyahmiNo ratings yet
- CBE697.TOPIC2.feedstock and Pretreatment2Document34 pagesCBE697.TOPIC2.feedstock and Pretreatment2SyahmiNo ratings yet
- CBE697.TOPIC3.biological Conv Ezymatic HydrolysisDocument20 pagesCBE697.TOPIC3.biological Conv Ezymatic HydrolysisSyahmiNo ratings yet
- CPE680 - Lecture 4Document40 pagesCPE680 - Lecture 4SyahmiNo ratings yet
- 3.1 Overview FeasibilityDocument12 pages3.1 Overview FeasibilitySyahmiNo ratings yet
- Equipement Design - Material and Selection - 2Document20 pagesEquipement Design - Material and Selection - 2SyahmiNo ratings yet
- High-Purity Isobutylene Production by MTBE Cracking PDFDocument6 pagesHigh-Purity Isobutylene Production by MTBE Cracking PDFSyahmiNo ratings yet
- Introduction To Technology EntrepreneurshipDocument24 pagesIntroduction To Technology EntrepreneurshipSyahmiNo ratings yet
- Tutorial Materials SelectionDocument2 pagesTutorial Materials SelectionSyahmiNo ratings yet
- CPE680 - Lecture 3Document48 pagesCPE680 - Lecture 3SyahmiNo ratings yet
- Tutorial 2Document1 pageTutorial 2SyahmiNo ratings yet
- Mini ProjectDocument49 pagesMini ProjectSyahmiNo ratings yet
- C02 Part 2 PDFDocument28 pagesC02 Part 2 PDFSyahmiNo ratings yet
- Chapter 5 AdsorptionDocument46 pagesChapter 5 AdsorptionSyahmiNo ratings yet
- Chapter 4 Week 3Document28 pagesChapter 4 Week 3SyahmiNo ratings yet
- Data Acquisition TechniquesDocument25 pagesData Acquisition TechniquesZarWinNo ratings yet
- Design of Absorption Column 160127152306Document33 pagesDesign of Absorption Column 160127152306Dũng LêNo ratings yet
- Attent PR 3005 TDocument4 pagesAttent PR 3005 TJuan CorreaNo ratings yet
- Battery: University Institute of Applied ScienceDocument17 pagesBattery: University Institute of Applied ScienceShubham JainNo ratings yet
- Science at Work in Basketball Benchmark Rockets - CompressDocument33 pagesScience at Work in Basketball Benchmark Rockets - CompressJaron KungNo ratings yet
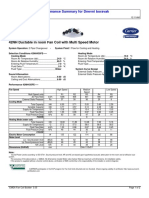
- Performance Summary For Dnevni Boravak: 42NH Ductable in Room Fan Coil With Multi Speed MotorDocument2 pagesPerformance Summary For Dnevni Boravak: 42NH Ductable in Room Fan Coil With Multi Speed Motorvelikimag87No ratings yet
- Motor Service Factor (SF) Defined by NEMA: Permissible Horsepower LoadingDocument2 pagesMotor Service Factor (SF) Defined by NEMA: Permissible Horsepower LoadingEdison EstrellaNo ratings yet
- GT8 - Oil Regeneration PPT - Conditioning - Case StudyDocument17 pagesGT8 - Oil Regeneration PPT - Conditioning - Case StudyBentoJahezNo ratings yet
- ACS601 Manual PDFDocument92 pagesACS601 Manual PDFJNo ratings yet
- Physics Formulae List (IGCSE)Document6 pagesPhysics Formulae List (IGCSE)saimee77No ratings yet
- Product Sheet: Part NumberDocument2 pagesProduct Sheet: Part NumberLazar RaresNo ratings yet
- PDFDocument19 pagesPDFGabriel Bolívar100% (1)
- Eco-Friendly For Anyone, Anywhere.: HydropowerDocument15 pagesEco-Friendly For Anyone, Anywhere.: HydropowerRodri GonzalezNo ratings yet
- 6310 ABC KyoritsuDocument19 pages6310 ABC Kyoritsusergio_oscuraNo ratings yet
- Saudi Aramco Test Report: Cathodic Protection Testing For Marine Structures SATR-X-3206 24-Jul-18 CPDocument3 pagesSaudi Aramco Test Report: Cathodic Protection Testing For Marine Structures SATR-X-3206 24-Jul-18 CPnadeem shaikhNo ratings yet
- MT335 Chap3 Fluid Flow - ExamplesDocument17 pagesMT335 Chap3 Fluid Flow - ExamplesẄâQâŗÂlï100% (1)
- XR351Document4 pagesXR351ecplpraveen100% (1)
- Physics 2: Heat TransferDocument22 pagesPhysics 2: Heat TransferAndreana Amor GulayNo ratings yet
- CH401 Transport Phenomena in ProcessesDocument3 pagesCH401 Transport Phenomena in ProcessesSakkeer A VNo ratings yet
- Helicopter PerformanceDocument10 pagesHelicopter PerformanceKeyzo MasinambowNo ratings yet
- De Module (2009 Edition)Document195 pagesDe Module (2009 Edition)Nor Syahirah MohamadNo ratings yet
- Assignment 12Document4 pagesAssignment 12NandhalalNo ratings yet
- Solutions To Homework 1: (A) (B) (C) (D) (E) (A) (B) (C) (D) (E)Document8 pagesSolutions To Homework 1: (A) (B) (C) (D) (E) (A) (B) (C) (D) (E)joa91189100% (1)
- Phy CH 5 Final 9thDocument18 pagesPhy CH 5 Final 9thMD GraphicsNo ratings yet
- Advanced Driver Assistance (ADAS) Applications GuideDocument22 pagesAdvanced Driver Assistance (ADAS) Applications GuideMADDYNo ratings yet
- YASKAWA AC Drive-J1000: Quick Start GuideDocument265 pagesYASKAWA AC Drive-J1000: Quick Start GuideHai Thuong VuNo ratings yet
- Free-Fall Practice ProblemsDocument1 pageFree-Fall Practice ProblemsGabriel Muñiz NegrónNo ratings yet
- Specification of 313kVA Cummins Diesel Generator With Hosem Alternator DSE7320 A-C350-1-16292699396637e5ad3552450Document8 pagesSpecification of 313kVA Cummins Diesel Generator With Hosem Alternator DSE7320 A-C350-1-16292699396637e5ad3552450Luis MejiaNo ratings yet
- JNTUH Syllabus 2013 M.Tech EPSDocument23 pagesJNTUH Syllabus 2013 M.Tech EPSSRINIVASA RAO GANTANo ratings yet
- Chapter 16-R PDFDocument20 pagesChapter 16-R PDFKey FuNo ratings yet