You might also like
- Derrick Inspection Report TemplateDocument28 pagesDerrick Inspection Report TemplatesalgadofilhaNo ratings yet
- SB Darron Non-Magnetic Drill Collar CatalogDocument51 pagesSB Darron Non-Magnetic Drill Collar CatalogSiva GanaNo ratings yet
- Ebook Stenciling On Fabric TutorialDocument15 pagesEbook Stenciling On Fabric TutorialJanet Knapp100% (1)
- Thread Protector Testing - PTR-7.3.10-7-LCSG-FULL-PLASTIC-API-5-CT-PERFORMANCE-TEST-REPORTDocument38 pagesThread Protector Testing - PTR-7.3.10-7-LCSG-FULL-PLASTIC-API-5-CT-PERFORMANCE-TEST-REPORTInChy Rencarnation PoseidonNo ratings yet
- B+V Manual - Elevator Links PDFDocument10 pagesB+V Manual - Elevator Links PDFYina UsecheNo ratings yet
- ABS Drops Guide E-Sept17Document85 pagesABS Drops Guide E-Sept17Max BeeksNo ratings yet
- X Over Wash Pipe FJWPDocument1 pageX Over Wash Pipe FJWPkhalilNo ratings yet
- SOP-4-Making Up & Break Out BHADocument8 pagesSOP-4-Making Up & Break Out BHADQE040 HSSENo ratings yet
- CraneDocument100 pagesCraneYati ChanNo ratings yet
- Angles: Naming, Types, and How To Measure ThemDocument20 pagesAngles: Naming, Types, and How To Measure Themjennifer sayongNo ratings yet
- +2.5% Metric Stainless Steel Sheave Gauges - API RP-9BDocument1 page+2.5% Metric Stainless Steel Sheave Gauges - API RP-9BDhanraj PatilNo ratings yet
- Naga 7: Velesto Drilling SDN BHDDocument2 pagesNaga 7: Velesto Drilling SDN BHDmuhammad zahlanNo ratings yet
- Women's Roles in 1950s AmericaDocument9 pagesWomen's Roles in 1950s Americamaximiliano lencinaNo ratings yet
- Engineer's Estimate for Greenery Park DevelopmentDocument185 pagesEngineer's Estimate for Greenery Park DevelopmentSurendra MaharjanNo ratings yet
- ABS-Lifting Appliances Guide E-May17 PDFDocument232 pagesABS-Lifting Appliances Guide E-May17 PDFLeonardo Lannes VieiraNo ratings yet
- Drill Pipe I.RDocument6 pagesDrill Pipe I.REdwin MPNo ratings yet
- Fa2.5i Fa5i Fa5ti PartsDocument52 pagesFa2.5i Fa5i Fa5ti Partsmohammad salleh100% (1)
- Safety Stand Down: Will You Be Under the Next Dropped ObjectDocument13 pagesSafety Stand Down: Will You Be Under the Next Dropped ObjectRauf HuseynovNo ratings yet
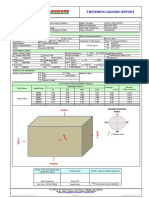
- Thickness Gauge Report SummaryDocument1 pageThickness Gauge Report SummaryRonniNo ratings yet
- Standard Quality RequirementsDocument34 pagesStandard Quality RequirementsJason RobertsNo ratings yet
- 18 - Fork Lift Defect - OptDocument4 pages18 - Fork Lift Defect - OptMoataz NazeemNo ratings yet
- Iso 269-2022-014 Rotary Table NDT Cat IV - Rev1Document1 pageIso 269-2022-014 Rotary Table NDT Cat IV - Rev1Durgham Adel EscanderNo ratings yet
- API RP 8B Drilling Equipment CAT IV InspectionsDocument1 pageAPI RP 8B Drilling Equipment CAT IV InspectionsEdgar MejiasNo ratings yet
- API Spec 8C - Specification For Drilling and Production Hoisting Equipment (PSL 1 and PSL 2)Document6 pagesAPI Spec 8C - Specification For Drilling and Production Hoisting Equipment (PSL 1 and PSL 2)hesam abbaszadehNo ratings yet
- 20-1718 Rig Tongs AOTDocument10 pages20-1718 Rig Tongs AOTRahul M.R100% (1)
- Recommended Practice - Inspection of Vertical Cylindrical Steel Atmospheric Storage Tanks1Document30 pagesRecommended Practice - Inspection of Vertical Cylindrical Steel Atmospheric Storage Tanks1Şeref Aksoy50% (2)
- API RP 2A Platform Inspection Procedure REV 0Document21 pagesAPI RP 2A Platform Inspection Procedure REV 0Putu Yusna Armita100% (3)
- Classification of Drilling EquipmentDocument32 pagesClassification of Drilling EquipmentJose BarreroNo ratings yet
- Scaffolding PDFDocument80 pagesScaffolding PDFLeo Richmond75% (4)
- Advance Energy API 4G Inspection ReportDocument90 pagesAdvance Energy API 4G Inspection ReportMohamed Ismail100% (1)
- Eh WHP Jacket Boatlanding Installation Procedure - 01Document57 pagesEh WHP Jacket Boatlanding Installation Procedure - 01idris100% (1)
- Maintaining Well Integrity Throughout Its LifecycleDocument29 pagesMaintaining Well Integrity Throughout Its LifecycleHSE SABS100% (1)
- GDN-202 - Inspection of Rig PDFDocument27 pagesGDN-202 - Inspection of Rig PDFRajesh100% (1)
- International Limited: Certificate of Visual Examination and MpiDocument8 pagesInternational Limited: Certificate of Visual Examination and MpiMichael OkwuwaNo ratings yet
- Maintaining Flowline EquipmentDocument23 pagesMaintaining Flowline Equipmentralph100% (1)
- Offshore ContainersDocument40 pagesOffshore ContainerssalahjallaliNo ratings yet
- API5b Changes in 16th EditionDocument4 pagesAPI5b Changes in 16th EditionMostafa FikryNo ratings yet
- Inspection Report for JS-04 Rig UnitDocument52 pagesInspection Report for JS-04 Rig Unitjohnj_ramirezNo ratings yet
- T4 Drill Pipe Colour Code Classification Chart NS2Document1 pageT4 Drill Pipe Colour Code Classification Chart NS2Josue Fish100% (1)
- Drilling Failures Identification: An Approach To Reduction of Non-Productive Time During Drilling in The Niger DeltaDocument22 pagesDrilling Failures Identification: An Approach To Reduction of Non-Productive Time During Drilling in The Niger DeltaOKORIENo ratings yet
- Running Procedure: Voestalpine Tubulars GMBH & Co KG Voestalpine Tubulars GMBH & Co KGDocument16 pagesRunning Procedure: Voestalpine Tubulars GMBH & Co KG Voestalpine Tubulars GMBH & Co KGSumesh DethanNo ratings yet
- Everpure SSFM 100M 25 orDocument2 pagesEverpure SSFM 100M 25 orbigcee64No ratings yet
- Bearing NomenclatureDocument1 pageBearing NomenclaturesureshnfclNo ratings yet
- Phased Array UT Weld Inspection and Crack DetectionDocument3 pagesPhased Array UT Weld Inspection and Crack DetectionGistek MarcoNo ratings yet
- Bridon Service Procedure 1Document5 pagesBridon Service Procedure 1Ahmed ButtNo ratings yet
- Summary TER of 13 Unit 20FT ISO Dry ContainerDocument219 pagesSummary TER of 13 Unit 20FT ISO Dry ContainerGhilman0529No ratings yet
- PR-IMS-006-Dropped Object Preventive Scheme (DROPS)Document10 pagesPR-IMS-006-Dropped Object Preventive Scheme (DROPS)Blister PatchNo ratings yet
- Eye Bolt Inspection Report: Last of ExaminationDocument7 pagesEye Bolt Inspection Report: Last of ExaminationRonniNo ratings yet
- DEN-CON TOOL ELEVATOR MAINTENANCE INSPECTION DATADocument2 pagesDEN-CON TOOL ELEVATOR MAINTENANCE INSPECTION DATAHector BarriosNo ratings yet
- Oil Field: Main CatalogueDocument176 pagesOil Field: Main CatalogueM. Aguiar100% (1)
- Mordec-Catalogue 2011 MayDocument83 pagesMordec-Catalogue 2011 Maykiiru88100% (1)
- 1.wash Pipe 8-1-8 SN NNDocument1 page1.wash Pipe 8-1-8 SN NNMuhammad Rijal sembiringNo ratings yet
- Oil India Tender for Supply of Drill PipesDocument13 pagesOil India Tender for Supply of Drill Pipesifebrian100% (1)
- 4.2.3 Bulk Plant MaintenanceDocument4 pages4.2.3 Bulk Plant Maintenancejose jonathan oyola solorzanoNo ratings yet
- Halifax Inspection Services: Used Motor Inspection ReportDocument2 pagesHalifax Inspection Services: Used Motor Inspection ReportMuhammad ShabbirNo ratings yet
- Jsa TubularDocument2 pagesJsa TubularRonniNo ratings yet
- Coflexip Hose (Tr1-031851clm301)Document1 pageCoflexip Hose (Tr1-031851clm301)RonniNo ratings yet
- Day Four of Crane CourseDocument83 pagesDay Four of Crane CourseahmedaboshadyNo ratings yet
- Tesco Corporation: Unit #: Date: Operating DaysDocument1 pageTesco Corporation: Unit #: Date: Operating Daysboy tryadiNo ratings yet
- TECHWELD - Catalog - F2019 2020Document48 pagesTECHWELD - Catalog - F2019 2020Alquin Lunag100% (1)
- Subsea Pipelines and Risers: Yong BaiDocument18 pagesSubsea Pipelines and Risers: Yong Bainina_kawai88745No ratings yet
- Norsok G 001Document70 pagesNorsok G 001Grant HosieNo ratings yet
- Aot GG (350 Ton) Bottleneck ElevatorDocument1 pageAot GG (350 Ton) Bottleneck ElevatorCarlig Radu MihaiNo ratings yet
- OGTC Tubular Inspection Report Format FindingsDocument1 pageOGTC Tubular Inspection Report Format FindingsMuhammad Bilal KhattakNo ratings yet
- TenarisHydril Wedge 563 RunningGuidelines PDFDocument15 pagesTenarisHydril Wedge 563 RunningGuidelines PDFRuilin TanNo ratings yet
- MES - Construction Quality Manual - Rev - 0Document55 pagesMES - Construction Quality Manual - Rev - 0Ishaan ThakerNo ratings yet
- 2023 SD QC Outsource Support RequisitionDocument6 pages2023 SD QC Outsource Support RequisitionKit AnnoncerNo ratings yet
- DES05g10 Crane Load Path GuidanceDocument6 pagesDES05g10 Crane Load Path GuidanceidrisNo ratings yet
- Confined SpaceDocument1 pageConfined SpaceidrisNo ratings yet
- Confined SpaceDocument1 pageConfined SpaceidrisNo ratings yet
- 2020-Apr-08 - HSSE Management Walkdown Finding RegisterDocument2 pages2020-Apr-08 - HSSE Management Walkdown Finding RegisteridrisNo ratings yet
- Materials LessonReviewDocument1 pageMaterials LessonReviewidrisNo ratings yet
- Escaleras Osha PDFDocument2 pagesEscaleras Osha PDFGabrielNo ratings yet
- CARGILL 30 Hours CUSTOMISE 2017Document2 pagesCARGILL 30 Hours CUSTOMISE 2017idrisNo ratings yet
- National Fire Guide Nov 14 Spec v622112017481431Document68 pagesNational Fire Guide Nov 14 Spec v622112017481431idrisNo ratings yet
- WHP02-SMO1-ASCES-19-300003-001 Rev01 Jacket Row 1 Lifting Procedure StampedDocument5 pagesWHP02-SMO1-ASCES-19-300003-001 Rev01 Jacket Row 1 Lifting Procedure Stampedidris100% (1)
- B1 B A1 A: Lifting Pedestal Adaptor Initial Position Plan ViewDocument2 pagesB1 B A1 A: Lifting Pedestal Adaptor Initial Position Plan Viewidris100% (1)
- Comments Response Sheet (CRS) : Page 1 of 2Document51 pagesComments Response Sheet (CRS) : Page 1 of 2idrisNo ratings yet
- LERUS Jakarta - Joining InstructionsDocument1 pageLERUS Jakarta - Joining InstructionsidrisNo ratings yet
- Bridge and Gantry Crane Unit of CompetencyDocument14 pagesBridge and Gantry Crane Unit of CompetencyidrisNo ratings yet
- RA-PROD-013-GALLAF - Hotwork Marking, Cutting, Fit Up On The Rotator MachineDocument8 pagesRA-PROD-013-GALLAF - Hotwork Marking, Cutting, Fit Up On The Rotator MachineidrisNo ratings yet
- RA-PROD-014-GALLAF-General Preheating FlaringDocument11 pagesRA-PROD-014-GALLAF-General Preheating FlaringidrisNo ratings yet
- RA-PROD-012-GALLAF - General PReheating and Flaring NewDocument12 pagesRA-PROD-012-GALLAF - General PReheating and Flaring NewidrisNo ratings yet
- DD RatioDocument15 pagesDD RatioidrisNo ratings yet
- Slings Ddratio Mikeriggs PDFDocument10 pagesSlings Ddratio Mikeriggs PDFidrisNo ratings yet
- API RP 2D Rigger Safety (2 Day) (API-U Approved)Document1 pageAPI RP 2D Rigger Safety (2 Day) (API-U Approved)idris100% (1)
- The British Museum Map July 2021Document3 pagesThe British Museum Map July 2021Tatiana SîrbuNo ratings yet
- Elements of ArchitectureDocument127 pagesElements of ArchitectureIvan HungNo ratings yet
- 1675.does Concrete Lighten or Change Color As It DriesDocument5 pages1675.does Concrete Lighten or Change Color As It DriestvrNo ratings yet
- Office Landscape22Document6 pagesOffice Landscape22dinahadielabrogenaNo ratings yet
- Quarter 3 - Module 2: Different Forms of Arts and Crafts in MindanaoDocument9 pagesQuarter 3 - Module 2: Different Forms of Arts and Crafts in MindanaoRogerson PenaNo ratings yet
- Painting: Chapter NineDocument34 pagesPainting: Chapter NineSoporte CeffanNo ratings yet
- SKU Made production description Q'ty Deadline ETD Lịch Final Suggested In line date kiểm inlineDocument15 pagesSKU Made production description Q'ty Deadline ETD Lịch Final Suggested In line date kiểm inlineVincent NguyenNo ratings yet
- Western Classical ArtsDocument42 pagesWestern Classical Artscharisse nardoNo ratings yet
- Concrete RatioDocument10 pagesConcrete RatioRaviNo ratings yet
- DI 17 Tal Chhapar Rajasthan Kamath DesigDocument6 pagesDI 17 Tal Chhapar Rajasthan Kamath DesigShakti SinghNo ratings yet
- Untitled DocumentDocument2 pagesUntitled Documentgenshintrader22No ratings yet
- Singh - Visual LiteracyDocument2 pagesSingh - Visual LiteracyLai SinghNo ratings yet
- Art Principles and StylesDocument12 pagesArt Principles and Stylesmikaela thereseNo ratings yet
- False Color Chart - IkanDocument1 pageFalse Color Chart - IkanNilson AlvarengaNo ratings yet
- ContinueDocument2 pagesContinueNonato BatistaNo ratings yet
- Fault Tree Analysis-Air BubblesDocument7 pagesFault Tree Analysis-Air BubblesHeart Touching VideosNo ratings yet
- Bund wall concrete layout planDocument1 pageBund wall concrete layout planThokozane SibekoNo ratings yet
- The Hyd Philatelist Sept 2021Document52 pagesThe Hyd Philatelist Sept 2021nsigamanyNo ratings yet
- 3 Andrea Palladio VideoDocument58 pages3 Andrea Palladio VideoPooja MantriNo ratings yet
- Paper IndustriesDocument8 pagesPaper IndustriesMuhammad JunaidNo ratings yet
- CBR 5 HalamanDocument3 pagesCBR 5 HalamanZuan Sandria Baltazar SerangNo ratings yet
- Renaissance Splendors of The Northern ItDocument6 pagesRenaissance Splendors of The Northern ItCamila StringariNo ratings yet
- A002511 Rev 34Document9 pagesA002511 Rev 34Bruno AbudNo ratings yet
- Reading Images in Art Using Four Analysis PlanesDocument5 pagesReading Images in Art Using Four Analysis PlanesRay Allen Bionson RomeloNo ratings yet
- Kayhouse Frankoliver A3planDocument1 pageKayhouse Frankoliver A3planJoseph BloodworthNo ratings yet
- Venus Ceramica 2020 Catalogue Collection PreviewDocument27 pagesVenus Ceramica 2020 Catalogue Collection Previewstevano ryanNo ratings yet