You might also like
- A32vii Class Manual Rev 02242009 2Document158 pagesA32vii Class Manual Rev 02242009 2Nova Tek100% (2)
- HL510-HL 560 Technical ManualDocument61 pagesHL510-HL 560 Technical ManualAJAYKUMAR PUND83% (6)
- TM 43-0104 InsertadoresDocument182 pagesTM 43-0104 InsertadoresJuan Carlos Romero SusunagaNo ratings yet
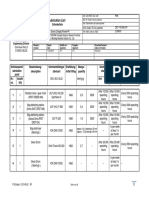
- S/N Description of Operation Oper'n Insp. Move Delay Storage Dist. Moved Time Req'd Equipment/Tooling UsedDocument6 pagesS/N Description of Operation Oper'n Insp. Move Delay Storage Dist. Moved Time Req'd Equipment/Tooling UsedBrian KaweesaNo ratings yet
- Process Plan: Taper Bearing Mild Steel Nut 03 6hrs TurningDocument2 pagesProcess Plan: Taper Bearing Mild Steel Nut 03 6hrs TurninghudarusliNo ratings yet
- 529 G TungBoreMiniDocument20 pages529 G TungBoreMiniSven TackNo ratings yet
- Bored Piling - Construction AspectsDocument6 pagesBored Piling - Construction AspectsBogdanBNo ratings yet
- Bored PilingDocument7 pagesBored PilingEng Ly HengNo ratings yet
- Time Study of Gate Valve Body 24X150 1setupDocument4 pagesTime Study of Gate Valve Body 24X150 1setupdada kolekarNo ratings yet
- Kadant MikeSoucy 032018 110Document53 pagesKadant MikeSoucy 032018 110Reinaldo RamirezNo ratings yet
- Component Data - Processing CostDocument1 pageComponent Data - Processing CostZarana BhattNo ratings yet
- On BearingsDocument18 pagesOn BearingsSourabhNo ratings yet
- TaperDocument8 pagesTapervishnu vishnu G.T.No ratings yet
- Rotor Process PlannerDocument2 pagesRotor Process Plannerapi-538048965No ratings yet
- Bored Piling: Pre-Drilling - Site InvestigationDocument6 pagesBored Piling: Pre-Drilling - Site InvestigationJANNER SARAGIHNo ratings yet
- Production ch5Document15 pagesProduction ch5M samirNo ratings yet
- Piling Works ProductivityDocument6 pagesPiling Works Productivityjucar fernandez100% (2)
- 3.1training - Manual - TBN Steam Path (Rotor)Document16 pages3.1training - Manual - TBN Steam Path (Rotor)Tung Nguyen100% (1)
- Plot 214-0545 - Commercial and Offices Building Cost EstimationDocument16 pagesPlot 214-0545 - Commercial and Offices Building Cost Estimationbejay bermudezNo ratings yet
- I-Tork PDS CatalogDocument12 pagesI-Tork PDS CatalogAnisVisuNo ratings yet
- Turbine Blade MachiningDocument8 pagesTurbine Blade MachiningZeeshan HameedNo ratings yet
- Z-619 Sinoma Chengdu - Lubrication ListDocument6 pagesZ-619 Sinoma Chengdu - Lubrication ListNazar KhanNo ratings yet
- Ball-Cement-Mill-Monitoring-Inspection-Evaluation PerformanceDocument7 pagesBall-Cement-Mill-Monitoring-Inspection-Evaluation PerformanceMin MCLNo ratings yet
- Rosalijos, Reyman M. Bet-Mt2 Assignment #5Document6 pagesRosalijos, Reyman M. Bet-Mt2 Assignment #5reyman rosalijosNo ratings yet
- SOP Start-Up Turbine 5 PDFDocument15 pagesSOP Start-Up Turbine 5 PDFyuliantoNo ratings yet
- Empirical ValuesDocument13 pagesEmpirical ValuesEng. Mahmoud Al shafeyNo ratings yet
- Frame Process PlannerDocument5 pagesFrame Process Plannerapi-538048965No ratings yet
- HighFeed Brochure - US - Correction PDFDocument48 pagesHighFeed Brochure - US - Correction PDFSusan RooneyNo ratings yet
- Patrol Inspection Report Check List UpdatedDocument2 pagesPatrol Inspection Report Check List Updatedanbusaravanan4No ratings yet
- Bored Piling: Products Design Pricing Production Rates New Features Contact Us CapabilitiesDocument7 pagesBored Piling: Products Design Pricing Production Rates New Features Contact Us CapabilitiesG-SamNo ratings yet
- FL HighfeedDocument48 pagesFL Highfeedbob smithNo ratings yet
- JAC 2.8L Series Diesel EngineDocument14 pagesJAC 2.8L Series Diesel EnginevadimNo ratings yet
- Pm-Clinic Data Sheet Wd900-3 Base Information: Customer Name LocationDocument3 pagesPm-Clinic Data Sheet Wd900-3 Base Information: Customer Name LocationJuan Pablo Muñante Palacin100% (1)
- Report Generation: Gajendhiran.V M.E-Cad/CamDocument6 pagesReport Generation: Gajendhiran.V M.E-Cad/CamGajendhar KVK100% (1)
- Data SheetDocument24 pagesData Sheetbashok20No ratings yet
- Hood of Converters Wear Resistant CoatingDocument11 pagesHood of Converters Wear Resistant CoatingAlessandro sergio de souzaNo ratings yet
- Add Work RappDocument4 pagesAdd Work Rappsumantri NCNo ratings yet
- Casefbwrg JKDocument29 pagesCasefbwrg JKSmileNo ratings yet
- Tugas Si SadeDocument25 pagesTugas Si SadeNabil SatriaNo ratings yet
- Página Inicial - MITCalc - CompletaDocument8 pagesPágina Inicial - MITCalc - CompletaDomingos AzevedoNo ratings yet
- HE Pressure DropDocument43 pagesHE Pressure DropNitin KurupNo ratings yet
- Grinding Process BoreDocument22 pagesGrinding Process Boremaulikgadara50% (2)
- Daily Report 23 Februari 2024Document2 pagesDaily Report 23 Februari 2024stefanustobing0907No ratings yet
- Analysis: cHN/poc/rrippins/c-42t EventDocument3 pagesAnalysis: cHN/poc/rrippins/c-42t EventSE ESTNo ratings yet
- Shut Down Job Schedule Jan 2023Document1 pageShut Down Job Schedule Jan 2023CaripahNo ratings yet
- Ipvp 6-80 101 Voith PumpDocument24 pagesIpvp 6-80 101 Voith Pumppapinaidu2No ratings yet
- Transient Stability Example 1: ObjectivesDocument2 pagesTransient Stability Example 1: Objectivesashraf-84No ratings yet
- 7 Step PfmeaDocument132 pages7 Step PfmeaRajdeep SikdarNo ratings yet
- Mould Check List / Trial Record: FG Control Tube FG H-TopDocument8 pagesMould Check List / Trial Record: FG Control Tube FG H-ToprajeshNo ratings yet
- FMEA - Review - List - 916 PBDocument5 pagesFMEA - Review - List - 916 PBajeyan879No ratings yet
- Esls ErieDocument16 pagesEsls ErieHavanhuy HaNo ratings yet
- IPC Medium-Pressure Internal Gear Pumps: Technical Data SheetDocument20 pagesIPC Medium-Pressure Internal Gear Pumps: Technical Data SheetNutrición SaludableNo ratings yet
- Speeds & Feeds WorksheetDocument46 pagesSpeeds & Feeds WorksheetEnmanuel Roa BeltreNo ratings yet
- MT1-A22 Workpiece-L5 Mod18 - CNC Lathe Process SheetDocument2 pagesMT1-A22 Workpiece-L5 Mod18 - CNC Lathe Process SheetniroNo ratings yet
- VT IPV 21 BDI 90116 enDocument20 pagesVT IPV 21 BDI 90116 enEraldo MendesNo ratings yet
- Project:-Jigjiga-Gelelsh-Deghamedo - Segeg Road ProjectDocument10 pagesProject:-Jigjiga-Gelelsh-Deghamedo - Segeg Road ProjecttsegayNo ratings yet
- Samsung FH052EAMTDocument55 pagesSamsung FH052EAMTPaul Lucian VentelNo ratings yet
- Appendix A - Factory Specifications PDFDocument40 pagesAppendix A - Factory Specifications PDFRobert RooseNo ratings yet
- Chapter-5: MachiningDocument32 pagesChapter-5: Machiningbhushan wandre0% (1)
- Clementine 1-2Document12 pagesClementine 1-2Brian KaweesaNo ratings yet
- Tinker CadDocument6 pagesTinker CadBrian KaweesaNo ratings yet
- Computer Aided ModellingDocument11 pagesComputer Aided ModellingBrian KaweesaNo ratings yet
- Statement of Requirements For Seat ManufacturingDocument10 pagesStatement of Requirements For Seat ManufacturingBrian KaweesaNo ratings yet
- Router Table BasicsDocument7 pagesRouter Table BasicskelvinchanNo ratings yet
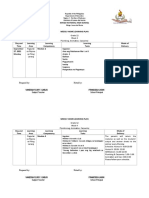
- Division of Lanao Del Norte: Republic of The Philippines Department of Education Region X - Northern MindanaoDocument3 pagesDivision of Lanao Del Norte: Republic of The Philippines Department of Education Region X - Northern MindanaoVaness Flor Cabug PuyatNo ratings yet
- WS21938 Gentlemans-Dresser PDFDocument15 pagesWS21938 Gentlemans-Dresser PDFMarianoNo ratings yet
- Timbers Lesson 2Document18 pagesTimbers Lesson 2bright possibleNo ratings yet
- Hercus 260 Lathe Maintenance ManualDocument24 pagesHercus 260 Lathe Maintenance ManualNewNo ratings yet
- 03 - DRDC Interior - Schedule of QtyDocument31 pages03 - DRDC Interior - Schedule of QtyAnonymous 1uGSx8bNo ratings yet
- HerramientasDocument2 pagesHerramientasJose FavaNo ratings yet
- Soal BHS Inggris PTS 1 Kelas 2Document3 pagesSoal BHS Inggris PTS 1 Kelas 2Ratih MaryuNo ratings yet
- Self Learning Kit W 11Document13 pagesSelf Learning Kit W 11Christian GandezaNo ratings yet
- DC Mar07 HaleDocument2 pagesDC Mar07 HaleTural EmirliNo ratings yet
- Es1003 Lathe Drawtube SpecificationsDocument7 pagesEs1003 Lathe Drawtube SpecificationsEMS Metalworking MachineryNo ratings yet
- Acc-102 ProjectDocument4 pagesAcc-102 Projectapi-548202574No ratings yet
- Movento Ep Dok Bus $sus $aof $v6Document40 pagesMovento Ep Dok Bus $sus $aof $v6Patrice AudetNo ratings yet
- Journal 129Document310 pagesJournal 129Himanshu MahatoNo ratings yet
- Foldable Puzzle Mat Game MatDocument36 pagesFoldable Puzzle Mat Game MatAaronNo ratings yet
- Workshop PolytechnicDocument5 pagesWorkshop PolytechnicAneesh Kumar0% (1)
- InternDocument5 pagesInternChushith NagandlaNo ratings yet
- Allowable Comppressive Strength Off Philippine WoodDocument7 pagesAllowable Comppressive Strength Off Philippine WoodAngelica Anne SoquitosoNo ratings yet
- Actividad 4 U1 Mora TorresDocument4 pagesActividad 4 U1 Mora TorresKarla MoraNo ratings yet
- Practical Building GuideDocument14 pagesPractical Building GuidestatecircusNo ratings yet
- Wood - Magazine - 259 - Mar 2019Document92 pagesWood - Magazine - 259 - Mar 2019Adam Niddrie100% (1)
- IPE-4102-Data SheetDocument10 pagesIPE-4102-Data SheetNazifa AnzumNo ratings yet
- 5framenuc CoatesDocument2 pages5framenuc CoatesPaul BrowningNo ratings yet
- Section-8 Carpentry, Joinery & IronmongeryDocument10 pagesSection-8 Carpentry, Joinery & Ironmongeryery achjariNo ratings yet
- Vibration Engineering 003Document9 pagesVibration Engineering 003Niño Gerard JabagatNo ratings yet
- Official Quotation: Picture Goods Description Accessories FOB Qingdao Port Price (USD)Document7 pagesOfficial Quotation: Picture Goods Description Accessories FOB Qingdao Port Price (USD)Hugh O'Brien GwazeNo ratings yet
- Peikko Terajoint and Teradowel InstallationDocument47 pagesPeikko Terajoint and Teradowel InstallationGilbert Escolano AnchetaNo ratings yet
- Manual - Operation GSB 10 REDocument15 pagesManual - Operation GSB 10 REajannifarNo ratings yet
- Exercise No 4Document3 pagesExercise No 4Rence Cliff John RosalNo ratings yet