You might also like
- PhuBia-WPS-AWS D1.1-8-6-2011Document3 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmack100% (1)
- Australian Woodsmith - May 2022Document78 pagesAustralian Woodsmith - May 2022Antonio PereiraNo ratings yet
- Preliminary Welding Procedure Specification (PWPS) : South Pars Gas Field Development Phase 14Document2 pagesPreliminary Welding Procedure Specification (PWPS) : South Pars Gas Field Development Phase 14Vijaya Barani100% (1)
- WPS BhelDocument2 pagesWPS BhelpradhankruhsnaNo ratings yet
- WPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276Document20 pagesWPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276prod41567% (6)
- Welding Math (And Some Physics)Document4 pagesWelding Math (And Some Physics)wasim_akp9885100% (1)
- QW 482 WPSDocument2 pagesQW 482 WPSsmit patelNo ratings yet
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- PQR Format PDFDocument2 pagesPQR Format PDFHarshit Adwani100% (2)
- New 4 Bearing Screenbox Assembly'sDocument33 pagesNew 4 Bearing Screenbox Assembly'sJorge GalarceNo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- BLDG TechDocument27 pagesBLDG TechJan WickNo ratings yet
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- WPS For A333 ADocument1 pageWPS For A333 ARamzi BEN AHMED100% (1)
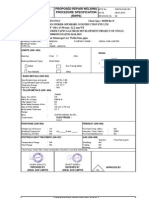
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- WPS SampleDocument6 pagesWPS SampleAshishNo ratings yet
- WPS GF170 As 1554.6Document1 pageWPS GF170 As 1554.6Syed Mahmud Habibur Rahman100% (1)
- WPS & PQR VVSPLDocument3 pagesWPS & PQR VVSPLBhargav BbvsNo ratings yet
- WpsDocument3 pagesWpsPankaj KumarNo ratings yet
- Welding Procedure Specification: Page 1 of 1Document2 pagesWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
- Welding Procedure SpecificationDocument4 pagesWelding Procedure SpecificationBhargav BbvsNo ratings yet
- WPS 7018+70S2Document8 pagesWPS 7018+70S2rajuNo ratings yet
- BS 07668-2016 PDFDocument26 pagesBS 07668-2016 PDFAsheque IqbalNo ratings yet
- Welding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin JasmirDocument3 pagesWelding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin Jasmirshahaljawaie87100% (2)
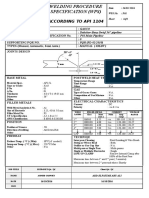
- Welding Procedure Specification (WPS) : According To Api 1104Document1 pageWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocument5 pagesWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- WPS SampleDocument6 pagesWPS SampleAshishNo ratings yet
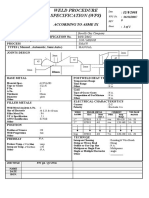
- Weld Procedure Specification (WPS) : According To Asme Ix &Document1 pageWeld Procedure Specification (WPS) : According To Asme Ix &Mina Roger SamyNo ratings yet
- Weld Procedure Specification (WPS) : According To Asme IxDocument1 pageWeld Procedure Specification (WPS) : According To Asme IxMina Roger Samy50% (2)
- Weld Procedure Specification (WPS) : According To Asme Ix &Document1 pageWeld Procedure Specification (WPS) : According To Asme Ix &Mina Roger SamyNo ratings yet
- PQR - Gmaw BCCDocument2 pagesPQR - Gmaw BCCBasel MohammadNo ratings yet
- Welding Procedure Specifications (WPS) : AWS D1.1Document2 pagesWelding Procedure Specifications (WPS) : AWS D1.1BS AhnNo ratings yet
- Welding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeDocument1 pageWelding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeKishan ChauhanNo ratings yet
- PIPING WPS and PQRDocument5 pagesPIPING WPS and PQRshibaprasad0115No ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- WPS NMB 001Document6 pagesWPS NMB 001mohamed nasserNo ratings yet
- PQR Saw ProcessDocument1 pagePQR Saw ProcessARUL ARON JOSENo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Procedure Qualification Record (PQR) : Annex N AWS D1.1/D1.1M:2010Document2 pagesProcedure Qualification Record (PQR) : Annex N AWS D1.1/D1.1M:2010Menad SalahNo ratings yet
- APL HEC: Hearoon Engineering Company Welding Procedure Specification Asme Sec - IxDocument2 pagesAPL HEC: Hearoon Engineering Company Welding Procedure Specification Asme Sec - Ixmc160403810 Usman AliNo ratings yet
- Wps Format Tube Welding Cs With Tig V&s JalashawaDocument3 pagesWps Format Tube Welding Cs With Tig V&s JalashawaVISAKHAPATNAM MALAYALEES WELFARE ASSOCIATIONNo ratings yet
- Preliminary - Welding Procedure Specification (WPS)Document1 pagePreliminary - Welding Procedure Specification (WPS)Rudi DaNo ratings yet
- 011 WPS ASME TOP F 2022 - Rev.0Document8 pages011 WPS ASME TOP F 2022 - Rev.0megantara maromNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Astm 537 CL.1 WPSDocument2 pagesAstm 537 CL.1 WPSaudiihussain67% (3)
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Aic Asf PQR 0122Document2 pagesAic Asf PQR 0122AHMED MEDANYNo ratings yet
- 07.3 111 FW ML PF WPS 20mm EngDocument1 page07.3 111 FW ML PF WPS 20mm EngViktorNo ratings yet
- PQR FLow LineDocument2 pagesPQR FLow Linesar sarNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- 07.4 111 FW ML PF WPS 20mm ENGDocument1 page07.4 111 FW ML PF WPS 20mm ENGViktorNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- PQR 3G Fcaw SF71Document3 pagesPQR 3G Fcaw SF71long phamNo ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- SS WPSDocument1 pageSS WPSMOHAMEDABBASNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- Welding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeDocument2 pagesWelding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeNuwan RanaweeraNo ratings yet
- FMAWDocument1 pageFMAWalexis garciaNo ratings yet
- Lecture 10 - Bulk Forming - Reduction & ExtrusionDocument29 pagesLecture 10 - Bulk Forming - Reduction & ExtrusionSebastian OrdoñezNo ratings yet
- B31.3, Process Piping 1Document1 pageB31.3, Process Piping 1Jason FlowersNo ratings yet
- Terminal EsDocument54 pagesTerminal EsnuargaNo ratings yet
- Indian Standard: Mild Steel Wire For General Engineering PurposesDocument7 pagesIndian Standard: Mild Steel Wire For General Engineering PurposesDevendrasinh PadhiyarNo ratings yet
- Met 03 Weldability - Welding of C-MN, LA Steels - CIDocument24 pagesMet 03 Weldability - Welding of C-MN, LA Steels - CIRaghu vamshiNo ratings yet
- P42 Technical Sheet: Standard VersionDocument3 pagesP42 Technical Sheet: Standard VersionMoncef RedNo ratings yet
- Walworth ValveDocument7 pagesWalworth ValveManuel MaciasNo ratings yet
- FH18 35(21)英文说明书Document16 pagesFH18 35(21)英文说明书ADM MTCNo ratings yet
- Umeguard HS 6174 20100430RDocument2 pagesUmeguard HS 6174 20100430Rrhannie garciaNo ratings yet
- Calendering Machine in Textile IndustriesDocument8 pagesCalendering Machine in Textile IndustriesShagun SinhaNo ratings yet
- EB Range Door HandlesDocument42 pagesEB Range Door HandlesOwenNo ratings yet
- IPCO IP Sulphur Processing and Handling 08 2019 v1.1 LO-RESDocument20 pagesIPCO IP Sulphur Processing and Handling 08 2019 v1.1 LO-RESyamen-691904No ratings yet
- Alumex ProfileDocument18 pagesAlumex Profilewww.mahaduraga66No ratings yet
- THOMAS & BETTS Cable Tray CatalogueDocument24 pagesTHOMAS & BETTS Cable Tray CataloguemadhivananspNo ratings yet
- Saint Gobainseals Omniseal Ses Handbook EuDocument60 pagesSaint Gobainseals Omniseal Ses Handbook EuMuhamed RafficNo ratings yet
- Perforated Expanded Catalog NewDocument16 pagesPerforated Expanded Catalog NewAhmed LepdaNo ratings yet
- Welded Pipe Products Catalogue: Sr. No. Item UNS Grade Specification OD in WT MM Length M Remark Jco/Roll FFX Jco/RollDocument1 pageWelded Pipe Products Catalogue: Sr. No. Item UNS Grade Specification OD in WT MM Length M Remark Jco/Roll FFX Jco/RolldinilNo ratings yet
- Mec205 Manufacturing TechnologyDocument6 pagesMec205 Manufacturing TechnologyDeedar SinghNo ratings yet
- A 727 - A 727M - 02 Qtcyny9bnzi3tqDocument4 pagesA 727 - A 727M - 02 Qtcyny9bnzi3tqalucard375No ratings yet
- Edukasyong Pantahanan at Pangkabuhayan 6 Industrial Arts: Ikaapat Na MarkahanDocument12 pagesEdukasyong Pantahanan at Pangkabuhayan 6 Industrial Arts: Ikaapat Na MarkahanCorazon Diong Sugabo-TaculodNo ratings yet
- A Technical Guide To Taper-Lok Sealing Technology: Assembly FeaturesDocument2 pagesA Technical Guide To Taper-Lok Sealing Technology: Assembly FeaturesDebelmeNo ratings yet
- Aips01-02-006 Installation of Lockbolts Pull TypeDocument9 pagesAips01-02-006 Installation of Lockbolts Pull TypeAlberto Biedma FernándezNo ratings yet
- 004 GHB Oxy-Fuel Cutting TechniquesDocument191 pages004 GHB Oxy-Fuel Cutting TechniquesMilan DurcovicNo ratings yet