You might also like
- ĐỀ TÀI TÍNH TOÁN THIẾT KẾ MÁY ÉP THỦY LỰC 300T kmhDocument30 pagesĐỀ TÀI TÍNH TOÁN THIẾT KẾ MÁY ÉP THỦY LỰC 300T kmhTDH SXNo ratings yet
- Chuong 6Document4 pagesChuong 6huy quangNo ratings yet
- Hướng dẫn Simplify 3DDocument16 pagesHướng dẫn Simplify 3DTuan100% (1)
- Tổng hợp bài tập về nhà - Thủy lực PDFDocument203 pagesTổng hợp bài tập về nhà - Thủy lực PDFNguyen Nam78% (9)
- Nhóm6 Piezoelectric Micro Actuator NEWDocument81 pagesNhóm6 Piezoelectric Micro Actuator NEWHoàng Nguyễn MinhNo ratings yet
- Bản Thuyết Minh Đồ Án Tn Máy Ép 300tDocument81 pagesBản Thuyết Minh Đồ Án Tn Máy Ép 300tDương Thành TrungNo ratings yet
- Báo Cáo Môn Học Cơ Sở Máy Cnc-Me4088Document10 pagesBáo Cáo Môn Học Cơ Sở Máy Cnc-Me4088ANH TIEN TRANNo ratings yet
- Chuong 2 - Thiet Ke Mach Dieu Khien Logic Khi Nen - Dien Khi Nen PDFDocument19 pagesChuong 2 - Thiet Ke Mach Dieu Khien Logic Khi Nen - Dien Khi Nen PDFantoanampere100% (2)
- May Tien CNC Va Van HanhDocument84 pagesMay Tien CNC Va Van Hanhminhthi198720067135No ratings yet
- Hệ thống nguồn động lực trên máy CNCDocument11 pagesHệ thống nguồn động lực trên máy CNCVũ Mạnh Cường0% (1)
- Nguyên Tắc Tạo Ren Và Cách Tính Bánh Răng Thay ThếDocument9 pagesNguyên Tắc Tạo Ren Và Cách Tính Bánh Răng Thay ThếCương Phạm Ngọc100% (1)
- Chương 2 - Máy TiệnDocument70 pagesChương 2 - Máy TiệnHoàiLinhNguyễn33% (3)
- GIÁO TRÌNH - Dung Sai - Kỹ Thuật Đo (Trần Quốc Hùng)Document348 pagesGIÁO TRÌNH - Dung Sai - Kỹ Thuật Đo (Trần Quốc Hùng)Nguyễn Thanh XuânNo ratings yet
- Hệ thống điều khiển máy CNC- Acc-DecDocument15 pagesHệ thống điều khiển máy CNC- Acc-DecToản Nguyễn ĐắcNo ratings yet
- Tai Lieu MasterCAM X5 (08.2014)Document90 pagesTai Lieu MasterCAM X5 (08.2014)lecongtruc8750% (2)
- May Tien CNCDocument17 pagesMay Tien CNCanh88No ratings yet
- Bài tập phay CNCDocument4 pagesBài tập phay CNCDoanh LêNo ratings yet
- Sách hướng dẫn lập trình và vận hành máy Phay CNC FANUCDocument17 pagesSách hướng dẫn lập trình và vận hành máy Phay CNC FANUCmeovachuot99100% (8)
- Máy chấn thủy lựcDocument48 pagesMáy chấn thủy lựcChâu Phú TiêuNo ratings yet
- Đo An Tot NghiepDocument31 pagesĐo An Tot NghiepLong Vu BuiNo ratings yet
- Giao Trinh Gia Cong Tren May Phay CNCDocument76 pagesGiao Trinh Gia Cong Tren May Phay CNCNgocNo ratings yet
- 17151071 - Đồ án 2 tự động hóa - Xe 2 bánh tự cần bằng - Hồ Lê Long ThiênDocument49 pages17151071 - Đồ án 2 tự động hóa - Xe 2 bánh tự cần bằng - Hồ Lê Long ThiênLinh Le Ba100% (1)
- Báo Cáo Thực Tập cơ khíDocument72 pagesBáo Cáo Thực Tập cơ khíKu Dít57% (7)
- GIÁO TRÌNH - Điều Khiển Điện Khí Nén - Tổng Cục Dạy NghềDocument227 pagesGIÁO TRÌNH - Điều Khiển Điện Khí Nén - Tổng Cục Dạy NghềLinh Linh Overcomeboy100% (5)
- Bài giảng môn học: Đồ gáDocument72 pagesBài giảng môn học: Đồ gáNguyễn Quang TuấnNo ratings yet
- Tai Lieu Thuc Hanh Gia Cong CNCDocument77 pagesTai Lieu Thuc Hanh Gia Cong CNChoaikaNo ratings yet
- NguyenHongTrung 1912317Document141 pagesNguyenHongTrung 1912317Bit NguyenNo ratings yet
- ĐỀ CƯƠNG HTTĐTKDocument16 pagesĐỀ CƯƠNG HTTĐTKNguyễn Viết BáchNo ratings yet
- Robot Hut BuiDocument18 pagesRobot Hut BuiNguyễn Đức CườngNo ratings yet
- Báo cáo thí nghiệm Công nghệ CNCDocument17 pagesBáo cáo thí nghiệm Công nghệ CNCTrần Văn Phương50% (4)
- Giao Trinh CN-CNC-2018Document160 pagesGiao Trinh CN-CNC-2018Cong LuongNo ratings yet
- Tài Liệu Khí NénDocument50 pagesTài Liệu Khí NénBạn KiênNo ratings yet
- PBL1 10Document60 pagesPBL1 10Thang LeNo ratings yet
- Khí NénDocument17 pagesKhí NénToản Nguyễn Đắc100% (1)
- Pham Công ThắngDocument51 pagesPham Công ThắngCao KhảiNo ratings yet
- Đồ án tkht cđt chỉnh sửa lần 2 phương án 2Document22 pagesĐồ án tkht cđt chỉnh sửa lần 2 phương án 2Son Nguyen0% (1)
- 8-Phan 3-Các Bư C Tách Khuôn Dùng CreoDocument13 pages8-Phan 3-Các Bư C Tách Khuôn Dùng CreoHoài Phong Phạm VũNo ratings yet
- Đ Án Nhóm 1Document20 pagesĐ Án Nhóm 1Tuấn PhạmNo ratings yet
- thiết kế Đồ án chi tiết máy truc vít bánh vítDocument40 pagesthiết kế Đồ án chi tiết máy truc vít bánh vítTrần Văn Đoàn50% (10)
- Mô Phỏng, Tính Toán Máy Ép Thủy Lực 400 Tấn Bằng Phương Pháp Phần Tử Hữu HạnDocument57 pagesMô Phỏng, Tính Toán Máy Ép Thủy Lực 400 Tấn Bằng Phương Pháp Phần Tử Hữu HạnMân Trần LêNo ratings yet
- Bài tập lớn PLC (19.08.09)Document17 pagesBài tập lớn PLC (19.08.09)huudk510% (2)
- Câu hỏi ôn tập trực tuyến TL - KNDocument11 pagesCâu hỏi ôn tập trực tuyến TL - KNHồng Phùng VănNo ratings yet
- Giáo Trình Phay Bánh Răng Trụ Răng ThẳngDocument41 pagesGiáo Trình Phay Bánh Răng Trụ Răng ThẳngDuy KhuấtNo ratings yet
- Giáo trình- Lý Thuyết Và Thực Hành Autocad 2011Document225 pagesGiáo trình- Lý Thuyết Và Thực Hành Autocad 2011Lương Huy HiệpNo ratings yet
- Lap Trinh CNCDocument30 pagesLap Trinh CNCngoisao_bang1016No ratings yet
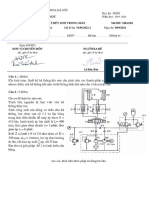
- 9 9 De thi cuối kỳ mon tự động hoa thuy khi trong máy kỳ 20202Document2 pages9 9 De thi cuối kỳ mon tự động hoa thuy khi trong máy kỳ 20202Nam Lê ĐìnhNo ratings yet
- Chuong 7 TR CDocument34 pagesChuong 7 TR CTuan Le minhNo ratings yet
- Đề Cương Môn Học Thuỷ Lực Khí Nén - 590980Document7 pagesĐề Cương Môn Học Thuỷ Lực Khí Nén - 590980Mạnh NguyễnNo ratings yet
- Tài Liệu Lập Trình Tiện CNC (Toàn Tập)Document114 pagesTài Liệu Lập Trình Tiện CNC (Toàn Tập)tdtan10100% (2)
- Báo cáo thí nghiệm cơ sở máy CNCDocument34 pagesBáo cáo thí nghiệm cơ sở máy CNCHứa Ký NgânNo ratings yet
- Ky Thuat Dieu Khien Tu Dong Chuong 1 PDFDocument61 pagesKy Thuat Dieu Khien Tu Dong Chuong 1 PDFMạnh Quỳnh Nguyễn100% (1)
- Báo-Cáo Nhom10Document8 pagesBáo-Cáo Nhom10Vũ HoàngNo ratings yet
- BANTHUYETMINHDocument70 pagesBANTHUYETMINHMạnh QuânNo ratings yet
- CHƯƠNG IDocument7 pagesCHƯƠNG ITrung Phạm XuânNo ratings yet
- Thiết Kế Hệ Thống Dẫn Động Băng Tải (Đại Học Bách Khoa)Document34 pagesThiết Kế Hệ Thống Dẫn Động Băng Tải (Đại Học Bách Khoa)Tieu Ngoc Ly0% (1)
- May Bao GuongDocument15 pagesMay Bao Guongmechanical engineeringNo ratings yet
- Đồ Án CTM - Nguyễn Hữu DũngDocument71 pagesĐồ Án CTM - Nguyễn Hữu DũngMạnh QuânNo ratings yet
- Bài tập Đồ án1Document50 pagesBài tập Đồ án1Đức NhậtNo ratings yet
- Nguyen Van An - 20185970 - Do An 7Document48 pagesNguyen Van An - 20185970 - Do An 7ngô bíNo ratings yet
- Bài tập Kĩ năng cá nhân Kĩ năng MềmDocument10 pagesBài tập Kĩ năng cá nhân Kĩ năng MềmNguyễn Văn VinhNo ratings yet
- FDDocument6 pagesFDTrong AnhNo ratings yet
- Baohv HD Tinh Thietke Botruyen BR-Tru (Thang-Nghieng) 20180710Document7 pagesBaohv HD Tinh Thietke Botruyen BR-Tru (Thang-Nghieng) 20180710Nguyen Tuan AnhNo ratings yet
- Bài tập Kĩ năng cá nhân Kĩ năng MềmDocument10 pagesBài tập Kĩ năng cá nhân Kĩ năng MềmNguyễn Văn VinhNo ratings yet
- BG Thiet Ke MCC C2Document28 pagesBG Thiet Ke MCC C2Nguyễn Văn VinhNo ratings yet
- (Hoccokhi - VN) Bai Tap Ve 3d Nang Cao Kho EditDocument32 pages(Hoccokhi - VN) Bai Tap Ve 3d Nang Cao Kho EditNguyễn Văn VinhNo ratings yet
- Tai Lieu Ky Nang MemDocument29 pagesTai Lieu Ky Nang MemOoal Gon20% (5)
- Chuong 5. Truyen Dong Banh RangDocument77 pagesChuong 5. Truyen Dong Banh RangNguyễn Văn VinhNo ratings yet
- QUYỀN PV20163440Document56 pagesQUYỀN PV20163440Nguyễn Văn VinhNo ratings yet
- Cách Kiểm Tra Chiều Răng Thế Nào Để Biết Chiều Sâu Răng Tiến Vào Là Hợp LýDocument1 pageCách Kiểm Tra Chiều Răng Thế Nào Để Biết Chiều Sâu Răng Tiến Vào Là Hợp LýNguyễn Văn VinhNo ratings yet
- Bai Giang CNC - Version 2020Document383 pagesBai Giang CNC - Version 2020Nguyễn Văn VinhNo ratings yet
- Nguyễn Đức Sơn 20163534 đồ án daoDocument36 pagesNguyễn Đức Sơn 20163534 đồ án daoNguyễn Văn VinhNo ratings yet
- Auto LispDocument62 pagesAuto Lispvoanhtu2009No ratings yet
- (123doc) - Phan-Mem-Automation-Studio-5-0Document35 pages(123doc) - Phan-Mem-Automation-Studio-5-0Nguyễn Văn VinhNo ratings yet
- Bao Cáo CNCDocument12 pagesBao Cáo CNCNguyễn Văn VinhNo ratings yet
- (123doc) - Do-An-Thiet-Ke-May-Phay-Hop-Toc-Do-Full-BkhnDocument96 pages(123doc) - Do-An-Thiet-Ke-May-Phay-Hop-Toc-Do-Full-BkhnNguyễn Văn VinhNo ratings yet