You might also like
- Project By, Baby Sowdeswari.R M.Benazir Begam S.Birundha M.Brundha R.DesaghanaviDocument46 pagesProject By, Baby Sowdeswari.R M.Benazir Begam S.Birundha M.Brundha R.DesaghanaviEazhil RajNo ratings yet
- Bolt Calcuations Acc To EurocodesDocument10 pagesBolt Calcuations Acc To EurocodesMariusz MilewskiNo ratings yet
- BS4466 Bends and ShapesDocument3 pagesBS4466 Bends and ShapesSaiMinMin100% (1)
- Principles of Well Logging and Formation Evaluation-M.M.BadawyDocument48 pagesPrinciples of Well Logging and Formation Evaluation-M.M.BadawyWSG SARIRNo ratings yet
- MIKE21BW Step by Step GuideDocument120 pagesMIKE21BW Step by Step GuidetaufiqsuhartoNo ratings yet
- Introduction To Quiz: Wind Data Analysis - Solution MatlabDocument4 pagesIntroduction To Quiz: Wind Data Analysis - Solution MatlabPedro Galvani100% (1)
- Void Nucleation and Cracking at Grain BoundariesDocument12 pagesVoid Nucleation and Cracking at Grain BoundariesRaul MamaniNo ratings yet
- Liquid Phase Sintering: Shantanu K BeheraDocument29 pagesLiquid Phase Sintering: Shantanu K Beheravishal jaiswalNo ratings yet
- Solid State Sintering: Shantanu K BeheraDocument42 pagesSolid State Sintering: Shantanu K Beheravishal jaiswalNo ratings yet
- Numerical Study of Entropy Generation With Magnetohydrodynamics On Natural Convection in A Porous Medium Using Lattice BDocument15 pagesNumerical Study of Entropy Generation With Magnetohydrodynamics On Natural Convection in A Porous Medium Using Lattice Bxinofi9670No ratings yet
- Hornbogen 1976Document12 pagesHornbogen 1976uristerinNo ratings yet
- Korobko 2017Document9 pagesKorobko 2017Oleksii BalitskyiNo ratings yet
- Three-Dimensional Double-Diffusive Convection and Macrosegregation During Non-Equilibrium Solidification of Binary MixturesDocument20 pagesThree-Dimensional Double-Diffusive Convection and Macrosegregation During Non-Equilibrium Solidification of Binary MixturesDeepak Kumar SinghNo ratings yet
- Non-Darcy Natural Convection in High Porosity Metal Foams: M.S. Phanikumar, R.L. MahajanDocument13 pagesNon-Darcy Natural Convection in High Porosity Metal Foams: M.S. Phanikumar, R.L. MahajanBartNo ratings yet
- Laminar Natural Convection in A Square Cavity With 3D Random Roughness Elements Considering The Compressibility of The FluidDocument13 pagesLaminar Natural Convection in A Square Cavity With 3D Random Roughness Elements Considering The Compressibility of The FluidAntar AbdalaNo ratings yet
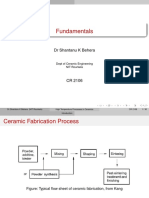
- Fundamentals: DR Shantanu K BeheraDocument30 pagesFundamentals: DR Shantanu K Beheravishal jaiswalNo ratings yet
- Allal 2007Document6 pagesAllal 2007Manel KOUBAANo ratings yet
- Book1 PDFDocument18 pagesBook1 PDFDr . Sudipto BanerjeeNo ratings yet
- Launch Vehicle - HeatFlux - ASET2012 - VSSC - TrivandrumDocument5 pagesLaunch Vehicle - HeatFlux - ASET2012 - VSSC - Trivandrumअभिषेक जैनNo ratings yet
- Gulder Correlation PDFDocument22 pagesGulder Correlation PDFWesley CalebNo ratings yet
- Sarkar2019 Article AnInterpretationOfTheInfluenceDocument24 pagesSarkar2019 Article AnInterpretationOfTheInfluenceDebdeep SarkarNo ratings yet
- Effects of Slip and Thermophoresis On Unsteady Flow and Heat Transfer of (MHD) Bioconvection of Nanofluids Over A Stretching SheetDocument9 pagesEffects of Slip and Thermophoresis On Unsteady Flow and Heat Transfer of (MHD) Bioconvection of Nanofluids Over A Stretching SheetInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Ferguson-Ramulu2020 Article SurfaceTrackingOfDiffusionBondDocument15 pagesFerguson-Ramulu2020 Article SurfaceTrackingOfDiffusionBondMALA Pavan karthikNo ratings yet
- Temperature Profile of An Elliptic Bore Journal Bearing: P.C. Mishra, R.K. Pandey, K. AthreDocument6 pagesTemperature Profile of An Elliptic Bore Journal Bearing: P.C. Mishra, R.K. Pandey, K. AthreAhmed KramdiNo ratings yet
- Effect of Consolidation On The Behaviour of Excavations in Fine Grained SoilsDocument6 pagesEffect of Consolidation On The Behaviour of Excavations in Fine Grained SoilsM TaufikNo ratings yet
- Experimental and Discrete Element Modeling Studies of The Trapdoor Problem Influence of The Macro-Mechanical Frictional ParametersDocument25 pagesExperimental and Discrete Element Modeling Studies of The Trapdoor Problem Influence of The Macro-Mechanical Frictional Parameters云城择栖No ratings yet
- Benard 1986Document13 pagesBenard 1986Manu K VasudevanNo ratings yet
- A Study of Wellbore Stability in Shales Including Poroelastic, Chemical, and Thermal EffectsDocument11 pagesA Study of Wellbore Stability in Shales Including Poroelastic, Chemical, and Thermal EffectsabrahamauduNo ratings yet
- (2010) - Acta - Materialia-Thermodynamic and Experimental Study On Phase Stability in Nanocrystalline AlloysDocument12 pages(2010) - Acta - Materialia-Thermodynamic and Experimental Study On Phase Stability in Nanocrystalline AlloysXiaobing HuangNo ratings yet
- Spitsyn 1981Document8 pagesSpitsyn 1981shawn mNo ratings yet
- Dixit Babu LBM CavityDocument13 pagesDixit Babu LBM CavityJose Luis Rodriguez AmadoNo ratings yet
- A.N. Huang - 2021 - Powder Technology - DEM-study-segregation-rotating-drumDocument11 pagesA.N. Huang - 2021 - Powder Technology - DEM-study-segregation-rotating-drumSoumendu HazraNo ratings yet
- 4eme ArticleDocument11 pages4eme ArticleAbdelhak RoubiNo ratings yet
- ChEnggSc FullPaperDocument12 pagesChEnggSc FullPaperAnindita BhattacharyyaNo ratings yet
- Seminar Summary: Title Lecturer Date/Place Organizer Confirmation of Attendance Contents Summary Hot ForgingDocument4 pagesSeminar Summary: Title Lecturer Date/Place Organizer Confirmation of Attendance Contents Summary Hot Forgingwandee2393No ratings yet
- Pramanik2014 PDFDocument16 pagesPramanik2014 PDFAlex FrogNo ratings yet
- Fluid Flow Packed Columns Fluidized: ThroughDocument6 pagesFluid Flow Packed Columns Fluidized: ThroughSaad NadeemNo ratings yet
- Kaymak PaperDocument7 pagesKaymak PaperLokesh BiddikaNo ratings yet
- Nonlinear Characteristics of Poisson's Ratio of Silty Clay Under Low Amplitude StrainDocument10 pagesNonlinear Characteristics of Poisson's Ratio of Silty Clay Under Low Amplitude StrainYutang ChenNo ratings yet
- Friction Coe Cient in Hot Compression of Cylindrical Sample: Yunping Li, Emi Onodera and Akihiko ChibaDocument6 pagesFriction Coe Cient in Hot Compression of Cylindrical Sample: Yunping Li, Emi Onodera and Akihiko ChibaKaren OrtegaNo ratings yet
- Theory PDFDocument1 pageTheory PDFBenpetro ChaichuaNo ratings yet
- Chemical Engineering Journal: SciencedirectDocument15 pagesChemical Engineering Journal: SciencedirectrajuvadlakondaNo ratings yet
- 10 Surface Stress Effect On The Postbuckling and Free Vibration of Axisymmetric Circular Mindlin NanoplatesDocument15 pages10 Surface Stress Effect On The Postbuckling and Free Vibration of Axisymmetric Circular Mindlin NanoplatesBoonme ChinnaboonNo ratings yet
- Engineering Science and Technology, An International JournalDocument12 pagesEngineering Science and Technology, An International JournalSamir GhoualiNo ratings yet
- Effect of γ-Al2O3/Water Nanofluid on the Thermal Performance of Shell and Coil Heat Exchanger with Different Coil TorsionsDocument12 pagesEffect of γ-Al2O3/Water Nanofluid on the Thermal Performance of Shell and Coil Heat Exchanger with Different Coil TorsionsIrIFM IUSTNo ratings yet
- Journal: Two-Step Sintering of Ceramics With Constant Grain-Size, I. Y ODocument7 pagesJournal: Two-Step Sintering of Ceramics With Constant Grain-Size, I. Y Oapi-3811010100% (1)
- Val Bingham TopDocument25 pagesVal Bingham Topkada hanafiNo ratings yet
- Temperature Jump Coefficient For Superhydrophobic Surfaces (Wang and NG ASME)Document6 pagesTemperature Jump Coefficient For Superhydrophobic Surfaces (Wang and NG ASME)beenolandNo ratings yet
- J Icheatmasstransfer 2017 07 023Document9 pagesJ Icheatmasstransfer 2017 07 023Garima MishraNo ratings yet
- International Journal of Heat and Mass Transfer: Kai Yang, Fangjun Hong, Ping ChengDocument12 pagesInternational Journal of Heat and Mass Transfer: Kai Yang, Fangjun Hong, Ping ChengHassan AbdelmoamenNo ratings yet
- Raman WorkDocument20 pagesRaman WorkMuhammad AdnanNo ratings yet
- A Study of Low-Power Density Laser Welding Process With Evolution of Free SurfaceDocument9 pagesA Study of Low-Power Density Laser Welding Process With Evolution of Free Surfacekamal touilebNo ratings yet
- Effect of Some Additions On The Sinterability and Magnetic Properties of Barium HexaferriteDocument10 pagesEffect of Some Additions On The Sinterability and Magnetic Properties of Barium HexaferriteMohammedNo ratings yet
- CFD Analysis of Hydrodynamic Studies of A Bubbling Fluidized BedDocument10 pagesCFD Analysis of Hydrodynamic Studies of A Bubbling Fluidized BedTJPRC PublicationsNo ratings yet
- Computational Materials Science: Rouzbeh Abadi, Raahul Palanivel Uma, Mohammadreza Izadifar, Timon RabczukDocument14 pagesComputational Materials Science: Rouzbeh Abadi, Raahul Palanivel Uma, Mohammadreza Izadifar, Timon RabczukHabiburRahmanNo ratings yet
- ThermoDocument12 pagesThermoPedro Filipe CunhaNo ratings yet
- 1 s2.0 S088677981830110X MainDocument13 pages1 s2.0 S088677981830110X MainsarathNo ratings yet
- Chemical Engineering Science: Swapan Paruya, Jyoti Bhati, Tanusree Ghoshal, Bitan MankarDocument15 pagesChemical Engineering Science: Swapan Paruya, Jyoti Bhati, Tanusree Ghoshal, Bitan MankarJyoti BhatiNo ratings yet
- Roman PLA2017FinalDocument7 pagesRoman PLA2017FinalErico RempelNo ratings yet
- DiffusionDocument23 pagesDiffusionDanica Sphynx BonaNo ratings yet
- IMPORTANTE Hod2008Document6 pagesIMPORTANTE Hod2008Rikardo Pino RiosNo ratings yet
- Hutchinson 2004Document5 pagesHutchinson 2004MD RubelNo ratings yet
- Yang Influence Zone JGGEDocument9 pagesYang Influence Zone JGGEMekonen MagogaNo ratings yet
- Influence of Surface Texture On The Performance ofDocument14 pagesInfluence of Surface Texture On The Performance ofTao YUNo ratings yet
- Advanced Topics in Bending of BeamsDocument6 pagesAdvanced Topics in Bending of Beamsjones100% (1)
- On The Phase Transition: Additional Information On J. Chem. PhysDocument3 pagesOn The Phase Transition: Additional Information On J. Chem. PhysArchana SNo ratings yet
- Uf6 VitonDocument6 pagesUf6 VitonAnderson SiqueiraNo ratings yet
- Offshore Structure Two MarksDocument10 pagesOffshore Structure Two Marksnikhil johnNo ratings yet
- Spe 172359 MSDocument12 pagesSpe 172359 MSamramazon88No ratings yet
- PCS 213 Lab 2Document11 pagesPCS 213 Lab 2Shivang PatelNo ratings yet
- Module No 2 of IEERP of MUMBAI UNIVERSITYDocument69 pagesModule No 2 of IEERP of MUMBAI UNIVERSITYVaibhav Vithoba Naik100% (1)
- Pile Foundation Design: A Student Guide: Chapter 1 Introduction To Pile FoundationsDocument4 pagesPile Foundation Design: A Student Guide: Chapter 1 Introduction To Pile FoundationsFebry ChristoperNo ratings yet
- Simulation of Membrane Gas Separation Process Using Aspen Plus V8.6Document6 pagesSimulation of Membrane Gas Separation Process Using Aspen Plus V8.6bai tap hoa vo coNo ratings yet
- Beta Carotene Extraction MethodDocument9 pagesBeta Carotene Extraction Methodদীপংকর রায় দীপুNo ratings yet
- Chapter 5 Lamina Failure TheoriesDocument15 pagesChapter 5 Lamina Failure TheoriesyousefNo ratings yet
- Application of Similarity Principles and Turbulence Research To Bed-Load Movement - ShieldsDocument47 pagesApplication of Similarity Principles and Turbulence Research To Bed-Load Movement - ShieldsJedd FennerNo ratings yet
- Characterization of Bentonite Clay PDFDocument6 pagesCharacterization of Bentonite Clay PDFHafiz Mudaser AhmadNo ratings yet
- Schill + Seilacher: Solutions - Tailormade - WorldwideDocument3 pagesSchill + Seilacher: Solutions - Tailormade - WorldwideA MahmoodNo ratings yet
- Laboratory Wares Learning Objectives: PrecautionsDocument2 pagesLaboratory Wares Learning Objectives: PrecautionsFikriNo ratings yet
- 6A Practice MT2 F13Document4 pages6A Practice MT2 F13Aileen LiangNo ratings yet
- Color Science - AssignmentsDocument1 pageColor Science - AssignmentsAhad KhanNo ratings yet
- 7 Momentum and ImpulseDocument16 pages7 Momentum and ImpulseJohn Angelo RamosNo ratings yet
- The LNG Industry and Fire Protection Regulations - Fire Protection EngineeringDocument9 pagesThe LNG Industry and Fire Protection Regulations - Fire Protection Engineering4jawwy markme026No ratings yet
- Catalogue Indicateurs A Levier ENDocument14 pagesCatalogue Indicateurs A Levier ENRudolf OppermannNo ratings yet
- 6) BC-6000 Optical System - Service TrainingDocument19 pages6) BC-6000 Optical System - Service TrainingCristian Ruiz Roman Ing. de ServicioNo ratings yet
- Hexacopter ControlDocument9 pagesHexacopter Control陳昱文No ratings yet
- MEMS Based Sensor For Blood Group InvestigationDocument5 pagesMEMS Based Sensor For Blood Group InvestigationsNo ratings yet
- NDT FamilazriationDocument74 pagesNDT FamilazriationDagi GossayeNo ratings yet
- Pneumatic Three Axis Modern TrailerDocument5 pagesPneumatic Three Axis Modern TrailerRajeshNo ratings yet