You might also like
- Fuzzy Trading System for Financial MarketsDocument12 pagesFuzzy Trading System for Financial Marketsjimthegreatone100% (1)
- Introduction to Materials Science and Engineering FundamentalsDocument64 pagesIntroduction to Materials Science and Engineering FundamentalsJessica De GuzmanNo ratings yet
- Rubber Chemicals and Processing Industries BooksDocument10 pagesRubber Chemicals and Processing Industries Booksrobertito101100% (1)
- Nylon Polymers Book-Degradation and Stabilization of Nylon PolymersDocument120 pagesNylon Polymers Book-Degradation and Stabilization of Nylon PolymersWilliam H. BasingerNo ratings yet
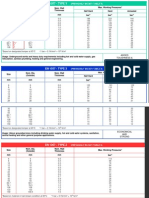
- BS en 1057 - Copper Pipework TablesDocument2 pagesBS en 1057 - Copper Pipework TablespaulnwhiteNo ratings yet
- Highly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesFrom EverandHighly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesNo ratings yet
- Internal Mixer Desin Lab Ex 1Document9 pagesInternal Mixer Desin Lab Ex 1tabish mirajNo ratings yet
- Poly IsopreneDocument2 pagesPoly IsopreneWahyu Pambudi100% (1)
- Introduction To Polymer ProcessingDocument43 pagesIntroduction To Polymer ProcessingShushil KumarNo ratings yet
- Final Version Miren Jugo Viloria-Analysis and Comprehension of Flow Instabilities of ElastomerDocument222 pagesFinal Version Miren Jugo Viloria-Analysis and Comprehension of Flow Instabilities of ElastomerMirenjugoViloria100% (1)
- 3MDyneon FKM Compounding Guide 98050413248RevCDocument28 pages3MDyneon FKM Compounding Guide 98050413248RevCDyaniNo ratings yet
- Shape Memory PolymersDocument2 pagesShape Memory PolymersSaurav Kumar0% (1)
- CbsDocument3 pagesCbsBharat ChatrathNo ratings yet
- Production of RubberDocument25 pagesProduction of RubberCarmel100% (1)
- Electrical Properties of Plastics: Sachin C S PGDDocument19 pagesElectrical Properties of Plastics: Sachin C S PGDSarumathiNo ratings yet
- Flexible Intermediate Bulk Containers Specifications PDFDocument13 pagesFlexible Intermediate Bulk Containers Specifications PDFZahir Khira100% (1)
- Metal Bearing Waste Streams: Minimizing, Recycling and TreatmentFrom EverandMetal Bearing Waste Streams: Minimizing, Recycling and TreatmentNo ratings yet
- Characteristics, Applications and Processing of Polymers Chapter 15Document53 pagesCharacteristics, Applications and Processing of Polymers Chapter 15tjandelkier100% (1)
- Mechanical Properties of PolymersDocument4 pagesMechanical Properties of PolymersHilal Kemal SnylmzNo ratings yet
- Rubber Additives - Compounding Ingredients: R. N. Datta and F. A. A. InghamDocument42 pagesRubber Additives - Compounding Ingredients: R. N. Datta and F. A. A. InghamRubber TeamNo ratings yet
- Section6 Material Selection GuideDocument15 pagesSection6 Material Selection GuidenewmanNo ratings yet
- Is.9573.1998 Rubber Hoses PDFDocument13 pagesIs.9573.1998 Rubber Hoses PDFJohnson BandaruNo ratings yet
- Rubber compound additives guideDocument20 pagesRubber compound additives guidesamrahamidNo ratings yet
- Quantitative Analysis From FTIRDocument25 pagesQuantitative Analysis From FTIRPIRZADA TALHA ISMAILNo ratings yet
- STruture and Properties of PolymersDocument35 pagesSTruture and Properties of PolymersWasif Razzaq100% (1)
- Polymer TechnologyDocument16 pagesPolymer Technologykhubaib rahmanNo ratings yet
- PLASTICIZERSDocument30 pagesPLASTICIZERSSheena GagarinNo ratings yet
- Chain Transfer, Inhibhitors and RetardersDocument23 pagesChain Transfer, Inhibhitors and RetardersPathik Shah100% (1)
- 6.3 PV (-Nitrile Rubber Blends 6.3 Chemistry PVC Resistance Number BeenDocument4 pages6.3 PV (-Nitrile Rubber Blends 6.3 Chemistry PVC Resistance Number BeenAmeya SavnalNo ratings yet
- Rubber Compounds: Elastomers IntroductionDocument7 pagesRubber Compounds: Elastomers Introductionanvesha raoNo ratings yet
- Characterization of METHOCEL Cellulose Ethers by Aqueous SEC With Multiple DetectorsDocument11 pagesCharacterization of METHOCEL Cellulose Ethers by Aqueous SEC With Multiple DetectorsCastoriadisNo ratings yet
- Introduction of Graft PolymerizationDocument6 pagesIntroduction of Graft Polymerizationsvo svoNo ratings yet
- Improve Barrier PropertiesDocument28 pagesImprove Barrier PropertiesRitesh PatelNo ratings yet
- 9 Tasnee Final Plastic Compounding Tasnee GpcaDocument33 pages9 Tasnee Final Plastic Compounding Tasnee GpcaParas PatelNo ratings yet
- Brochure LatamDocument2 pagesBrochure LatamShelby_CobraxNo ratings yet
- Zeus Weathering of PlasticsDocument7 pagesZeus Weathering of PlasticsDiego Fernado AvendañoNo ratings yet
- Solvent Cast Technology - A Versatile ToolDocument14 pagesSolvent Cast Technology - A Versatile ToolsggdgdNo ratings yet
- 1 Shape Memory PolymersDocument9 pages1 Shape Memory PolymersfairyssesNo ratings yet
- Understanding Rheology of ThermosetsDocument14 pagesUnderstanding Rheology of Thermosetschristopher_kephart1No ratings yet
- Processing of Conducting PolymersDocument41 pagesProcessing of Conducting PolymersNeeraj K PushkaranNo ratings yet
- Factors Affecting The Quality of Centrlfuged Latex and It's Processing Behaviour in The Latex Product Manufacturing IndustryDocument6 pagesFactors Affecting The Quality of Centrlfuged Latex and It's Processing Behaviour in The Latex Product Manufacturing IndustryO S SELVAKUMARNo ratings yet
- Basics of Polymers Fabrication and Processing TechnologyDocument108 pagesBasics of Polymers Fabrication and Processing TechnologyneftNo ratings yet
- PVC Technology: Chapter 6Document34 pagesPVC Technology: Chapter 6AndriNo ratings yet
- Rubber World HNBR Article - Therban AT PDFDocument9 pagesRubber World HNBR Article - Therban AT PDFAnusha Rajagopalan100% (1)
- Compounding Additives: in This ChapterDocument17 pagesCompounding Additives: in This Chaptermonalihania100% (1)
- M. Tech Polymer TechnologyDocument17 pagesM. Tech Polymer TechnologySyed ZabiullahNo ratings yet
- LATEX DIPPING PROCESS FOR NATURAL RUBBER BANDSDocument5 pagesLATEX DIPPING PROCESS FOR NATURAL RUBBER BANDSChalani NeranjanaNo ratings yet
- Polymers Unit Exploring Key ConceptsDocument23 pagesPolymers Unit Exploring Key ConceptsderbewalebelNo ratings yet
- Seminar On "Flame Retardent Synthetic Fibres": By: Raghav Mehra Mtech 1 YearDocument49 pagesSeminar On "Flame Retardent Synthetic Fibres": By: Raghav Mehra Mtech 1 YearRaghav MehraNo ratings yet
- Easing Your Way To Reliable Peelable Seals HahmDocument8 pagesEasing Your Way To Reliable Peelable Seals HahmAbhineet ShrivastavaNo ratings yet
- Rubber CompoundingDocument3 pagesRubber CompoundingAloka KarunarathneNo ratings yet
- Polymer additives and compounding guideDocument14 pagesPolymer additives and compounding guidesamrahamidNo ratings yet
- Chapter 8 - PolymerDocument24 pagesChapter 8 - PolymerAsh DenemNo ratings yet
- Blocbuilder Ma v3Document3 pagesBlocbuilder Ma v3mrleenpieters01No ratings yet
- PC AdmixDocument8 pagesPC AdmixosamaNo ratings yet
- Polymers and Polymers BlendsDocument51 pagesPolymers and Polymers Blendsziradagreat539No ratings yet
- Polymer Synthesis AND Characterization: Basic Laboratory Course For Polymer Science M. Sc. ProgramDocument51 pagesPolymer Synthesis AND Characterization: Basic Laboratory Course For Polymer Science M. Sc. ProgramFA AyNo ratings yet
- BlendsDocument106 pagesBlendsAnish Kumar100% (1)
- Polymer Structure-Property Relationship GuideDocument10 pagesPolymer Structure-Property Relationship GuidePathik ShahNo ratings yet
- Basics of PolymersDocument23 pagesBasics of PolymersCharleneKronstedtNo ratings yet
- TasksDocument2 pagesTasksFaisal IqbalNo ratings yet
- Waresa Group Chairman highlights commitment to quality, community impactDocument8 pagesWaresa Group Chairman highlights commitment to quality, community impactFaisal IqbalNo ratings yet
- EVA Compounding Plant Shift ReportDocument1 pageEVA Compounding Plant Shift ReportFaisal IqbalNo ratings yet
- Weekly department meeting scheduleDocument1 pageWeekly department meeting scheduleFaisal IqbalNo ratings yet
- Detergency Performances of Liquid Detergent FormulationsDocument2 pagesDetergency Performances of Liquid Detergent FormulationsFaisal IqbalNo ratings yet
- Leading Pakistan Group Waresa - Footwear, Chemicals, HealthcareDocument2 pagesLeading Pakistan Group Waresa - Footwear, Chemicals, HealthcareFaisal IqbalNo ratings yet
- Polymer Processing Design Lab Report SummaryDocument6 pagesPolymer Processing Design Lab Report SummaryFaisal IqbalNo ratings yet
- FTIRDocument14 pagesFTIRFaisal IqbalNo ratings yet
- Laboratory Report on Polymer Processing Design LabDocument5 pagesLaboratory Report on Polymer Processing Design LabFaisal IqbalNo ratings yet
- Horizontal Injection MoldingDocument6 pagesHorizontal Injection MoldingFaisal IqbalNo ratings yet
- MIGC Industries Chemical ProductsDocument14 pagesMIGC Industries Chemical ProductsFaisal IqbalNo ratings yet
- Blown FilmDocument5 pagesBlown FilmFaisal IqbalNo ratings yet
- MIGC ProfileDocument12 pagesMIGC ProfileFaisal IqbalNo ratings yet
- Extrusion Blow MoldingDocument4 pagesExtrusion Blow MoldingFaisal IqbalNo ratings yet
- FunctionDocument2 pagesFunctionFaisal IqbalNo ratings yet
- A2 Word FileDocument1 pageA2 Word FileFaisal IqbalNo ratings yet
- A1 wordDTADocument1 pageA1 wordDTAFaisal IqbalNo ratings yet
- 2018-PE-02 Analysis & CharatizationDocument8 pages2018-PE-02 Analysis & CharatizationFaisal IqbalNo ratings yet
- SR# Chemical Amount Price PurposeDocument2 pagesSR# Chemical Amount Price PurposeFaisal IqbalNo ratings yet
- Frequency Sweep Data AnalysisDocument3 pagesFrequency Sweep Data AnalysisFaisal IqbalNo ratings yet
- Tor Ferita 4C6 blf177 2Document2 pagesTor Ferita 4C6 blf177 2cana_robertNo ratings yet
- Analysis of Leaf Spring Conditions For Heavy Duty VehicleDocument8 pagesAnalysis of Leaf Spring Conditions For Heavy Duty Vehicle신동호No ratings yet
- Thermal Processing of MetalsDocument63 pagesThermal Processing of MetalsNagaVenkateshGNo ratings yet
- Indian Standard: Specification FOR Austenitic Iron CastingsDocument28 pagesIndian Standard: Specification FOR Austenitic Iron Castingsanand.bharadwajNo ratings yet
- Mineral Wool Compressive PropertiesDocument10 pagesMineral Wool Compressive Propertiespturner890No ratings yet
- Nanotechnology applications in medicine, energy, information and moreDocument11 pagesNanotechnology applications in medicine, energy, information and moreblossom_1411No ratings yet
- Development and Analysis of Composite Overwrapped Pressure Vessels For Hydrogen StorageDocument15 pagesDevelopment and Analysis of Composite Overwrapped Pressure Vessels For Hydrogen Storagefor gamesNo ratings yet
- Timber Calculations Tables ADocument3 pagesTimber Calculations Tables AcdmaaNo ratings yet
- Titanium AnodizingDocument4 pagesTitanium Anodizingsje productionNo ratings yet
- Book List1111Document2 pagesBook List1111abdulmatinhublikarNo ratings yet
- FILTRATION AREADocument19 pagesFILTRATION AREASalman CnNo ratings yet
- Tutorial 9 Induction Motors IDocument2 pagesTutorial 9 Induction Motors IAkshat SharmaNo ratings yet
- Virtualwindtunnel EbookDocument78 pagesVirtualwindtunnel EbookEfrain Diaz Garcia100% (1)
- 1E5 - APL2 - Glass - Structures VU PDFDocument8 pages1E5 - APL2 - Glass - Structures VU PDFAnonymous AV90SAXa5VNo ratings yet
- Mid Sem Exam TA201 20170920 SolutionDocument6 pagesMid Sem Exam TA201 20170920 SolutionIshika SinghNo ratings yet
- 430 Specification PDFDocument1 page430 Specification PDFGagat GongatNo ratings yet
- GEASDocument48 pagesGEASJonar MarieNo ratings yet
- Chapter 3 TYPICAL DAMAGES OF MACHINE PARTSDocument19 pagesChapter 3 TYPICAL DAMAGES OF MACHINE PARTSOusman ToficNo ratings yet
- 1.4841 Aisi 314Document1 page1.4841 Aisi 314Josevi Jiménez MerinoNo ratings yet
- Mechanics of SolidsDocument4 pagesMechanics of SolidsHiren DesaiNo ratings yet
- Student Lab 1 Intro Semiconductor LabvoltDocument5 pagesStudent Lab 1 Intro Semiconductor LabvoltbishoyNo ratings yet
- Physical Science Quarter 2 Module 3Document30 pagesPhysical Science Quarter 2 Module 3JUNEDELL BALDONNo ratings yet
- 5fb632fe646df PDFDocument21 pages5fb632fe646df PDFRS AyanshNo ratings yet
- Exp 4 FMDocument17 pagesExp 4 FMKhadijah Ulol AzmiNo ratings yet
- Notes 01 Spring2014Document47 pagesNotes 01 Spring2014annerivervalleyNo ratings yet
- Irfp 90N20DDocument10 pagesIrfp 90N20DF.da CostaNo ratings yet
- Tool Wear and FailureDocument65 pagesTool Wear and FailureBasarabeanuNo ratings yet
- KaysDocument62 pagesKaysdarshildj100% (1)