You might also like
- Lifting Equipment RegisterDocument6 pagesLifting Equipment RegisterJosiahNo ratings yet
- Types of FlangesDocument4 pagesTypes of FlangesShacha TechnoforgeNo ratings yet
- Captiva 2013 Systema Electric 3.0Document13 pagesCaptiva 2013 Systema Electric 3.0carlos martinez50% (2)
- SOP For Pneumatic Testing.Document2 pagesSOP For Pneumatic Testing.Ernst_SNo ratings yet
- Radiation Safety Distance DiagramDocument3 pagesRadiation Safety Distance DiagramEswaranNo ratings yet
- Ansi-Ashrae-Ies 90.1-2013 PDFDocument118 pagesAnsi-Ashrae-Ies 90.1-2013 PDFChotiwan Rattanasatien100% (1)
- Abaqus 6.12: Abaqus Example Problems ManualDocument606 pagesAbaqus 6.12: Abaqus Example Problems ManualThiago GomesNo ratings yet
- Painting ReportDocument2 pagesPainting ReportgstketutNo ratings yet
- OT Permit For TopoyoDocument1 pageOT Permit For TopoyoekkyagungNo ratings yet
- 01.hse Instruction - Shop FloorDocument3 pages01.hse Instruction - Shop Floormuthuswamy77No ratings yet
- Surface PreparationDocument8 pagesSurface PreparationimyparkarNo ratings yet
- ITP ProceduresDocument12 pagesITP Proceduresmohd as shahiddin jafriNo ratings yet
- AISC Paint Inspection LOG (Use This One)Document2 pagesAISC Paint Inspection LOG (Use This One)Richard100% (1)
- Surface CoatingDocument18 pagesSurface Coatingaaftab ahmed100% (1)
- PTW Associated Certificates KEC - Final v3-MECHANICALDocument3 pagesPTW Associated Certificates KEC - Final v3-MECHANICALXiang JintaoNo ratings yet
- Mechanical Isolation Methods and ProceduresDocument13 pagesMechanical Isolation Methods and ProceduresHse RiyazNo ratings yet
- Ptw-Kec - Final v3 - SparkDocument1 pagePtw-Kec - Final v3 - SparkXiang JintaoNo ratings yet
- ANSI-SMACNA 2006 HvacDuctStandardsDocument64 pagesANSI-SMACNA 2006 HvacDuctStandardsErica MorrisonNo ratings yet
- Paint Technical Specification PDFDocument3 pagesPaint Technical Specification PDFMoon SzDarkness100% (1)
- Confined Space: An Overview of OSHA Standards and Confined Space HazardsDocument35 pagesConfined Space: An Overview of OSHA Standards and Confined Space HazardsIssac BennyNo ratings yet
- Standard For Blasting ISO 8501 1Document2 pagesStandard For Blasting ISO 8501 1Roberto Silva100% (3)
- QA/QC Engineer CVDocument6 pagesQA/QC Engineer CVAjin SNo ratings yet
- Tullow Safety Rule 3 Working at Height ChecklistDocument2 pagesTullow Safety Rule 3 Working at Height ChecklistWanwaniouan Pomme100% (1)
- Neral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFDocument26 pagesNeral Policy - Qualified Welding Procedure Specifications (QWPS) PROCESSPIPING PDFcarlosNo ratings yet
- 01 COMPLETION REPORT FOR HEAT EXCHANGER (Oct)Document14 pages01 COMPLETION REPORT FOR HEAT EXCHANGER (Oct)Mohd KhaidirNo ratings yet
- "Red" High (1) "Yellow" Medium (2) "Green" Low (3) : IllnessDocument2 pages"Red" High (1) "Yellow" Medium (2) "Green" Low (3) : IllnessBarb O'NeillNo ratings yet
- Akhtamov A.A. - Destination C1-C2, Test CollectionDocument37 pagesAkhtamov A.A. - Destination C1-C2, Test CollectionNguyen NhiNo ratings yet
- Circuit Breaker GTSDocument31 pagesCircuit Breaker GTScpandey01_688066930No ratings yet
- 4-Day Hands-On Python ProgrammingDocument3 pages4-Day Hands-On Python ProgrammingÃmåñûēl DïrïbãNo ratings yet
- Guide To: Pressure Testing SafetyDocument23 pagesGuide To: Pressure Testing SafetyBest Best AmornrattanapongNo ratings yet
- Crane 3612 LoadChartDocument6 pagesCrane 3612 LoadChartZura RamliNo ratings yet
- Flange Joint Box-UpDocument1 pageFlange Joint Box-UpJR MohanNo ratings yet
- Codes Standards RegulationsDocument6 pagesCodes Standards RegulationsKoshala Balasuriya100% (3)
- Weld Cleaning MethodsDocument7 pagesWeld Cleaning MethodsTrần Thùy LinhNo ratings yet
- Painting & Inspection FormatDocument1 pagePainting & Inspection FormatABEC Trombay siteNo ratings yet
- API Welding ProcedureDocument2 pagesAPI Welding ProcedureSamarakoon BandaNo ratings yet
- 350 - Tray Installation Manual - EngDocument36 pages350 - Tray Installation Manual - EngRashid MadathilNo ratings yet
- Hydrogen Sulfide ProtocolDocument32 pagesHydrogen Sulfide Protocolmashangh100% (1)
- Why Is "Cold Cutting" Superior To Plasma Cutting?Document9 pagesWhy Is "Cold Cutting" Superior To Plasma Cutting?ahmedNo ratings yet
- McQuay AHUDocument77 pagesMcQuay AHUJustine Morris Arcayna Refuerzo50% (2)
- Human Factor and Reliability Analysis to Prevent Losses in Industrial Processes: An Operational Culture PerspectiveFrom EverandHuman Factor and Reliability Analysis to Prevent Losses in Industrial Processes: An Operational Culture PerspectiveNo ratings yet
- Pressure Tests of Piping SystemsDocument14 pagesPressure Tests of Piping SystemsharishcsharmaNo ratings yet
- Risk Assessment - Hot Water BoilersDocument4 pagesRisk Assessment - Hot Water BoilersUgonnaNo ratings yet
- Checklist For Pressure Testing Safely 2Document2 pagesChecklist For Pressure Testing Safely 2Jonathan CambaNo ratings yet
- Consumable Control FormsDocument5 pagesConsumable Control FormsvsnaiduqcNo ratings yet
- SCP004-MS30-QA-PLN-00002 A01 - ITP Cleaning and GaugingDocument4 pagesSCP004-MS30-QA-PLN-00002 A01 - ITP Cleaning and GaugingAbdulkadir Berk MalkoçNo ratings yet
- HSE PRO 02 F01b Contractor Pre-Qual Questionnaire - 2016-08Document4 pagesHSE PRO 02 F01b Contractor Pre-Qual Questionnaire - 2016-08DKY EDPAPNo ratings yet
- Welding Fires Safety TipsDocument4 pagesWelding Fires Safety TipsNaiduSatyanarayanaNaiduNo ratings yet
- Daily report for Smiths Detection Malaysia upgrading worksDocument2 pagesDaily report for Smiths Detection Malaysia upgrading worksMustaffa HoodMus100% (1)
- Non-Destructive Testing Methods & Applications TableDocument2 pagesNon-Destructive Testing Methods & Applications TableAlzaki Abdullah100% (1)
- ASTM A53 B Carbon Steel Pipes - Allowable PressureDocument8 pagesASTM A53 B Carbon Steel Pipes - Allowable PressureAizat Najib100% (1)
- QATAR Pin Braze pdfr1Document14 pagesQATAR Pin Braze pdfr1Karunanithi NagarajanNo ratings yet
- Blasting &painting Pocedures MTD SOP 15 01Document1 pageBlasting &painting Pocedures MTD SOP 15 01vinothNo ratings yet
- Installing and Operating a Thermal Relief ValveDocument12 pagesInstalling and Operating a Thermal Relief ValveHiren Panchal100% (1)
- Inspection and Test Plan FOR Filter Separator/CoalescerDocument6 pagesInspection and Test Plan FOR Filter Separator/Coalescersumit kumarNo ratings yet
- 1169 BOK Apr-Dec-2017 Final-011117Document9 pages1169 BOK Apr-Dec-2017 Final-011117Unni CyriacNo ratings yet
- Painting ReportDocument29 pagesPainting ReportDimas Afiefan AmirNo ratings yet
- Saudi Aramco Dow Arabia (MFC) Project As Run Data Sheet: Sub-Contractor Welding Inspector DAELIM Welding InspectorDocument1 pageSaudi Aramco Dow Arabia (MFC) Project As Run Data Sheet: Sub-Contractor Welding Inspector DAELIM Welding InspectorSiddiqui Abdul Khaliq100% (1)
- ITP Inspection and Test Plan for Aqaba Screening Project Steel FabricationDocument3 pagesITP Inspection and Test Plan for Aqaba Screening Project Steel FabricationKhaled GamalNo ratings yet
- Anand Engineering Products Private Limited: Before Welding Inspection Check ListDocument1 pageAnand Engineering Products Private Limited: Before Welding Inspection Check ListAnilkumarGopinathanNairNo ratings yet
- Liquid Penetrant Testing Procedure for Non-Destructive TestingDocument9 pagesLiquid Penetrant Testing Procedure for Non-Destructive TestingvsnaiduqcNo ratings yet
- ITR-B (Piping) Witness Joint1Document1 pageITR-B (Piping) Witness Joint1Momo ItachiNo ratings yet
- Material Safety Data Sheet: Poly Cell AdhesiveDocument8 pagesMaterial Safety Data Sheet: Poly Cell AdhesiveMinh BảoNo ratings yet
- Material Certificate Plate 16mmDocument1 pageMaterial Certificate Plate 16mmAdeoyeNo ratings yet
- F-035 (Valve Erection Format)Document1 pageF-035 (Valve Erection Format)Rajeev Kumar100% (1)
- Penguard ZP AO - English (Uk) - Issued.06.12.2007Document3 pagesPenguard ZP AO - English (Uk) - Issued.06.12.2007Mohamed FaragNo ratings yet
- PC-EI-MS-02 Instrument Air Piping & Tubing System InstallationDocument9 pagesPC-EI-MS-02 Instrument Air Piping & Tubing System InstallationMark Anthony AlanoNo ratings yet
- QAF5153 Rev.0 Pre-Mobilization Inspection Checklist - Guidelines - 1Document1 pageQAF5153 Rev.0 Pre-Mobilization Inspection Checklist - Guidelines - 1Mohamed El-SawahNo ratings yet
- Ug PipingDocument1 pageUg PipingVinoth KumarNo ratings yet
- Hydrostatic Test and Pneumatic Test of Piping Systems-Hydrotest Vs Pneumatic Test With PDFDocument15 pagesHydrostatic Test and Pneumatic Test of Piping Systems-Hydrotest Vs Pneumatic Test With PDFYudha Andrie Sasi ZenNo ratings yet
- Abolin Co Guide Metal Surface PreparationDocument26 pagesAbolin Co Guide Metal Surface Preparationvalerica_lupu253No ratings yet
- Engineering Manual: Contents PageDocument32 pagesEngineering Manual: Contents PageLambas TinambunanNo ratings yet
- Checklist For Airhandling Units Area: NO. Trait Status Remarks Pre-Commissioning ChecksDocument39 pagesChecklist For Airhandling Units Area: NO. Trait Status Remarks Pre-Commissioning ChecksAzher ANo ratings yet
- Pressure Drop Calculation - Primary Pump & Secondary PumpDocument6 pagesPressure Drop Calculation - Primary Pump & Secondary PumpAzher ANo ratings yet
- Noise Standards For HVAC Equipment: Curtis Eichelberger and Paul Bauch, Johnson Controls, York, PennsylvaniaDocument3 pagesNoise Standards For HVAC Equipment: Curtis Eichelberger and Paul Bauch, Johnson Controls, York, Pennsylvaniaairsys7projecNo ratings yet
- FischerDocument11 pagesFischerArief AkhbarNo ratings yet
- Surfaces, Standards and Semantics:: Hand-And Power-Tool CleaningDocument14 pagesSurfaces, Standards and Semantics:: Hand-And Power-Tool CleaningJosé SermeñoNo ratings yet
- Triad Bellows - Standard Metal Expansion JointsDocument12 pagesTriad Bellows - Standard Metal Expansion JointsJaveed A. KhanNo ratings yet
- Unreinforcement Bellows Design (EJMA 9th Edition) : Dimensional DetailsDocument1 pageUnreinforcement Bellows Design (EJMA 9th Edition) : Dimensional DetailsAzher ANo ratings yet
- CS S 9PressureTestingSafetyGuidelineRev1 PDFDocument15 pagesCS S 9PressureTestingSafetyGuidelineRev1 PDFTrinath Dash MohiniNo ratings yet
- Anchor Laod CalculationDocument1 pageAnchor Laod CalculationAzher ANo ratings yet
- Expansion Joints: For Heat ExchangerDocument10 pagesExpansion Joints: For Heat ExchangerAzher ANo ratings yet
- Pipe Operating Weight CalculationmDocument1 pagePipe Operating Weight CalculationmAzher ANo ratings yet
- Expansion Joints: For Heat ExchangerDocument10 pagesExpansion Joints: For Heat ExchangerAzher ANo ratings yet
- Vayhan Ahu CatalogueDocument26 pagesVayhan Ahu CatalogueAzher ANo ratings yet
- Expansion Joint Installation Instructions 2017Document2 pagesExpansion Joint Installation Instructions 2017Azher ANo ratings yet
- AHU Casing Characteristics, Design Details For Outdoor Installation and Increased Hygiene RequirementsDocument8 pagesAHU Casing Characteristics, Design Details For Outdoor Installation and Increased Hygiene RequirementsAzher ANo ratings yet
- 60 000 354 Lateral Expansion Joints - LowRes 02Document20 pages60 000 354 Lateral Expansion Joints - LowRes 02Ishu VohraNo ratings yet
- York Ahu CatalogueDocument8 pagesYork Ahu CatalogueAzher ANo ratings yet
- Caryaire Ahu CatalogueDocument11 pagesCaryaire Ahu CatalogueAzher ANo ratings yet
- Hygiene Air Handling Unit BA-HDocument15 pagesHygiene Air Handling Unit BA-HAzher ANo ratings yet
- ForayWSUenergy 2013Document26 pagesForayWSUenergy 2013Einstein JeboneNo ratings yet
- Challan FormDocument2 pagesChallan FormSingh KaramvirNo ratings yet
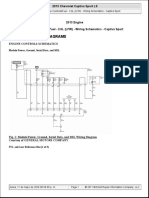
- Engine Parts Location GuideDocument4 pagesEngine Parts Location GuidevarenziaNo ratings yet
- Advanced Long Range Proximity Reader PDFDocument1 pageAdvanced Long Range Proximity Reader PDFPhangkie RecolizadoNo ratings yet
- 3 6 17weekly Homework Sheet Week 23 - 5th Grade - CcssDocument3 pages3 6 17weekly Homework Sheet Week 23 - 5th Grade - Ccssapi-328344919No ratings yet
- Unit 3 Nis 22620Document6 pagesUnit 3 Nis 22620Komal JadhavNo ratings yet
- ASM Product Opportunity Spreadsheet2Document48 pagesASM Product Opportunity Spreadsheet2Yash SNo ratings yet
- Gen Math Module 6 Solving Exponential Equation and Inequalities - 112920 PDFDocument18 pagesGen Math Module 6 Solving Exponential Equation and Inequalities - 112920 PDFMGrace P. VergaraNo ratings yet
- Power Transformer Fundamentals: CourseDocument5 pagesPower Transformer Fundamentals: CoursemhNo ratings yet
- Cooler Catalogue PDFDocument12 pagesCooler Catalogue PDFCărunta-Crista CristinaNo ratings yet
- Electroencephalography (EEG) : Dr. Altaf Qadir KhanDocument65 pagesElectroencephalography (EEG) : Dr. Altaf Qadir KhanAalia RanaNo ratings yet
- Creative Commons Attribution-Noncommercial-Share Alike 3.0 LicenseDocument4 pagesCreative Commons Attribution-Noncommercial-Share Alike 3.0 LicenseAnindito W WicaksonoNo ratings yet
- UID Module Wise TopicsDocument3 pagesUID Module Wise TopicsPavan KumarNo ratings yet
- Identifying The Orders of AR and MA Terms in An ARIMA ModelDocument11 pagesIdentifying The Orders of AR and MA Terms in An ARIMA ModelNeha GillNo ratings yet
- Executive CommitteeDocument7 pagesExecutive CommitteeMansur ShaikhNo ratings yet
- Cover Letter and Resume for Electrical Engineer PositionDocument4 pagesCover Letter and Resume for Electrical Engineer Positiongrabani77No ratings yet
- GE Café™ "This Is Really Big" RebateDocument2 pagesGE Café™ "This Is Really Big" RebateKitchens of ColoradoNo ratings yet
- Well Plan Release NotesDocument28 pagesWell Plan Release Notesahmed_497959294No ratings yet
- Welder Training in SMAW, GTAW & GMAW Welding Engineering & NDT Consultancy Welding Engineering Related TrainingDocument4 pagesWelder Training in SMAW, GTAW & GMAW Welding Engineering & NDT Consultancy Welding Engineering Related TrainingKavin PrakashNo ratings yet
- Prelims Module On Forensic 1Document17 pagesPrelims Module On Forensic 1Vanessa CorpuzNo ratings yet
- IEU - BBA - Final Project - Business Plan - Guidelines and Requirements - v02.07Document11 pagesIEU - BBA - Final Project - Business Plan - Guidelines and Requirements - v02.07Jorge Eduardo Ortega PalaciosNo ratings yet
- GE 5 Purposive Communication Course OverviewDocument10 pagesGE 5 Purposive Communication Course OverviewHarold LuceroNo ratings yet
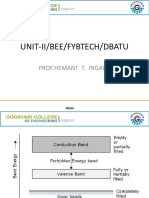
- Bee Unit-IiDocument98 pagesBee Unit-IiHemant Ingale100% (1)
- 4 1 Separation of VariablesDocument9 pages4 1 Separation of Variablesapi-299265916No ratings yet
- User Manual: Smart Alarm System & AppDocument41 pagesUser Manual: Smart Alarm System & AppEduardo Jose Fernandez PedrozaNo ratings yet
- The Practice of Medicinal Chemistry, 4th EditionDocument2 pagesThe Practice of Medicinal Chemistry, 4th Editionlibrary25400% (1)