You might also like
- KEC Internship ReportDocument20 pagesKEC Internship ReportKartik SKNo ratings yet
- Coop Report EidDocument15 pagesCoop Report Eidalijadoon100% (1)
- Causes of Failure and Repairing Options PDFDocument17 pagesCauses of Failure and Repairing Options PDFSubhash AhujaNo ratings yet
- Jimma Institute of Technology: Product Design: Introduction Lecture-IDocument35 pagesJimma Institute of Technology: Product Design: Introduction Lecture-IfayzaNo ratings yet
- H010ARDocument22 pagesH010ARMohammed ChaabateNo ratings yet
- Presented by Mohammed Fajis Mahesh M Narmatha Devi V.PDocument20 pagesPresented by Mohammed Fajis Mahesh M Narmatha Devi V.Pmahy_1986No ratings yet
- BF Design PDFDocument4 pagesBF Design PDFhalder_kalyan9216No ratings yet
- 2003 Final Term Paper of CreativityDocument27 pages2003 Final Term Paper of CreativityAnkur SharmaNo ratings yet
- 663 Chemical TechnologyDocument28 pages663 Chemical TechnologyAnonymous okVyZFmqqXNo ratings yet
- Influence of Steel Slag Addition On Strength Characteristics of Clayey SoilDocument11 pagesInfluence of Steel Slag Addition On Strength Characteristics of Clayey SoilIJRASETPublicationsNo ratings yet
- A Comprehensive Review of Recent Advances in Magnesia Carbon RefractoryDocument9 pagesA Comprehensive Review of Recent Advances in Magnesia Carbon RefractorySoumya MukherjeeNo ratings yet
- Mahakal Institute of Technology, Ujjain: TH THDocument35 pagesMahakal Institute of Technology, Ujjain: TH THashlay evans100% (1)
- Sty MatDocument7 pagesSty Matsonalisabir100% (1)
- Compare alumina and magnesia-based castables containing graphiteDocument15 pagesCompare alumina and magnesia-based castables containing graphiteBagas Prasetyawan Adi NugrohoNo ratings yet
- Vermiculite Is A Hydrous Phyllosilicate MineralDocument5 pagesVermiculite Is A Hydrous Phyllosilicate Mineralkaweesa mosesNo ratings yet
- Protecting Your Investment with Refractory Inspection TechniquesDocument33 pagesProtecting Your Investment with Refractory Inspection TechniquesFränk HäyfördNo ratings yet
- CUMIDocument69 pagesCUMIamuliya v.sNo ratings yet
- Flotation Optimization of High Talc-Containing Ore from ZimbabweDocument179 pagesFlotation Optimization of High Talc-Containing Ore from ZimbabweLionel YdeNo ratings yet
- Utilization of Waste From Rice ProductionDocument17 pagesUtilization of Waste From Rice ProductionEmilia_P100% (2)
- KAIZEN Root Cause Analysis Fishbone DiagramDocument19 pagesKAIZEN Root Cause Analysis Fishbone DiagramAli YudiNo ratings yet
- Summer Industrial Training ReportDocument43 pagesSummer Industrial Training Reportankit gouravNo ratings yet
- Vesuvius ResearchDocument9 pagesVesuvius ResearchRohit ThapliyalNo ratings yet
- Bonding of mgOC Brick by Catalytically Activated ResinDocument4 pagesBonding of mgOC Brick by Catalytically Activated ResinBagas Prasetyawan Adi NugrohoNo ratings yet
- Project ReportDocument47 pagesProject ReportA/4041 /Haridoss.SNo ratings yet
- Study On Partial Replacement of Coarse Aggregate With Steel SlagDocument9 pagesStudy On Partial Replacement of Coarse Aggregate With Steel SlagIJRASETPublicationsNo ratings yet
- Danieli Corus Hot Blast Stoves Achieve 30-Year LifetimesDocument8 pagesDanieli Corus Hot Blast Stoves Achieve 30-Year LifetimesINDRAJIT SAONo ratings yet
- Chapter 6 PDFDocument102 pagesChapter 6 PDFOscar Espinosa BonillaNo ratings yet
- STM TataSteel Group7 SectionBDocument53 pagesSTM TataSteel Group7 SectionBSiddharth Sharma100% (1)
- Prepared By:-Sumant Sahu Metallurgy 3203808302Document21 pagesPrepared By:-Sumant Sahu Metallurgy 3203808302Rahul PandeyNo ratings yet
- BHEL Internship Report: Insights into Operations, Structure and ContributionsDocument15 pagesBHEL Internship Report: Insights into Operations, Structure and ContributionsAditi Yadav100% (1)
- Expansion Behavior of CementDocument9 pagesExpansion Behavior of CementJarek PlaszczycaNo ratings yet
- Globar SD Heating Elements ENGDocument28 pagesGlobar SD Heating Elements ENGJohn Jairo CelisNo ratings yet
- Study On Supply Chain Management at Visakhapatnam Steelplant (Rinl), VizagDocument76 pagesStudy On Supply Chain Management at Visakhapatnam Steelplant (Rinl), VizagSahil GouthamNo ratings yet
- Termolab General Catalogue High Temperature FurnacesDocument27 pagesTermolab General Catalogue High Temperature Furnacesedwcaran100% (1)
- Hydration of refractory oxides mixtures studied by calorimetryDocument7 pagesHydration of refractory oxides mixtures studied by calorimetryErnandes PaivaNo ratings yet
- Slide Gate System DevelopmentDocument14 pagesSlide Gate System DevelopmentA.S.M. Mosayeb RafiNo ratings yet
- AmiimDocument9 pagesAmiimRanjan SahooNo ratings yet
- Jimma Institute of Technology: Product Design Lecture-IIIDocument49 pagesJimma Institute of Technology: Product Design Lecture-IIIfayzaNo ratings yet
- E 12Document121 pagesE 12sadhuNo ratings yet
- EAF GeneralDocument60 pagesEAF GeneralFaisal SalehNo ratings yet
- Good Ladle Preheating PracticesDocument9 pagesGood Ladle Preheating PracticessriNo ratings yet
- Dokumen Tips Zimsec o Level Computer Studies Project Studies Noteso Level Computer Studies PDFDocument6 pagesDokumen Tips Zimsec o Level Computer Studies Project Studies Noteso Level Computer Studies PDFSinclair LungaNo ratings yet
- Case Study Application of Dmaic To Academic Assessment in Higher EducationDocument10 pagesCase Study Application of Dmaic To Academic Assessment in Higher EducationAmir ShahzadNo ratings yet
- Secondary Steelmaking Refractories: A Practical Training SeminarDocument4 pagesSecondary Steelmaking Refractories: A Practical Training SeminarJose Marval RodriguezNo ratings yet
- A Study On Indian Refractories IndustryDocument10 pagesA Study On Indian Refractories IndustryMahesh BuffettNo ratings yet
- Refractory Solutions Improve Steel CleanlinessDocument9 pagesRefractory Solutions Improve Steel CleanlinessBagas Prasetyawan Adi NugrohoNo ratings yet
- Year Minimills 2010Document8 pagesYear Minimills 2010mishtinilNo ratings yet
- Effect of Filler Replacement on High Alumina Castable PropertiesDocument53 pagesEffect of Filler Replacement on High Alumina Castable PropertiesMagesh KumarNo ratings yet
- Thermal Conductivity of Refractory MaterialsDocument108 pagesThermal Conductivity of Refractory MaterialsKhaled BOUALINo ratings yet
- Jimma Institute of Technology: Product Design Mechanical PropertiesDocument26 pagesJimma Institute of Technology: Product Design Mechanical PropertiesfayzaNo ratings yet
- SinteringDocument92 pagesSinteringnvc_vishwanathanNo ratings yet
- Chapter 5 Structural Imperfections 1Document52 pagesChapter 5 Structural Imperfections 1耀慶No ratings yet
- Improvement of Surface Quality of Continuously Cast Steel Control PDFDocument130 pagesImprovement of Surface Quality of Continuously Cast Steel Control PDFChrist ChristiNo ratings yet
- Effect of Drying Time and Temperature on Strength Development of Low Cement CastablesDocument58 pagesEffect of Drying Time and Temperature on Strength Development of Low Cement CastablesSunanda NandiNo ratings yet
- PAPER KAIZEN Within INNOVATION ProcessDocument25 pagesPAPER KAIZEN Within INNOVATION ProcessFrancis ParedesNo ratings yet
- Jimma University Assignment on Dolomite and Chrome RefractoriesDocument20 pagesJimma University Assignment on Dolomite and Chrome RefractoriesfayzaNo ratings yet
- 2020 - Fast Drying of High-Alumina MgO-bonded Refractory CastablesDocument12 pages2020 - Fast Drying of High-Alumina MgO-bonded Refractory CastablesKhaled BOUALINo ratings yet
- Project Industrial VisitDocument10 pagesProject Industrial VisitVikas GangishettyNo ratings yet
- Internship Repot BobDocument43 pagesInternship Repot BobHARSH SHAHNo ratings yet
- Kiocl ReportDocument7 pagesKiocl Reportsubhram nandaNo ratings yet
- VRB Design For ParwanDocument39 pagesVRB Design For ParwanSUPERINTENDING ENGINEERNo ratings yet
- Lou Rui Tomb ExcavationDocument9 pagesLou Rui Tomb ExcavationJoshua Immanuel Gani100% (1)
- Lintel DesignDocument7 pagesLintel DesignDan AielloNo ratings yet
- Name of Work: Rate Analysis For Valve Chamber (1.5 M X 1.5 M X 1 M)Document5 pagesName of Work: Rate Analysis For Valve Chamber (1.5 M X 1.5 M X 1 M)Vijay SinghNo ratings yet
- Special Foundations - What They Are. David Bowden (2015)Document12 pagesSpecial Foundations - What They Are. David Bowden (2015)Geotech NicalNo ratings yet
- Masonry Retaining Wall DesignDocument8 pagesMasonry Retaining Wall Designusmanaltaf1100% (1)
- Galintel - Hot Dip Galvanised Lintels 1Document16 pagesGalintel - Hot Dip Galvanised Lintels 1sandeepsharmafjNo ratings yet
- Door and Window Frames - Fixing Window and Door Frames - Wooden Door Frames - Aluminum Door Frames - Iron Door Frames - GharExpert PDFDocument28 pagesDoor and Window Frames - Fixing Window and Door Frames - Wooden Door Frames - Aluminum Door Frames - Iron Door Frames - GharExpert PDFSelvaraj VillyNo ratings yet
- Tablas CM y CV - Asce 7-10Document9 pagesTablas CM y CV - Asce 7-10Josep R HerreraNo ratings yet
- Estimating - Practice Solutions PE CivilDocument8 pagesEstimating - Practice Solutions PE CivilbrunoelageNo ratings yet
- Greenjams PDFDocument4 pagesGreenjams PDFSanjanaNo ratings yet
- What Is The Importance of Civil Engineering Materials?: 2 (A) First Class BricksDocument12 pagesWhat Is The Importance of Civil Engineering Materials?: 2 (A) First Class BricksMohammad JunaidNo ratings yet
- Brick PropertiesDocument6 pagesBrick Propertiesswathia09No ratings yet
- Exposed Brickwork PDFDocument2 pagesExposed Brickwork PDFEdwardNo ratings yet
- Water Penetration Resistance - Design and Detailing: Technical Notes 7Document15 pagesWater Penetration Resistance - Design and Detailing: Technical Notes 7Samad SamadiNo ratings yet
- Supreme Beam & Block Flooring System GuideDocument7 pagesSupreme Beam & Block Flooring System GuidehemendraengNo ratings yet
- Curtis D. Bungard, P.E. Engineering & BuildingDocument14 pagesCurtis D. Bungard, P.E. Engineering & Buildingj_brug571No ratings yet
- HBA FORM-1 & 2Document4 pagesHBA FORM-1 & 2msreddympmNo ratings yet
- Construction Cost Management Systems: Lecture 1: Course Introduction, Basics of Cost Management, Intro To IS 1200Document29 pagesConstruction Cost Management Systems: Lecture 1: Course Introduction, Basics of Cost Management, Intro To IS 1200Er Inamul HassanNo ratings yet
- Write Short Notes OnDocument6 pagesWrite Short Notes OnAhmed M. FathiNo ratings yet
- Covington Asae 6 1905 PDFDocument24 pagesCovington Asae 6 1905 PDFنادر صديقNo ratings yet
- Disaster Management and Mitigation Centeruttarakhand-Technical Guidelines Information For Stone Construction in Uttarakhand Part IDocument31 pagesDisaster Management and Mitigation Centeruttarakhand-Technical Guidelines Information For Stone Construction in Uttarakhand Part IVlasios Frangis100% (1)
- Masonry Method Statement for Grand Residence Brick WallDocument17 pagesMasonry Method Statement for Grand Residence Brick WallMengthuyNo ratings yet
- Low Cost HousingDocument42 pagesLow Cost Housingsai kiran100% (1)
- SECTION 2400 FinalDocument24 pagesSECTION 2400 Finalkartick adhikaryNo ratings yet
- Besser Block and Brick Guide: VictoriaDocument8 pagesBesser Block and Brick Guide: VictoriaKim Hien LeeNo ratings yet
- Structural Specification Final CompleteDocument37 pagesStructural Specification Final Completekanishka0% (1)
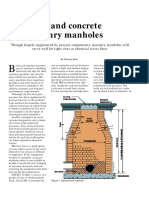
- Concrete Construction Article PDF - Brick and Concrete Masonry Manholes PDFDocument2 pagesConcrete Construction Article PDF - Brick and Concrete Masonry Manholes PDFtaufik saariNo ratings yet
- E Brosur SawanganDocument17 pagesE Brosur SawanganlouiscechNo ratings yet
- BOQ For 3 Proposed Storide School Building at ShariatpurDocument13 pagesBOQ For 3 Proposed Storide School Building at ShariatpurSandu AndreiNo ratings yet