You might also like
- Structural Design Guidelines RC PC BridgesDocument57 pagesStructural Design Guidelines RC PC BridgesagnayelNo ratings yet
- Fuel Tank Ring Beam Design CalculationDocument11 pagesFuel Tank Ring Beam Design CalculationDawson Preethi EA94% (16)
- ACI Beam LedgeDocument4 pagesACI Beam Ledgeaminjoles100% (2)
- DSG-SE-02 Tank Found Concrete Ring WallDocument5 pagesDSG-SE-02 Tank Found Concrete Ring Wallmedhat145100% (1)
- Pipe Stress Analysis and Layout of Hot and Cold PipingDocument27 pagesPipe Stress Analysis and Layout of Hot and Cold PipingJosé Antonio Alarcón LeónNo ratings yet
- Bridge Abutment DesignDocument15 pagesBridge Abutment DesignPRAVEEN NAUTIYAL100% (1)
- DNV Guideline - Allowable Thickness Diminution For Hull StructureDocument38 pagesDNV Guideline - Allowable Thickness Diminution For Hull StructureDmitrii Pustoshkin100% (1)
- Project D1 - Ship Stability, Brem PavloDocument9 pagesProject D1 - Ship Stability, Brem PavloПавел БремNo ratings yet
- Book Engineering International ExcelDocument709 pagesBook Engineering International ExcelAnonymous pqzrPMJJFTNo ratings yet
- SteelDocument5 pagesSteelEllain Mieirlissa BuyanNo ratings yet
- Loading and Design of Box Culverts To EurocodesDocument35 pagesLoading and Design of Box Culverts To Eurocodeslnanescu83% (6)
- Bearing Capacity Technical GuidanceDocument16 pagesBearing Capacity Technical GuidanceJuan Manuel Velazquez GonzalezNo ratings yet
- Shallow Foundations: o o o o oDocument11 pagesShallow Foundations: o o o o otoluca28No ratings yet
- Draft Format Use or Cite: Chapter 7 Snow LoadsDocument34 pagesDraft Format Use or Cite: Chapter 7 Snow LoadssharethefilesNo ratings yet
- Loads For Design of Sub-Structure 28.12.20Document72 pagesLoads For Design of Sub-Structure 28.12.20mayank007aggarwal100% (1)
- Concrete Dam Analysis and DesignDocument34 pagesConcrete Dam Analysis and DesignYosi100% (1)
- Application of Forces Acting On Jetty StructureDocument9 pagesApplication of Forces Acting On Jetty StructureIJSTENo ratings yet
- Bridge Analysis & Design ProcedureDocument6 pagesBridge Analysis & Design ProcedurePrakash Singh Rawal80% (5)
- 001 10067-9-V01-G00Z-01671 N/a 0 2Document39 pages001 10067-9-V01-G00Z-01671 N/a 0 2Ahmed SaadNo ratings yet
- Iata Ahm-513Document15 pagesIata Ahm-513Santiago Herrera PalacioNo ratings yet
- 200 THK Grade Slab-50kn Variable Load-With FibreDocument7 pages200 THK Grade Slab-50kn Variable Load-With FibreFazilat Mohammad Zaidi0% (1)
- Strength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresFrom EverandStrength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresRating: 4 out of 5 stars4/5 (1)
- Design of HopperDocument18 pagesDesign of HopperJitendra SinghNo ratings yet
- Ur S19rev5Document23 pagesUr S19rev5Ainul YaqienNo ratings yet
- Ur S17rev10Document2 pagesUr S17rev10Maan MrabetNo ratings yet
- Ur S21acorr2Document41 pagesUr S21acorr2mathias alfred jeschke lopezNo ratings yet
- Section 2 I S: 1 General 2 Design CriteriaDocument6 pagesSection 2 I S: 1 General 2 Design Criteriasara_grNo ratings yet
- CM 3.4 LRFD Culvert Design Loads PDFDocument68 pagesCM 3.4 LRFD Culvert Design Loads PDFJose Barquet TellezNo ratings yet
- PartF Vol2 2017Document3 pagesPartF Vol2 2017DomenicoNo ratings yet
- Longitudinal StrengthDocument24 pagesLongitudinal StrengthSiddhant AgarwalNo ratings yet
- 4.GSK and Ship Stability PDFDocument28 pages4.GSK and Ship Stability PDFTaufiq JahanNo ratings yet
- Pipe Material Strength CalculationDocument8 pagesPipe Material Strength CalculationnidhinNo ratings yet
- Approval of High Density Cargo Limitation On Max Filling HeightDocument2 pagesApproval of High Density Cargo Limitation On Max Filling Heightval-ovidiu iordacheNo ratings yet
- 62 IcmdDocument6 pages62 IcmdVanessa ThomazNo ratings yet
- GC 7 Carriage of Products Not Covered by The Code GC7Document2 pagesGC 7 Carriage of Products Not Covered by The Code GC7aakhyar_2No ratings yet
- Ur G1rev3corr1Document20 pagesUr G1rev3corr1Seong Ju KangNo ratings yet
- S11 Longitudinal Strength Standard S11: Fs Are As Shown in Fig. 1Document13 pagesS11 Longitudinal Strength Standard S11: Fs Are As Shown in Fig. 1poovendanNo ratings yet
- Concret DamDocument30 pagesConcret DamYosi100% (1)
- Loads For Design of Sub-Structure 28.12.20Document72 pagesLoads For Design of Sub-Structure 28.12.20mayank007aggarwalNo ratings yet
- Huong Dan MegafloorDocument11 pagesHuong Dan Megafloortrung1983No ratings yet
- S27 Strength Requirements For Fore Deck Fittings and Equipment S27Document7 pagesS27 Strength Requirements For Fore Deck Fittings and Equipment S27dsrfgNo ratings yet
- SC161 SC161 Timber Deck Cargo in The Context of Damage Stability RequirementsDocument3 pagesSC161 SC161 Timber Deck Cargo in The Context of Damage Stability RequirementsMehmet AliNo ratings yet
- (E) Chapter 1 - Shallow FoundationDocument27 pages(E) Chapter 1 - Shallow FoundationMoses HonNo ratings yet
- Pages From (API 650-2003 Storage Tanks-Unprotected)Document1 pagePages From (API 650-2003 Storage Tanks-Unprotected)Vy NguyenNo ratings yet
- Gross Tonnage Calculation, Estimate The Total of Crew, Payload, Calculation of Frame Double Bottom and Bulkhead PlanDocument14 pagesGross Tonnage Calculation, Estimate The Total of Crew, Payload, Calculation of Frame Double Bottom and Bulkhead Planryo asg5No ratings yet
- S9 Side Shell Doors and Stern Doors S9: Securing DeviceDocument11 pagesS9 Side Shell Doors and Stern Doors S9: Securing DeviceHuy ChínhNo ratings yet
- Requirements Concerning Gas Tankers: International Association of Classification SocietiesDocument31 pagesRequirements Concerning Gas Tankers: International Association of Classification Societiesharikrishnanpd3327No ratings yet
- Requirements Concerning Gas Tankers: International Association of Classification SocietiesDocument31 pagesRequirements Concerning Gas Tankers: International Association of Classification SocietiescklconNo ratings yet
- Type A and B ExplainDocument17 pagesType A and B ExplainAung Htet KyawNo ratings yet
- Chapter-Ii-Bearing Capacity of Foundation SoilDocument24 pagesChapter-Ii-Bearing Capacity of Foundation Soilabyalew b.No ratings yet
- Bearing Capacity Technical GuidanceDocument16 pagesBearing Capacity Technical Guidancesks_242No ratings yet
- Notes 6Document4 pagesNotes 6Ruben ChirinosNo ratings yet
- Concrete DamsDocument34 pagesConcrete DamsWeldayNo ratings yet
- Iacs Rec 24Document2 pagesIacs Rec 24JiadanNo ratings yet
- No. 24 Intact Stability No. 24Document2 pagesNo. 24 Intact Stability No. 24MCano8921No ratings yet
- Rec 24 pdf183Document2 pagesRec 24 pdf183Ibrahim RahmatullahNo ratings yet
- 2 3 5 Practice Paper Bridge Abutment DesignDocument15 pages2 3 5 Practice Paper Bridge Abutment DesignAchilleas21No ratings yet
- EXCEPTION: Flexible, Folding or Portable Partitions Are Not: Section 1612 - Combinations of LoadsDocument1 pageEXCEPTION: Flexible, Folding or Portable Partitions Are Not: Section 1612 - Combinations of LoadsLee LaiHaaNo ratings yet
- Timber Cargo StabilityDocument4 pagesTimber Cargo StabilityCapt. Lakhi Narayan Mandal IMU Navi Mumbai CampusNo ratings yet
- Requirements Concerning Gas Tankers: International Association of Classification SocietiesDocument36 pagesRequirements Concerning Gas Tankers: International Association of Classification SocietieschrisNo ratings yet
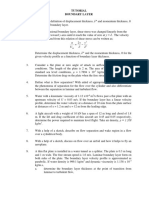
- Y y U U: Tutorial Boundary LayerDocument3 pagesY y U U: Tutorial Boundary LayernoraNo ratings yet
- Transactions of the American Society of Civil Engineers, Vol. LXX, Dec. 1910 Locomotive Performance On Grades Of Various Lengths, Paper No. 1172From EverandTransactions of the American Society of Civil Engineers, Vol. LXX, Dec. 1910 Locomotive Performance On Grades Of Various Lengths, Paper No. 1172No ratings yet
- GL NDA 0027ND Rev9 Guidelines For Marine Lifting Operations1Document42 pagesGL NDA 0027ND Rev9 Guidelines For Marine Lifting Operations1Maan MrabetNo ratings yet
- Ur F2rev2Document1 pageUr F2rev2Maan MrabetNo ratings yet
- F45 Installation of BWMS On-Board ShipsDocument9 pagesF45 Installation of BWMS On-Board ShipsMaan MrabetNo ratings yet
- Amsa1627 STCW 59Document5 pagesAmsa1627 STCW 59Maan MrabetNo ratings yet
- Ur E25rev1Document2 pagesUr E25rev1Maan MrabetNo ratings yet
- Ur F15rev6corr1Document1 pageUr F15rev6corr1Maan MrabetNo ratings yet
- Ur F13rev1Document1 pageUr F13rev1Maan MrabetNo ratings yet
- Ur F6rev1Document1 pageUr F6rev1Maan MrabetNo ratings yet
- A2 Tank Cleaning Openings F3Document1 pageA2 Tank Cleaning Openings F3Maan MrabetNo ratings yet
- Ur F5rev1Document1 pageUr F5rev1Maan MrabetNo ratings yet
- Ur F16rev1Document1 pageUr F16rev1Maan MrabetNo ratings yet
- Ur F24rev2Document1 pageUr F24rev2Maan MrabetNo ratings yet
- Ur F8rev1Document1 pageUr F8rev1Maan MrabetNo ratings yet
- Fire Detecting System For Unattended Machinery Spaces F32: IACS Req. 1976Document1 pageFire Detecting System For Unattended Machinery Spaces F32: IACS Req. 1976Maan MrabetNo ratings yet
- Ur F20rev7Document3 pagesUr F20rev7Maan MrabetNo ratings yet
- Ur F29rev6Document1 pageUr F29rev6Maan MrabetNo ratings yet
- Ur F26rev3Document1 pageUr F26rev3Maan MrabetNo ratings yet
- Prohibition of Carriage in Fore Peak Tanks of Oil or Other Liquid Substances Which Are Flammable F33Document1 pageProhibition of Carriage in Fore Peak Tanks of Oil or Other Liquid Substances Which Are Flammable F33Maan MrabetNo ratings yet
- Ur F35rev8Document2 pagesUr F35rev8Maan MrabetNo ratings yet
- Ur F43rev2Document1 pageUr F43rev2Maan MrabetNo ratings yet
- Deleted 1997Document1 pageDeleted 1997Maan MrabetNo ratings yet
- Cargo Openings in The Bottoms of Topside Tanks of Ships Carrying Alternatively Oil and Grain F27Document1 pageCargo Openings in The Bottoms of Topside Tanks of Ships Carrying Alternatively Oil and Grain F27Maan MrabetNo ratings yet
- Ur E10rev8corr1Document11 pagesUr E10rev8corr1Maan MrabetNo ratings yet
- Fire Testing of Flexible Pipes: IACS Req. 1995Document1 pageFire Testing of Flexible Pipes: IACS Req. 1995Maan MrabetNo ratings yet
- Ur E7rev5Document1 pageUr E7rev5Maan MrabetNo ratings yet
- Ur F46newDocument1 pageUr F46newMaan MrabetNo ratings yet
- Requirements Concerning Electrical and Electronic InstallationsDocument113 pagesRequirements Concerning Electrical and Electronic InstallationsMaan MrabetNo ratings yet
- Ur E11rev4Document8 pagesUr E11rev4Maan MrabetNo ratings yet
- Ur E17rev1Document1 pageUr E17rev1Maan MrabetNo ratings yet
- Ur E13rev3corr1Document6 pagesUr E13rev3corr1Maan MrabetNo ratings yet
- BMT Lab Manual - NewDocument109 pagesBMT Lab Manual - NewAravind B Patil100% (1)
- Lai BinglinDocument22 pagesLai BinglinNicholas Chin Yong LekNo ratings yet
- 50 Multiple Choice Questions On Mechanical Engineering - Gonit SoraDocument13 pages50 Multiple Choice Questions On Mechanical Engineering - Gonit SoraGouri Shankar SSNo ratings yet
- Wood Introduction and FlexureDocument44 pagesWood Introduction and FlexureGundamNo ratings yet
- ME374 - Final Examination 1Document2 pagesME374 - Final Examination 1Christian Breth BurgosNo ratings yet
- Prediction of Deformation For Monopile FoundationDocument7 pagesPrediction of Deformation For Monopile FoundationsonNo ratings yet
- Theory of Structures-HandbookDocument25 pagesTheory of Structures-HandbookDanica Rose SalangadNo ratings yet
- Stress Analysis of Steam Piping SystemDocument6 pagesStress Analysis of Steam Piping SystemDaniel Camilo SalamancaNo ratings yet
- Chapter 5 - Torsion - Strength of Materials - Part 1Document10 pagesChapter 5 - Torsion - Strength of Materials - Part 1Vipin PatelNo ratings yet
- Raft Foundation 2.0Document6 pagesRaft Foundation 2.0anuragNo ratings yet
- Section 9 Members Subjected To Combined Forces: (Beam-Columns)Document19 pagesSection 9 Members Subjected To Combined Forces: (Beam-Columns)hema kumarNo ratings yet
- Analysis of Crack Detection of A Cantilever Beam Using Finite Element Analysis IJERTV4IS041005Document6 pagesAnalysis of Crack Detection of A Cantilever Beam Using Finite Element Analysis IJERTV4IS041005Khurram ShehzadNo ratings yet
- Ies 2002 - II ScanDocument32 pagesIes 2002 - II ScanK.v.SinghNo ratings yet
- Data Reduction & Dynamic P-Y Paper 1Document13 pagesData Reduction & Dynamic P-Y Paper 1Moustafa El-SawyNo ratings yet
- 5 Shear-CentreDocument6 pages5 Shear-CentreRishNo ratings yet
- Design of Longitudinal Girders: Exterior GirderDocument9 pagesDesign of Longitudinal Girders: Exterior GirderteweldeNo ratings yet
- Improved Transverse Shear Stresses in Composite Finite Elements Based On First Order Shear Deformation TheoryDocument10 pagesImproved Transverse Shear Stresses in Composite Finite Elements Based On First Order Shear Deformation TheoryesatecNo ratings yet
- Theory of Plates & Shells: M.Tech - Second Semester (Civil Engineering (Structural Engineering) ) (Old) Full-TimeDocument2 pagesTheory of Plates & Shells: M.Tech - Second Semester (Civil Engineering (Structural Engineering) ) (Old) Full-Timeasavari surjuseNo ratings yet
- The Performance of Plate Girders Reinforced With CFRP Plates of VariousDocument11 pagesThe Performance of Plate Girders Reinforced With CFRP Plates of VariousKhắc ĐăngNo ratings yet
- 17CVL37 - BMT Lab PDFDocument47 pages17CVL37 - BMT Lab PDFkamalnitrrNo ratings yet
- ASTM D790 2010.flexionDocument11 pagesASTM D790 2010.flexionaletapia100% (1)
- LVL & PSL Beam Shear, Flexure and Moment of Inertia TableDocument1 pageLVL & PSL Beam Shear, Flexure and Moment of Inertia Tableodiseo_basquasaNo ratings yet
- Composite Analysis PPT Vers 97 2003 PDFDocument57 pagesComposite Analysis PPT Vers 97 2003 PDFDeva IsmayaNo ratings yet