You might also like
- Manage Formwork and Falsework RisksDocument14 pagesManage Formwork and Falsework RisksalliceyewNo ratings yet
- Behaviour Based Safety MEEGE-721 (Elements of Safety Management & Systems) List of Contents . 1Document238 pagesBehaviour Based Safety MEEGE-721 (Elements of Safety Management & Systems) List of Contents . 1Monika ChauhanNo ratings yet
- HSE MS Training Feb 2019Document17 pagesHSE MS Training Feb 2019Musalim Shaikh100% (1)
- HSE Management Summary.Document2 pagesHSE Management Summary.min thantNo ratings yet
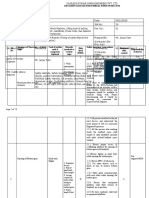
- JSA Format Internal ReactorDocument13 pagesJSA Format Internal Reactorsakthi venkatNo ratings yet
- 08PR301C - Storage and Handling of Gas CylindersDocument7 pages08PR301C - Storage and Handling of Gas Cylinderskenoly123No ratings yet
- HAZID PresentationDocument11 pagesHAZID PresentationAlvian FachrurroziNo ratings yet
- Have You Been SET-UP? A Brief Discussion On Job Hazard Analysis (Jha)Document30 pagesHave You Been SET-UP? A Brief Discussion On Job Hazard Analysis (Jha)Ian KoNo ratings yet
- OHSAS180012007 Health Safety Management System ManualDocument36 pagesOHSAS180012007 Health Safety Management System ManualCandra Wae Lah100% (3)
- Objectives: CareerDocument14 pagesObjectives: CareerHedi Ben MohamedNo ratings yet
- HSE and CommissioningDocument9 pagesHSE and CommissioningFareed AnsariNo ratings yet
- Code of Practice: Ref Cop Gra Issue 1, Dec 2003 Always Refer To Intranet For Latest Version 1Document15 pagesCode of Practice: Ref Cop Gra Issue 1, Dec 2003 Always Refer To Intranet For Latest Version 1etaNo ratings yet
- Progress On Process Safety IndicatorsDocument23 pagesProgress On Process Safety IndicatorsDuNo ratings yet
- Chapter 6 - Environmental Management PlanDocument70 pagesChapter 6 - Environmental Management PlanNur Arina100% (1)
- Hazard Identification and Risk AssesmentDocument4 pagesHazard Identification and Risk AssesmentSkipper SkyNo ratings yet
- Hazard Identification and Risk Assessment in Petroleum Oils & Lubricants (Pols) DepotDocument6 pagesHazard Identification and Risk Assessment in Petroleum Oils & Lubricants (Pols) DepotIJSTENo ratings yet
- Safety Hazards Associated With Oil and Gas Extraction ActivitiesDocument13 pagesSafety Hazards Associated With Oil and Gas Extraction ActivitiesAnonymous y1pIqcNo ratings yet
- Diference Between HAZID and HAZOPDocument2 pagesDiference Between HAZID and HAZOPQueziaNo ratings yet
- Final COP-Section 1Document86 pagesFinal COP-Section 1Arbaz KhanNo ratings yet
- Manual: Procedure Titel: HSE-ManualDocument11 pagesManual: Procedure Titel: HSE-ManualGeetha_jagadish30No ratings yet
- Ocm1 Confined SpaceDocument2 pagesOcm1 Confined SpacerapidsicuminteNo ratings yet
- Need for Effective HSE ManagementDocument59 pagesNeed for Effective HSE ManagementtissaanuradhaNo ratings yet
- Hazard Effect Register For Mode 2 Contracts EngDocument1 pageHazard Effect Register For Mode 2 Contracts EngamizanNo ratings yet
- Osh Communication: Document ID: MSP-005Document7 pagesOsh Communication: Document ID: MSP-005Kingsley AhanonuNo ratings yet
- Ergonomics Principles and GuidelinesDocument18 pagesErgonomics Principles and GuidelinesArpan Gautam100% (1)
- SOP For Use of Grinder Machines in WorkshopDocument8 pagesSOP For Use of Grinder Machines in WorkshopFaisal RajaNo ratings yet
- Chapter 6: Mitigating Hazards Via A Process Safety Management SystemDocument20 pagesChapter 6: Mitigating Hazards Via A Process Safety Management SystemGiancarloErrigoNo ratings yet
- Hazard IdentificationDocument1 pageHazard IdentificationMohamad Zakwan Zach ZakariaNo ratings yet
- Appendix 1C - General SIMOP ActivityDocument13 pagesAppendix 1C - General SIMOP ActivityHtoo Htoo KyawNo ratings yet
- SWP Hot Work GuidelinesDocument25 pagesSWP Hot Work GuidelinesTri FebriyaniNo ratings yet
- Hse Management SystemDocument7 pagesHse Management Systembesolusi tekNo ratings yet
- Heavy Lift Activity ChecklistDocument3 pagesHeavy Lift Activity Checklistbrecht1980No ratings yet
- HIRA (Hazard Identification and Risk Assessment)Document6 pagesHIRA (Hazard Identification and Risk Assessment)Nathan Naelz SandyNo ratings yet
- How To Calculate Trir Ltir LtisrDocument8 pagesHow To Calculate Trir Ltir LtisrMhd YusufNo ratings yet
- Safety Management SystemDocument17 pagesSafety Management SystemPradeep NegiNo ratings yet
- PSM Best Practices Workshop - Pre-Startup Safety Review PresentationDocument15 pagesPSM Best Practices Workshop - Pre-Startup Safety Review PresentationRod Lafrades100% (1)
- OHS, Electrical Risk, and Asset Integrity Management SolutionsDocument16 pagesOHS, Electrical Risk, and Asset Integrity Management Solutionsabdelbaset mohamed hajajiNo ratings yet
- Safety & Health ProgramDocument2 pagesSafety & Health ProgramD.k. PathakNo ratings yet
- Permit To WorkDocument11 pagesPermit To WorkJagan RjNo ratings yet
- Safety 06.05.2014Document38 pagesSafety 06.05.2014vinay nagvanshiNo ratings yet
- 01 JSA CLEANING MgO Rev 05 017 BIDocument7 pages01 JSA CLEANING MgO Rev 05 017 BIMohd KhaidirNo ratings yet
- Compressors and Pneumatic Power ToolsDocument2 pagesCompressors and Pneumatic Power Toolssjmpak0% (1)
- Machine Safety Guide for OSH OfficersDocument19 pagesMachine Safety Guide for OSH OfficersGing FreecsNo ratings yet
- SAFE Material HandlingDocument92 pagesSAFE Material HandlingAkimBiNo ratings yet
- HSE Assignment 3 FinalDocument21 pagesHSE Assignment 3 FinalLuqman HakimNo ratings yet
- ASPECT-IMPACT ANALYSIS Reference No. VE-EMS-01/VA/02: ISO 14001:2004 Done by - V.B.TodkarDocument4 pagesASPECT-IMPACT ANALYSIS Reference No. VE-EMS-01/VA/02: ISO 14001:2004 Done by - V.B.TodkarBalachandar SathananthanNo ratings yet
- Risk Assesment For Quarry DownloadPfdFileDocument14 pagesRisk Assesment For Quarry DownloadPfdFileNii AshiiiNo ratings yet
- HSE - RULES AND REGULATIONS FOR CONTRACTORS-iso-1 PDFDocument24 pagesHSE - RULES AND REGULATIONS FOR CONTRACTORS-iso-1 PDFArun Vijayan M VNo ratings yet
- Barrier Management in Pandemic Era PPNS ITS Rev1-3Document16 pagesBarrier Management in Pandemic Era PPNS ITS Rev1-3Romariyo Andi AbdoemadonNo ratings yet
- FD03 Fire ProceduresDocument5 pagesFD03 Fire Procedureswado11No ratings yet
- Form FixDocument13 pagesForm FixNikita SwastyNo ratings yet
- HIRA MatrixDocument4 pagesHIRA MatrixManoj SurveNo ratings yet
- Ramapo College Vehicle Fueling SOPDocument1 pageRamapo College Vehicle Fueling SOPAnees EkNo ratings yet
- HSE Policy PDFDocument10 pagesHSE Policy PDFgiovadiNo ratings yet
- Is 5572 - Hazardous ClassificationDocument2 pagesIs 5572 - Hazardous ClassificationMathavaraj DharmarajNo ratings yet
- Together to Make ChangeDocument81 pagesTogether to Make Changebahaa mostafa100% (5)
- Materi Hazard - IdentificationDocument61 pagesMateri Hazard - IdentificationRatna CahyaningtyasNo ratings yet
- 1A - Safe Operation in Chemical Plants With Stop Work AuthorityDocument12 pages1A - Safe Operation in Chemical Plants With Stop Work AuthorityFaizan AhmedNo ratings yet
- Major Hazard FacilitiesDocument65 pagesMajor Hazard FacilitiesKumar JitendraNo ratings yet
- Fluid Friction Apparatus Shows Flow LossesDocument4 pagesFluid Friction Apparatus Shows Flow LossesHamza MughalNo ratings yet
- Workshop Practice LabDocument21 pagesWorkshop Practice LabHamza MughalNo ratings yet
- The University of Faisalabad: School of Chemical Engineering Final Semester Examination Spring 2020Document2 pagesThe University of Faisalabad: School of Chemical Engineering Final Semester Examination Spring 2020Hamza MughalNo ratings yet
- Wind EnergyDocument31 pagesWind EnergyHamza MughalNo ratings yet
- Meer G Heat Transfer 2 Shell and Tube Design NumericalDocument20 pagesMeer G Heat Transfer 2 Shell and Tube Design NumericalHamza MughalNo ratings yet
- Taxes in Pakistan: An overview of the taxation systemDocument7 pagesTaxes in Pakistan: An overview of the taxation systemHamza MughalNo ratings yet
- Thermo Quiz 2Document1 pageThermo Quiz 2Hamza MughalNo ratings yet
- Importance of Engineering Economics in Chemical EngineeringDocument7 pagesImportance of Engineering Economics in Chemical EngineeringHamza MughalNo ratings yet
- Importance of Engineering Economics in Chemical EngineeringDocument7 pagesImportance of Engineering Economics in Chemical EngineeringHamza MughalNo ratings yet
- Environmental Engineering TechnologiesDocument6 pagesEnvironmental Engineering TechnologiesHamza MughalNo ratings yet
- Methods For Calculating The Profitability:: ND ST NDDocument3 pagesMethods For Calculating The Profitability:: ND ST NDHamza MughalNo ratings yet
- DepreciationDocument15 pagesDepreciationHamza MughalNo ratings yet
- Environmental Health and SafetyDocument12 pagesEnvironmental Health and SafetyHamza MughalNo ratings yet
- Mat Lab ProjectDocument7 pagesMat Lab ProjectHamza MughalNo ratings yet
- Bche Fa17 017Document4 pagesBche Fa17 017Hamza MughalNo ratings yet
- Bche Fa17 030Document3 pagesBche Fa17 030Hamza MughalNo ratings yet
- Environmental Engineering: Submitted by Muhammad ArslanDocument6 pagesEnvironmental Engineering: Submitted by Muhammad ArslanHamza MughalNo ratings yet
- Subject: Refund of Hands-On Job Training Dues & Tour Charges of Batch-2016 StudentsDocument1 pageSubject: Refund of Hands-On Job Training Dues & Tour Charges of Batch-2016 StudentsHamza MughalNo ratings yet
- Bche Fa17 033Document3 pagesBche Fa17 033Hamza MughalNo ratings yet
- Technical Presentation Skills For Engineers: Carl KrillDocument10 pagesTechnical Presentation Skills For Engineers: Carl KrillHamza MughalNo ratings yet
- Most Feasible Wastewater Treatment TechnologyDocument1 pageMost Feasible Wastewater Treatment TechnologyHamza MughalNo ratings yet
- Chapter 2: Literature Review 4Document33 pagesChapter 2: Literature Review 4Hamza MughalNo ratings yet
- Most Feasible Wastewater Treatment for PakistanDocument6 pagesMost Feasible Wastewater Treatment for PakistanHamza MughalNo ratings yet
- Mathematical Modeling of A Tray Dryer For The DryingDocument5 pagesMathematical Modeling of A Tray Dryer For The DryingHamza MughalNo ratings yet
- SEMESTER 3 OutlineDocument6 pagesSEMESTER 3 OutlineHamza MughalNo ratings yet
- We Should Pay Attention To The Following Points While Selecting A Proper Fuel by AliDocument1 pageWe Should Pay Attention To The Following Points While Selecting A Proper Fuel by AliHamza MughalNo ratings yet
- Stress and Strain and Their TypesDocument1 pageStress and Strain and Their TypesHamza MughalNo ratings yet
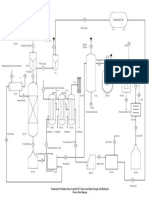
- Caustisizing Unit: Production of Cellulose Nano-Crystals (CNC) From Corn Husk Through Acid Hydrolysis Process Flow DiagramDocument1 pageCaustisizing Unit: Production of Cellulose Nano-Crystals (CNC) From Corn Husk Through Acid Hydrolysis Process Flow DiagramHamza MughalNo ratings yet
- Nano Cellulose Presentation Group 21Document47 pagesNano Cellulose Presentation Group 21Hamza MughalNo ratings yet
- Impacts of Geothermal Energy On Environment by AliDocument6 pagesImpacts of Geothermal Energy On Environment by AliHamza MughalNo ratings yet
- 35.4 Uses Principles of Effective Speech Writing Focusing On Facial Expressions, Gestures and MovementsDocument4 pages35.4 Uses Principles of Effective Speech Writing Focusing On Facial Expressions, Gestures and MovementsWayne Dolorico MillamenaNo ratings yet
- QH CatalogDocument17 pagesQH CatalogLâm HàNo ratings yet
- Method Statement For Fuel System (Diesel Supply System For Generator)Document16 pagesMethod Statement For Fuel System (Diesel Supply System For Generator)BAVA M.H100% (1)
- Pr2-Chapter3 Mao MN Guto JoDocument5 pagesPr2-Chapter3 Mao MN Guto JoAnaroseNo ratings yet
- Alexandrite: Structural & Mechanical PropertiesDocument2 pagesAlexandrite: Structural & Mechanical PropertiesalifardsamiraNo ratings yet
- Inside Earth's LayersDocument2 pagesInside Earth's Layersansh parasharNo ratings yet
- GL Poseidon User ManualDocument256 pagesGL Poseidon User ManualIrina MaltopolNo ratings yet
- Star Ii HoneywellDocument4 pagesStar Ii HoneywellAlejandro MagnoNo ratings yet
- Notified Autonomous Bodies of The Federal Government PDFDocument7 pagesNotified Autonomous Bodies of The Federal Government PDFGull SabeerNo ratings yet
- SetupWizard logs document changes during initial device configurationDocument10 pagesSetupWizard logs document changes during initial device configurationAhmed ZeharaNo ratings yet
- Axiatonal Lines Connection IntroductionDocument9 pagesAxiatonal Lines Connection IntroductionDavid Lopes100% (1)
- CB Certificate - CodeDocument668 pagesCB Certificate - CodeRosy SeafoodNo ratings yet
- XZ100 Partsbook Part2-'09YMDocument60 pagesXZ100 Partsbook Part2-'09YMBikeMaKer BMKNo ratings yet
- Integral Mechanical Attachment A Resurgence of The Oldest Method of JoiningDocument427 pagesIntegral Mechanical Attachment A Resurgence of The Oldest Method of JoiningGabriel LópezNo ratings yet
- 151430X PDFDocument5 pages151430X PDFIndra RosadiNo ratings yet
- 2012 HCO Oriented Core ProceduresDocument30 pages2012 HCO Oriented Core ProceduresPancho Perez100% (1)
- Data File: Äkta Explorer Ancillary EquipmentDocument4 pagesData File: Äkta Explorer Ancillary EquipmentCarlos Alberto Ramirez GarciaNo ratings yet
- 2016 CMCDocument536 pages2016 CMCStefan WeissNo ratings yet
- Se Unit 1Document77 pagesSe Unit 1sathyaaaaa1No ratings yet
- Computer Networks: Humaira Ehsan Fall 2011Document18 pagesComputer Networks: Humaira Ehsan Fall 2011Bia JavedNo ratings yet
- M.E. MPCDocument103 pagesM.E. MPCShobana SNo ratings yet
- Resume 2024-FinalDocument1 pageResume 2024-Finalapi-716723342No ratings yet
- TX AsiaDemandForecast 2018Document12 pagesTX AsiaDemandForecast 2018Muhammad AsadNo ratings yet
- Pitch Angle Control For A Small-Scale Darrieus VAWTDocument11 pagesPitch Angle Control For A Small-Scale Darrieus VAWThuy4ngooNo ratings yet
- Kermann Led: Exproof Easylight Z1Document3 pagesKermann Led: Exproof Easylight Z1Abdulaziz AlrawiNo ratings yet
- BBC Learning English 6 Minute English Day-Trip With A DifferenceDocument4 pagesBBC Learning English 6 Minute English Day-Trip With A DifferenceAsefeh KianiNo ratings yet
- How Society Is Organized Chapter 5Document18 pagesHow Society Is Organized Chapter 5Anne MoralesNo ratings yet
- Pakistan Exams Cie o A Reg Form Oct09Document13 pagesPakistan Exams Cie o A Reg Form Oct09shamsulzamanNo ratings yet
- 11 - NRG - Cathodic Protection DesignDocument15 pages11 - NRG - Cathodic Protection DesignBalan100% (1)
- Project Plan For Implementation of ISO 20000 20000academy ENDocument7 pagesProject Plan For Implementation of ISO 20000 20000academy ENit20645984 Imashi H.M.G.G.M.No ratings yet