You might also like
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsFrom EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument22 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument10 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Es 12003Document37 pagesEs 12003turgutNo ratings yet
- 51-42-00 - 2 Chapter ManualDocument18 pages51-42-00 - 2 Chapter ManualRobert KrižanovićNo ratings yet
- WSB M1P78 B1Document6 pagesWSB M1P78 B1JorgeNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument3 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Ford ABS Plating Spec.Document7 pagesFord ABS Plating Spec.Pieter100% (2)
- Engineering Apparatus Instructions: R.C. Niss 2009Document3 pagesEngineering Apparatus Instructions: R.C. Niss 2009rajit kumarNo ratings yet
- Joint Welding Method PHC D600A-100Document2 pagesJoint Welding Method PHC D600A-100sochealaoNo ratings yet
- Dynamic Load Analysis and Optimization of A Fracture-Split Connecting RodDocument11 pagesDynamic Load Analysis and Optimization of A Fracture-Split Connecting RodRahul BadgujarNo ratings yet
- Decorative Electroplating On Steel, Black or Low Gloss Black Interior Parts 1. ScopeDocument4 pagesDecorative Electroplating On Steel, Black or Low Gloss Black Interior Parts 1. ScopeAleks SenaNo ratings yet
- Wss-M2p192-A1 The Fill Pipe SpecDocument8 pagesWss-M2p192-A1 The Fill Pipe Speccer.qualityNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument32 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Engineering Material Specification: Printed Copies Are UncontrolledDocument6 pagesEngineering Material Specification: Printed Copies Are UncontrolledChandrajeet ShelkeNo ratings yet
- Pages From Specification For Structural Steel Building AISC 2005Document2 pagesPages From Specification For Structural Steel Building AISC 2005SamsuNo ratings yet
- GMW 8-2008Document9 pagesGMW 8-2008Clauco Tiago Seno RoqueNo ratings yet
- C S I P Etabs/Sap U: Onnection Tiffness Mplementation Rocedure FOR SersDocument3 pagesC S I P Etabs/Sap U: Onnection Tiffness Mplementation Rocedure FOR Sersalej androNo ratings yet
- Corrosion in The Leading Edge of Main Rotor BladesDocument3 pagesCorrosion in The Leading Edge of Main Rotor Bladesnimo1949No ratings yet
- CNH Spec MAT2010 - Casting Soundness & Surface QualityDocument14 pagesCNH Spec MAT2010 - Casting Soundness & Surface QualityJoe Scopelite100% (2)
- Figure 1 - Front View of The Deck BlockDocument17 pagesFigure 1 - Front View of The Deck BlockAna Paula BittencourtNo ratings yet
- Ur s12 Rev5 pdf1332Document6 pagesUr s12 Rev5 pdf1332Maan MrabetNo ratings yet
- U BOP Manual Rev BDocument32 pagesU BOP Manual Rev BKapil AgarwalNo ratings yet
- Concrete AccessoriesDocument9 pagesConcrete AccessoriesIm ChinithNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument2 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- In USA and Canada Contact:-: Toll Free 1-888-454-2688 or 201-986-1131 Fax: 201-986-7886 WebDocument5 pagesIn USA and Canada Contact:-: Toll Free 1-888-454-2688 or 201-986-1131 Fax: 201-986-7886 WebALEX MURPHYNo ratings yet
- Ford Spot Weld SpecDocument12 pagesFord Spot Weld SpecJonathan Davies0% (1)
- Return To TOC: Dowty Propellers Standard Practices ManualDocument5 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- R&D Update - Design Rules For Forming Aluminum Stampings-Part 1 - The FabricatorDocument5 pagesR&D Update - Design Rules For Forming Aluminum Stampings-Part 1 - The FabricatorSIMONENo ratings yet
- Exercises Chapter 3Document7 pagesExercises Chapter 3Pdijk 007No ratings yet
- Pegado de botaPS5710-SPMDocument7 pagesPegado de botaPS5710-SPMoscarNo ratings yet
- Design Long Hand Flanged Beam PDFDocument66 pagesDesign Long Hand Flanged Beam PDFMauricio Bustamante HuaquipaNo ratings yet
- PS 8956 NDocument7 pagesPS 8956 N林坤緯No ratings yet
- Bearings: Scraping of The Bearing Surfaces Is Strictly ProhibitedDocument46 pagesBearings: Scraping of The Bearing Surfaces Is Strictly ProhibitedKumarNo ratings yet
- Failure Analysis of A Helical GearDocument7 pagesFailure Analysis of A Helical Geartheerapat patkaewNo ratings yet
- Laser in Automotive Metal Presentation TWIDocument9 pagesLaser in Automotive Metal Presentation TWIbalamuruganNo ratings yet
- Chapter M - Design of Fabrication and ErectionDocument5 pagesChapter M - Design of Fabrication and ErectionGirl Who LivedNo ratings yet
- Hes d2003 05 - Galvanoplastia (Para A Corrosão Prevenção, A OxidaçãoDocument14 pagesHes d2003 05 - Galvanoplastia (Para A Corrosão Prevenção, A Oxidaçãohkatzer100% (1)
- 9 Cast Aluminum Alloys - EXEMPLO 20Document7 pages9 Cast Aluminum Alloys - EXEMPLO 20AlexandreinspetorNo ratings yet
- Mech - 3 (MTU)Document5 pagesMech - 3 (MTU)Dr. Aung Ko LattNo ratings yet
- TrobometerDocument4 pagesTrobometerMarckho MpsNo ratings yet
- Volume 2 Section 3 Design BA 36/90: Crack Width Calculated at Lowest in Situ Concrete SurfaceDocument6 pagesVolume 2 Section 3 Design BA 36/90: Crack Width Calculated at Lowest in Situ Concrete SurfacechatxxnoirNo ratings yet
- Design of Welded Connections - AWSDocument43 pagesDesign of Welded Connections - AWSnunosobral100% (1)
- Procedure-Part-A - Structural Works - PDFDocument58 pagesProcedure-Part-A - Structural Works - PDFquiron2014No ratings yet
- PRC 5006 CurrentDocument10 pagesPRC 5006 CurrentHoang TanNo ratings yet
- InTech-Knowledge Based Engineering Supporting Die Face Design of Automotive PanelsDocument19 pagesInTech-Knowledge Based Engineering Supporting Die Face Design of Automotive PanelsSathish KumarNo ratings yet
- Fracture Analysis of Chilled Cast Iron Camshaft: China FoundryDocument5 pagesFracture Analysis of Chilled Cast Iron Camshaft: China FoundryTushar KiranNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument4 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Standard Specification JKR RoadDocument269 pagesStandard Specification JKR Roadwilsonwong7191% (34)
- Fitsi UmDocument1 pageFitsi UmMulugeta AssefaNo ratings yet
- D0107 (2013-N) NES: Characteristic of Car Body Spot WeldsDocument8 pagesD0107 (2013-N) NES: Characteristic of Car Body Spot WeldsRicardo F.A.No ratings yet
- AA01042A Fisura Horse CollarDocument5 pagesAA01042A Fisura Horse CollarSebastiánRodrigoPérezHenríquezNo ratings yet
- Joining of Polymer-Metal Hybrid Structures: Principles and ApplicationsFrom EverandJoining of Polymer-Metal Hybrid Structures: Principles and ApplicationsSergio T. Amancio FilhoNo ratings yet
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- Manual of Engineering Drawing: British and International StandardsFrom EverandManual of Engineering Drawing: British and International StandardsRating: 3.5 out of 5 stars3.5/5 (4)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Ne 09 48Document15 pagesNe 09 48Nicolás PiratovaNo ratings yet
- Upn 2004 00041Document2 pagesUpn 2004 00041Nicolás PiratovaNo ratings yet
- AD 47-21-10 Propeller Guide Pin DowelDocument1 pageAD 47-21-10 Propeller Guide Pin DowelNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument3 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Saib Ane-99-23Document2 pagesSaib Ane-99-23Nicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument5 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument6 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument8 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument4 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument2 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument2 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument2 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument43 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument3 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument3 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument4 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument3 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument32 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument4 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument3 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument3 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument11 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument4 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument10 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument8 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument13 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument18 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument51 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás PiratovaNo ratings yet
- Laundry OperationsDocument25 pagesLaundry OperationsTereseAnchetaNo ratings yet
- Lab10 Final Progressive Die PDFDocument7 pagesLab10 Final Progressive Die PDFSyed Asif Bukhari100% (1)
- Sikagrout - 214 inDocument4 pagesSikagrout - 214 invk SNo ratings yet
- Applications of Additive Manufacturing in The Marine IndustryDocument6 pagesApplications of Additive Manufacturing in The Marine IndustryJeeva RathnamNo ratings yet
- Chapter 1 IntroductionDocument35 pagesChapter 1 IntroductionNizamuSenpaiNo ratings yet
- Company ProfileDocument21 pagesCompany ProfileClarkFedele27No ratings yet
- Building A Vacuum Forming TableDocument9 pagesBuilding A Vacuum Forming TableWil NelsonNo ratings yet
- Meta SubjectDocument33 pagesMeta SubjectSwanandNo ratings yet
- Boiler Compound Paint - B Interior: DescriptionDocument1 pageBoiler Compound Paint - B Interior: DescriptionnanoNo ratings yet
- Zinc Flake CoatingsDocument1 pageZinc Flake CoatingsDinh TuNo ratings yet
- Ayc Inspection Checklist: Linolium Sheet Pre - Installation Inspection Industrial Support Facilities BuildingDocument6 pagesAyc Inspection Checklist: Linolium Sheet Pre - Installation Inspection Industrial Support Facilities Buildingmoytabura96No ratings yet
- Lathe Tail StockDocument2 pagesLathe Tail StockNajihutsaqfan Hana AfanNo ratings yet
- Resin Transfer MouldingDocument15 pagesResin Transfer MouldingRaushan DivanshNo ratings yet
- MasterEmaco P 168 v1Document2 pagesMasterEmaco P 168 v1Mohiuddin MuhinNo ratings yet
- Welding MIL STD PDFDocument157 pagesWelding MIL STD PDFAnonymous L0ChmPGNo ratings yet
- Case Hardening Steels - Technical Delivery Conditions: British Standard Bs en 10084:2008Document40 pagesCase Hardening Steels - Technical Delivery Conditions: British Standard Bs en 10084:2008Senthil Kumar Ganesan100% (1)
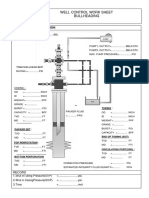
- Worksheet BullheadDocument3 pagesWorksheet BullheadHary WijayaNo ratings yet
- Micro FiltrationDocument3 pagesMicro Filtrationdak231188No ratings yet
- Design and Fabrication of Self Centering Vice Ppt-1Document36 pagesDesign and Fabrication of Self Centering Vice Ppt-1KarthickNo ratings yet
- European Steel and Alloy Grades: 42crmo5-6 (1.7233)Document2 pagesEuropean Steel and Alloy Grades: 42crmo5-6 (1.7233)farshid KarpasandNo ratings yet
- PaintsDocument5 pagesPaintsDeepak DhakalNo ratings yet
- 01-M100 Iss 2 (BS en 1290 - Prods, (Colour Contrast) )Document3 pages01-M100 Iss 2 (BS en 1290 - Prods, (Colour Contrast) )DeepakNo ratings yet
- Epoxy Coatings 101Document22 pagesEpoxy Coatings 101Ahmad KamilNo ratings yet
- Inf LSTDocument1,198 pagesInf LSTAnil SeshaNo ratings yet
- Clock Spring Snap WrapDocument2 pagesClock Spring Snap WrapMANUEL CASTILLONo ratings yet
- Corus Clad PipeDocument7 pagesCorus Clad PipeDBasak_1974No ratings yet
- Corn Hopper Funnel DrawingDocument1 pageCorn Hopper Funnel DrawingJane Mary LopezNo ratings yet
- BS en 10025 6 2004Document28 pagesBS en 10025 6 2004goalorchNo ratings yet
- Meguiars Pro CatalogDocument40 pagesMeguiars Pro Catalogshoaibk101No ratings yet
- Certificat AD W0 - EN - CompressedDocument1 pageCertificat AD W0 - EN - Compressedharshileng3992No ratings yet