You might also like
- 3 - RPD - RT - B31.3 - 03 - Radiographic, Rev 00Document25 pages3 - RPD - RT - B31.3 - 03 - Radiographic, Rev 00Abdul KharisNo ratings yet
- 4 - RPD - UT - B31.3 - 04 - Ultrasonic, REV 00Document36 pages4 - RPD - UT - B31.3 - 04 - Ultrasonic, REV 00Abdul KharisNo ratings yet
- QP - 02 Magnetic Test - Asme 2010 - Rev 02Document13 pagesQP - 02 Magnetic Test - Asme 2010 - Rev 02Hary SasmayaNo ratings yet
- GRP - PM.QA.02A - Prosedur Magnetic Test (AWS) - Rev.01Document14 pagesGRP - PM.QA.02A - Prosedur Magnetic Test (AWS) - Rev.01Riyan to100% (1)
- 16 - SGU - RT - ASME - 16 - Radiographic - REV - 00Document53 pages16 - SGU - RT - ASME - 16 - Radiographic - REV - 00pankrasius herbudiNo ratings yet
- Nde Procedure Magnetic Particle TestingDocument20 pagesNde Procedure Magnetic Particle Testingryan.s100% (1)
- Prosedur UTG Asu AnjingDocument15 pagesProsedur UTG Asu Anjingyusuf akbarNo ratings yet
- Prosedur Magnetik Particle TestingDocument14 pagesProsedur Magnetik Particle TestingIkhsan DalimuntheNo ratings yet
- Magnetic Particle Testing Revision 0Document18 pagesMagnetic Particle Testing Revision 0amir ghabraeiNo ratings yet
- Pipe FittingDocument71 pagesPipe FittingFharishPutraNo ratings yet
- LS - prt.TUB.073 Residual Magnetic Inspection MethodDocument6 pagesLS - prt.TUB.073 Residual Magnetic Inspection MethodAlphonse YACKAMAMBO DIBACKANo ratings yet
- Qualification scheme for hull weldersDocument15 pagesQualification scheme for hull weldersMuhamad ShakyreenNo ratings yet
- Modul 2 FittingDocument19 pagesModul 2 Fittingpetrocamp71No ratings yet
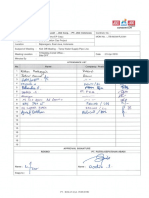
- Ultrasonic - Calibration Inspection Checklist PDFDocument2 pagesUltrasonic - Calibration Inspection Checklist PDFbhaskarNo ratings yet
- Acoustic or Ultrasonic UDT Radar and EM Wave Methods NDT PDFDocument46 pagesAcoustic or Ultrasonic UDT Radar and EM Wave Methods NDT PDFgonzalez_m_aNo ratings yet
- PTC Ar UtDocument31 pagesPTC Ar UtSang Nguyen QuangNo ratings yet
- 3D 301 Header AnalysisDocument19 pages3D 301 Header AnalysisMahmoud GaberNo ratings yet
- WIKA Calibration Certificate for Process CalibratorDocument3 pagesWIKA Calibration Certificate for Process CalibratorBalaji BobadeNo ratings yet
- Steel Wedge Gate Valves (Flanged and Butt-Welding Ends) For The Petroleum, Petrochemical and Allied IndustriesDocument28 pagesSteel Wedge Gate Valves (Flanged and Butt-Welding Ends) For The Petroleum, Petrochemical and Allied IndustriesImed BenNo ratings yet
- Inspection Test Plan FOR Fabrication: Pt. Dwikappa Asri UtamaDocument27 pagesInspection Test Plan FOR Fabrication: Pt. Dwikappa Asri UtamaDwikappa Asri UtamaNo ratings yet
- Hydrotest - 333 AG FW 0001 - Rev03 PDFDocument26 pagesHydrotest - 333 AG FW 0001 - Rev03 PDFIhsan IchwansyahNo ratings yet
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocument5 pagesSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNo ratings yet
- Approval of MPI ProcedureDocument17 pagesApproval of MPI ProcedureimranNo ratings yet
- BK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsDocument69 pagesBK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsPanneer SelvamNo ratings yet
- Non-Destructive Thickness ReportDocument3 pagesNon-Destructive Thickness ReportBagus HadiwibowoNo ratings yet
- Magnetic Particle Testing ProcedureDocument18 pagesMagnetic Particle Testing ProcedureTĩnh Hồ TrungNo ratings yet
- RT Procedure for Egyptian Gas Pipeline ProjectDocument14 pagesRT Procedure for Egyptian Gas Pipeline ProjectaravindanNo ratings yet
- NDT Inspectors Monitoring and Technical Performance EvaluationDocument8 pagesNDT Inspectors Monitoring and Technical Performance Evaluationilya bordonosovNo ratings yet
- Document: NO.:: Ultrasonic ExaminationDocument41 pagesDocument: NO.:: Ultrasonic ExaminationDamar WardhanaNo ratings yet
- Pt. Saferad Servis Indonesia: Ultrasonic Inspection ReportDocument3 pagesPt. Saferad Servis Indonesia: Ultrasonic Inspection Reportkucing_batam0% (1)
- Standard Operating Procedure: Colour CodingDocument2 pagesStandard Operating Procedure: Colour Codingmanno200100% (1)
- B H e L Limited RTDocument13 pagesB H e L Limited RTbhavin17850% (2)
- IICS Ultrasonic Thickness Exam RequirementsDocument9 pagesIICS Ultrasonic Thickness Exam RequirementsrajeshNo ratings yet
- Ultrasonic Wall Thickness Report Feb.27-28,20062 - 2Document32 pagesUltrasonic Wall Thickness Report Feb.27-28,20062 - 2Endickk Screamo PoreperrNo ratings yet
- NDT Report - Dovetail WheelsDocument4 pagesNDT Report - Dovetail WheelsOm Ar TanNo ratings yet
- ITP For Inspection Fin Fan Cooler 03 E 2A 1 2 B1C PDFDocument2 pagesITP For Inspection Fin Fan Cooler 03 E 2A 1 2 B1C PDFMashudi FikriNo ratings yet
- Procedure of Hydrostatic Pressure TestingDocument4 pagesProcedure of Hydrostatic Pressure TestingAMRIT PAL SINGHNo ratings yet
- WQT Form (ASME) 04-23Document1 pageWQT Form (ASME) 04-23hanz bermejoNo ratings yet
- N0200003 - NEW-F201-0 - Inspection & Test PlanDocument3 pagesN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliNo ratings yet
- Application Note Phoenix Bracelet ScannerDocument7 pagesApplication Note Phoenix Bracelet ScannerDonald ChurchNo ratings yet
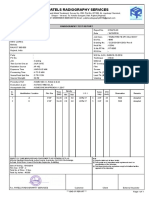
- Patels Radiography Services RT ReportDocument1 pagePatels Radiography Services RT ReportRavi patelNo ratings yet
- S1450401-Execution and Inspection of Welding WorkDocument26 pagesS1450401-Execution and Inspection of Welding Workkeeoraon4No ratings yet
- KHI Pipe Marking ProcedureDocument12 pagesKHI Pipe Marking ProcedureAlfian ImaduddinNo ratings yet
- ITP Final PLPS 82336-43 - ITP 150kV KENDARI ANDOOLO SECT 1 Rev1 Baruga PDFDocument3 pagesITP Final PLPS 82336-43 - ITP 150kV KENDARI ANDOOLO SECT 1 Rev1 Baruga PDFMuhammad YahdimanNo ratings yet
- Phased Array Probes - DopplerDocument10 pagesPhased Array Probes - DopplerJ.Carrasco0% (1)
- Hardness Pro Form1Document2 pagesHardness Pro Form1gst ajah100% (1)
- Certificate of Origin Form F For China-Chile FTADocument2 pagesCertificate of Origin Form F For China-Chile FTAinspectormetNo ratings yet
- Fm-Ti-050 - Rev.0 Inspection Report Ultrasonic Examination - Eff.170107Document1 pageFm-Ti-050 - Rev.0 Inspection Report Ultrasonic Examination - Eff.170107Jindarat KasemsooksakulNo ratings yet
- Epoch 650Document8 pagesEpoch 650andrewgeorgecherianNo ratings yet
- NDTSNTDocument20 pagesNDTSNTEugenia Le FosseNo ratings yet
- Magnetic Particle Testing ReporDocument2 pagesMagnetic Particle Testing ReporGabriela MotaNo ratings yet
- PF-0004-009-QA-955-0001 Rev D Code 1Document27 pagesPF-0004-009-QA-955-0001 Rev D Code 1Rıdvan UyarNo ratings yet
- Indt QCP RT HJ 05NDocument14 pagesIndt QCP RT HJ 05NAsad Bin Ala QatariNo ratings yet
- Astm E428-00 PDFDocument6 pagesAstm E428-00 PDFJORGE ARTURO TORIBIO HUERTA100% (1)
- IEC62109 CertificateDocument3 pagesIEC62109 CertificateJulio CesarNo ratings yet
- Grouting Format Report (Electrical Panel)Document1 pageGrouting Format Report (Electrical Panel)Anas PratamaNo ratings yet
- Installation of Padeyes Ad Load Test: Front CoverDocument40 pagesInstallation of Padeyes Ad Load Test: Front CoverAhmedA.HassanNo ratings yet
- API 1104 ComplateDocument24 pagesAPI 1104 ComplateAwale UdinNo ratings yet
- Sabari Engineering PQRDocument3 pagesSabari Engineering PQRAdvanced Quality Centre AQC100% (1)
- 2 - RPD - PT - B31.3 - 02 - Penetrant, REV 00Document13 pages2 - RPD - PT - B31.3 - 02 - Penetrant, REV 00Abdul KharisNo ratings yet
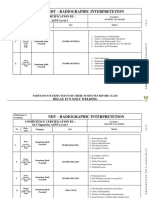
- NDT Radiographic Interpretation TrainingDocument4 pagesNDT Radiographic Interpretation TrainingAbdul KharisNo ratings yet
- Charts and TablesDocument4 pagesCharts and TablesAbdul KharisNo ratings yet
- Engineering Specification for PaintingDocument64 pagesEngineering Specification for PaintingAbdul KharisNo ratings yet
- Abdul KharisDocument2 pagesAbdul KharisAbdul KharisNo ratings yet
- Indonesia ContributionDocument239 pagesIndonesia ContributionAbdul KharisNo ratings yet
- Marathon 500 AGDocument10 pagesMarathon 500 AGAbdul KharisNo ratings yet
- Part - 2 MAWP CalcuationDocument15 pagesPart - 2 MAWP CalcuationAbdul KharisNo ratings yet
- Welding of Stainless SteelDocument103 pagesWelding of Stainless SteelJaime Iván Vera Melgar100% (4)
- KOM 1 Temp Supply Water Pipeline PKA 230419Document27 pagesKOM 1 Temp Supply Water Pipeline PKA 230419Abdul KharisNo ratings yet
- Zinky-13 Inorganic Zinc Rich Primer Technical Data SheetDocument4 pagesZinky-13 Inorganic Zinc Rich Primer Technical Data SheetppglNo ratings yet
- Proposed Material For PaintingDocument1 pageProposed Material For PaintingAbdul KharisNo ratings yet
- SSPC Guide to Evaluating Degree of Rust on Painted SteelDocument5 pagesSSPC Guide to Evaluating Degree of Rust on Painted SteelJulio Bacilio CruzNo ratings yet
- Hydrotest Procedure For Pressure VesselDocument6 pagesHydrotest Procedure For Pressure VesselAbdul Kharis100% (1)
- Certificate Calibrate T. Station Nivo 3.CDocument4 pagesCertificate Calibrate T. Station Nivo 3.CAbdul KharisNo ratings yet
- 2 - RPD - PT - B31.3 - 02 - Penetrant, REV 00Document13 pages2 - RPD - PT - B31.3 - 02 - Penetrant, REV 00Abdul KharisNo ratings yet
- Safety in Painting Operations, SHOWDocument104 pagesSafety in Painting Operations, SHOWAbdul KharisNo ratings yet
- ASME P-Numbers: A Guide to Material GroupingsDocument6 pagesASME P-Numbers: A Guide to Material GroupingsAbdul KharisNo ratings yet
- Chapter 6 - Enviromental Testing - Practice LabDocument5 pagesChapter 6 - Enviromental Testing - Practice LabAbdul KharisNo ratings yet
- ASME A-Number Guide for Weld MetalsDocument3 pagesASME A-Number Guide for Weld MetalsAbdul KharisNo ratings yet
- 10.coating Inspector Job - ResponbilityDocument11 pages10.coating Inspector Job - ResponbilityAbdul KharisNo ratings yet
- Surface Preparation For Painting, SHOWDocument119 pagesSurface Preparation For Painting, SHOWAbdul KharisNo ratings yet
- Dry Film ThiknessDocument3 pagesDry Film ThiknessAbdul KharisNo ratings yet
- Corrosion Protection Systems and FatigueDocument51 pagesCorrosion Protection Systems and Fatigueemre gedikliNo ratings yet
- Paints Coating Failure Defects GOOD PDFDocument46 pagesPaints Coating Failure Defects GOOD PDFVasileios Iliopoulos100% (1)
- Amercoat® 385: Product Data SheetDocument8 pagesAmercoat® 385: Product Data SheetNizar BouchaalaNo ratings yet
- Annual Boiler Tuneup Checklist: Fading FiberglassDocument1 pageAnnual Boiler Tuneup Checklist: Fading FiberglasssamsonNo ratings yet
- Guide To The Construction Installation Operation and Maintenance of Air ReceiversDocument34 pagesGuide To The Construction Installation Operation and Maintenance of Air Receiversjosh100% (1)
- B GAS Painting Multiple Choice 2Document9 pagesB GAS Painting Multiple Choice 2Muhammad NasirNo ratings yet
- C44. SMEP-2900-QA-6180-0031 - MPI Procedure As Per ASME V - Piping (Cristar) - Rev 01C - ApprovedDocument27 pagesC44. SMEP-2900-QA-6180-0031 - MPI Procedure As Per ASME V - Piping (Cristar) - Rev 01C - Approvedfikril shaharudinNo ratings yet
- Residential House Project SpecificationsDocument5 pagesResidential House Project SpecificationsDash AssxEzioNo ratings yet
- Saudi Aramco Oil Company: SECTION 08111 Metal Frames Part 1 - General 1.01 Section IncludesDocument7 pagesSaudi Aramco Oil Company: SECTION 08111 Metal Frames Part 1 - General 1.01 Section Includessaneela bibiNo ratings yet
- ZINC-RICH EPOXY PRIMER TECH DATADocument4 pagesZINC-RICH EPOXY PRIMER TECH DATAkikoNo ratings yet
- Jotashield Alkali Resistant Primer Technical Data SheetDocument3 pagesJotashield Alkali Resistant Primer Technical Data Sheetomda4wadyNo ratings yet
- Surface Preparation Standards (SSPC)Document6 pagesSurface Preparation Standards (SSPC)ro snNo ratings yet
- Marvelous: Building Tamiya's Morris Mini Cooper 1275S Mk. IDocument6 pagesMarvelous: Building Tamiya's Morris Mini Cooper 1275S Mk. IMiguel Montes Graña100% (1)
- What Are Rheology ModifiersDocument19 pagesWhat Are Rheology ModifiersArturo Antonio Matencio ArroyoNo ratings yet
- Dawlance ReportDocument24 pagesDawlance ReportNabeel Ahmed ŜheikhNo ratings yet
- Interior Fit-Out Summary GurgaonDocument14 pagesInterior Fit-Out Summary GurgaonTaranjot SinghNo ratings yet
- Coating Presentation On RheologyDocument13 pagesCoating Presentation On Rheologyengineer bilalNo ratings yet
- Craft Creations Magazine - Autumn 2010Document39 pagesCraft Creations Magazine - Autumn 2010Margeena100% (2)
- One Stroke InfoDocument5 pagesOne Stroke Infogalebova100% (3)
- Watercolor Let The Medium Do ItDocument152 pagesWatercolor Let The Medium Do ItRicardo Pereira100% (1)
- Tank MaintenanceDocument6 pagesTank MaintenancetfqaaaNo ratings yet
- Adrik Part 1Document11 pagesAdrik Part 1Russell NightingaleNo ratings yet
- Materials Price ListDocument38 pagesMaterials Price ListMavelyn Tolentino100% (2)
- TDS MD en 2131 Roswan QD HBDocument2 pagesTDS MD en 2131 Roswan QD HBcelescopitoNo ratings yet
- Mercruiser Service Manual 6 Outdrives R/MR/Alpha One/Alpha SSDocument566 pagesMercruiser Service Manual 6 Outdrives R/MR/Alpha One/Alpha SSTechManuals199788% (41)
- R145CR 9aDocument571 pagesR145CR 9aГригорий Григорян100% (2)
- OG204-TDS Tooke Paint Inspection Gage 201409Document3 pagesOG204-TDS Tooke Paint Inspection Gage 201409lorenzordzrmzNo ratings yet
- Introduction to the History and Techniques of Ebru Water Marbling ArtDocument17 pagesIntroduction to the History and Techniques of Ebru Water Marbling ArtAzothmagnumNo ratings yet
- Finishing MaterialsDocument31 pagesFinishing MaterialsVaidehi Naik100% (1)
- Hardtop XP: Technical Data Sheet Application GuideDocument7 pagesHardtop XP: Technical Data Sheet Application GuideAye Min TunNo ratings yet
- Disclosure To Promote The Right To InformationDocument8 pagesDisclosure To Promote The Right To InformationdombipinNo ratings yet
- Carpentry Hand ToolsDocument16 pagesCarpentry Hand ToolsShiva Sankar BeharaNo ratings yet