You might also like
- Pre-Concrete Inspection Checklist FormDocument1 pagePre-Concrete Inspection Checklist FormzainalNo ratings yet
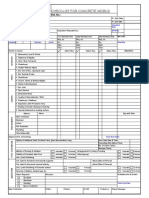
- Checklist Concrete WorksDocument2 pagesChecklist Concrete WorksVenkataramanaiah Puli88% (33)
- 0764 Kali LinuxDocument322 pages0764 Kali LinuxAnonymous wlDp7UrBam0% (2)
- CTR-ST - Structural & Civil (0.6)Document6 pagesCTR-ST - Structural & Civil (0.6)Elias EliasNo ratings yet
- Checklist For Rebar and Concrete WorkDocument4 pagesChecklist For Rebar and Concrete WorkDwinto RachmadNo ratings yet
- Data Sheet: LPG Filling Pump P-001/002/003/004/005/006Document5 pagesData Sheet: LPG Filling Pump P-001/002/003/004/005/006Denstar Ricardo Silalahi100% (1)
- Inspection report-GRVE BlankDocument2 pagesInspection report-GRVE BlankJoseph Perez100% (1)
- Full Analyse of JULIADocument19 pagesFull Analyse of JULIArenan55026No ratings yet
- Checklist by Girish MishraDocument30 pagesChecklist by Girish MishraDeepak Kaushik100% (1)
- Jms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0013Document11 pagesJms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0013amir hakimNo ratings yet
- Design and Build Contract TemplateDocument9 pagesDesign and Build Contract TemplateAlexanderNo ratings yet
- FPM 222 Checklist PlumbingDocument4 pagesFPM 222 Checklist PlumbingAarnav SinghNo ratings yet
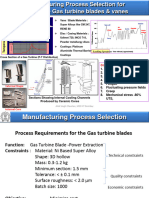
- Manufacturing Process For Gas Turbine BladesDocument10 pagesManufacturing Process For Gas Turbine BladesAli AbasabadarabNo ratings yet
- Gre Pipe Technical Documents PDFDocument64 pagesGre Pipe Technical Documents PDFSunriseNo ratings yet
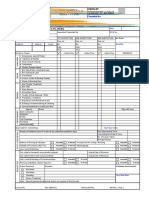
- Checklist For Concrete Works: Name of Work: Employer: Contract No.: ContractorDocument1 pageChecklist For Concrete Works: Name of Work: Employer: Contract No.: Contractormallikarjuna ketheNo ratings yet
- Leaching L0333 AGG079 003 BREDocument45 pagesLeaching L0333 AGG079 003 BREjuli_radNo ratings yet
- Inspection Report-Hdpec BlankDocument2 pagesInspection Report-Hdpec BlankJoseph Perez100% (1)
- Project Report On Edible Oil Packaging Machinery: Indian Institute of Packaging, KolkataDocument36 pagesProject Report On Edible Oil Packaging Machinery: Indian Institute of Packaging, KolkataHemlata nagNo ratings yet
- Mold Check ListDocument10 pagesMold Check Listapk11No ratings yet
- Conductor StringingDocument5 pagesConductor StringingJamie JovellanosNo ratings yet
- TPJC-HK-CONS-WM-0006 Work Method Pilling JettyDocument28 pagesTPJC-HK-CONS-WM-0006 Work Method Pilling JettyDito NarendraNo ratings yet
- Jacking Procedure PDFDocument14 pagesJacking Procedure PDFmanish pathrabeNo ratings yet
- Ponds and Aerated LagoonsDocument24 pagesPonds and Aerated LagoonsGabriella AngNo ratings yet
- 367 Final Fall 2013 AnswersDocument18 pages367 Final Fall 2013 AnswersMona Ali100% (1)
- ATX Specification - Revision 1.1, February 1996Document15 pagesATX Specification - Revision 1.1, February 1996ivanagui2No ratings yet
- POUR CARD New FormatDocument5 pagesPOUR CARD New FormatCivil Site 1775% (4)
- Rane Madras Flow ChartDocument2 pagesRane Madras Flow ChartrathanNo ratings yet
- 4i Case Study Pass Life Improvement 02082018Document22 pages4i Case Study Pass Life Improvement 02082018kiranakkidasNo ratings yet
- On BearingsDocument18 pagesOn BearingsSourabhNo ratings yet
- "National Engineering Industries Limited, Jaipur": Presentation On Practical Training Taken atDocument18 pages"National Engineering Industries Limited, Jaipur": Presentation On Practical Training Taken attrisanka banikNo ratings yet
- Submersible Portable Slurry Dewatering Pump: Single-Phase 550wattsDocument2 pagesSubmersible Portable Slurry Dewatering Pump: Single-Phase 550wattsRuddy Fabrizio Galvez JustinianoNo ratings yet
- 02 .DACC. 15360-Rev1Document40 pages02 .DACC. 15360-Rev1AHMED AMIRANo ratings yet
- Maamoura and Baraka Development Project 3314.02.DACC.15059Document18 pagesMaamoura and Baraka Development Project 3314.02.DACC.15059AHMED AMIRANo ratings yet
- Post Pour Card Issue-A Rev-0Document1 pagePost Pour Card Issue-A Rev-0jenamaniNo ratings yet
- HSM1 Compare To HSM2Document3 pagesHSM1 Compare To HSM2ilham khoirul ibadNo ratings yet
- "National Engineering Industries Limited, Jaipur": Presentation On Practical Training Taken atDocument29 pages"National Engineering Industries Limited, Jaipur": Presentation On Practical Training Taken atbhawaniNo ratings yet
- Test Request Form Concrete Section: (Trial Mix)Document1 pageTest Request Form Concrete Section: (Trial Mix)Nimish MadananNo ratings yet
- Parameters: Service Engineers Units System Stratigraphic ChartDocument14 pagesParameters: Service Engineers Units System Stratigraphic ChartJeniffer TafurNo ratings yet
- Cold Rolling (DG Teori Detil)Document32 pagesCold Rolling (DG Teori Detil)Baginda HamzahNo ratings yet
- Philex Ojt Group Report Group 2Document31 pagesPhilex Ojt Group Report Group 2Krist Jan Jimenez SeparaNo ratings yet
- Micro Shot PeeningDocument2 pagesMicro Shot PeeningS. VeeravelNo ratings yet
- Technical Manual: Edition 1Document154 pagesTechnical Manual: Edition 1DejanNo ratings yet
- Internship Report: Karachi Shipyard & Engineering Works Ltd. 2018-2019Document17 pagesInternship Report: Karachi Shipyard & Engineering Works Ltd. 2018-2019Owl AppleKingNo ratings yet
- 511bm1-Ball MillDocument6 pages511bm1-Ball Millsaberma tecnical officeNo ratings yet
- 05 Metode KerjaDocument19 pages05 Metode Kerjaahmad maulidiNo ratings yet
- Rubber Lining Brochure - KyeamDocument18 pagesRubber Lining Brochure - KyeamMarine SleimanNo ratings yet
- Procedure For Srtuctural Fabrication & ErectionDocument5 pagesProcedure For Srtuctural Fabrication & ErectiondiptiNo ratings yet
- Manufacturing Processfor Gas Turbine BladesDocument9 pagesManufacturing Processfor Gas Turbine BladesDURGAPRASAD JANYAVULANo ratings yet
- Pumpable Shotcrete in LadleDocument9 pagesPumpable Shotcrete in LadlePartha Pratim Singha RoyNo ratings yet
- LINE 1 Crack Repairs - Sakhalin IslandDocument6 pagesLINE 1 Crack Repairs - Sakhalin IslandСергей ScorpNo ratings yet
- BPVC X q-115Document2 pagesBPVC X q-115Emma DNo ratings yet
- TIMOR - Specification For Rubber LiningDocument8 pagesTIMOR - Specification For Rubber Liningdimas prasetyoNo ratings yet
- 02 .DACC. 15361-Rev1Document40 pages02 .DACC. 15361-Rev1AHMED AMIRANo ratings yet
- Maamoura and Baraka Development ProjectDocument12 pagesMaamoura and Baraka Development ProjectAHMED AMIRANo ratings yet
- 11 - TRF (RCC Pour Card)Document2 pages11 - TRF (RCC Pour Card)Santosh KumarNo ratings yet
- Contour Check Bro en 2-7 2024-02-16 A4 Soft-Make-Over WebDocument28 pagesContour Check Bro en 2-7 2024-02-16 A4 Soft-Make-Over WebJuan ArcosNo ratings yet
- Breakthrough Applications Created by Ceramic Injection Moulding Technology (CIM)Document40 pagesBreakthrough Applications Created by Ceramic Injection Moulding Technology (CIM)eitan-dalia4971No ratings yet
- Project Profile On Hard Chromium PlatingDocument13 pagesProject Profile On Hard Chromium PlatingKishora BhatNo ratings yet
- ReinforcingDocument1 pageReinforcingIvan Rudolf De FretesNo ratings yet
- Cm-Elec - (50 To 50) - Send To MGPS at (10-08-2020)Document1 pageCm-Elec - (50 To 50) - Send To MGPS at (10-08-2020)ali morisyNo ratings yet
- Wet Ball Mill Penjelasan SingkatDocument10 pagesWet Ball Mill Penjelasan SingkatBurhan HandoyoNo ratings yet
- Cm-Hvac - (03 To 03) - Send To MGPS at (27-07-2020)Document1 pageCm-Hvac - (03 To 03) - Send To MGPS at (27-07-2020)ali morisyNo ratings yet
- Datasheet For Drum Scrubber of Line B & CDocument4 pagesDatasheet For Drum Scrubber of Line B & Clarbiaboumadi363No ratings yet
- Shut Down Job Schedule Jan 2023Document1 pageShut Down Job Schedule Jan 2023CaripahNo ratings yet
- Parker Drilling Company: Mud PumpsDocument27 pagesParker Drilling Company: Mud Pumpsnardo_ingNo ratings yet
- 750 Silo 2.4m & 6m Floor ReportDocument2 pages750 Silo 2.4m & 6m Floor ReportMAHENDRANo ratings yet
- Manjeera Construction LTD.: ReinforcementDocument5 pagesManjeera Construction LTD.: ReinforcementCivil Site 17100% (1)
- Gouging Procedure: 作 成 - - Drawing No. 審 査 - - 承 認 - - NameDocument5 pagesGouging Procedure: 作 成 - - Drawing No. 審 査 - - 承 認 - - NameAndree Ayma NuñezNo ratings yet
- Test Requisition Contract - Concrete: Gulf Ready MixDocument1 pageTest Requisition Contract - Concrete: Gulf Ready MixVikash KumarNo ratings yet
- Itp-22!11!1 Rev.0 en 10219-Bare Pipe Somatm SaDocument12 pagesItp-22!11!1 Rev.0 en 10219-Bare Pipe Somatm Samahmut gelNo ratings yet
- SRI-ITP-EPC Upgrading Jetty Tuban and Its Ancillary Production and Transportaion Facilities-SBI - MFN22146R0Document8 pagesSRI-ITP-EPC Upgrading Jetty Tuban and Its Ancillary Production and Transportaion Facilities-SBI - MFN22146R0Dito NarendraNo ratings yet
- SRI-GA Drawing-EPC Upgrading Jetty Tuban and Its Ancillary Production and Transportaion Facilities-SBI - FX-1669R0 PDFDocument3 pagesSRI-GA Drawing-EPC Upgrading Jetty Tuban and Its Ancillary Production and Transportaion Facilities-SBI - FX-1669R0 PDFDito NarendraNo ratings yet
- International Trade Additional-ModelDocument1 pageInternational Trade Additional-ModelDito NarendraNo ratings yet
- TC PLAN - TC Blending Silo-Layout1Document1 pageTC PLAN - TC Blending Silo-Layout1Dito NarendraNo ratings yet
- SRI-Installation Anchor-EPC Upgrading Jetty Tuban and Its Ancillary Production and Transportaion Facilities-SBIDocument9 pagesSRI-Installation Anchor-EPC Upgrading Jetty Tuban and Its Ancillary Production and Transportaion Facilities-SBIDito NarendraNo ratings yet
- SRI-TL-EPC Upgrading Jetty Tuban and Its Ancillary Production and Transportaion Facilities-SBI - MFN22144R0Document8 pagesSRI-TL-EPC Upgrading Jetty Tuban and Its Ancillary Production and Transportaion Facilities-SBI - MFN22144R0Dito NarendraNo ratings yet
- TPJC-TQ-CV-004 Value 70 % As Rated Deflection FenderDocument12 pagesTPJC-TQ-CV-004 Value 70 % As Rated Deflection FenderDito NarendraNo ratings yet
- Utm To Lat-Long ConverterDocument2 pagesUtm To Lat-Long ConverterSailesh BudhathokiNo ratings yet
- Engineering Deliverable ListDocument244 pagesEngineering Deliverable ListDito NarendraNo ratings yet
- BBS Wall Blending Silo R2 21.12.2022Document25 pagesBBS Wall Blending Silo R2 21.12.2022Dito NarendraNo ratings yet
- General Plan Jetty & Trestle-LayoutDocument1 pageGeneral Plan Jetty & Trestle-LayoutDito NarendraNo ratings yet
- TPJC-TQ1-DW-C5-641-3G00-025 - REV-1 - Tube Conveyor (641-Bc01) Foundation DetailDocument1 pageTPJC-TQ1-DW-C5-641-3G00-025 - REV-1 - Tube Conveyor (641-Bc01) Foundation DetailDito NarendraNo ratings yet
- Calculation Bucket LiftingDocument2 pagesCalculation Bucket LiftingDito NarendraNo ratings yet
- Front View Side View: - M24x100 - 8.8 Na2W - EN ISO 4017Document3 pagesFront View Side View: - M24x100 - 8.8 Na2W - EN ISO 4017Dito NarendraNo ratings yet
- TPJC-TQ1-DW-C3-391-3S02-001 - REV.1 Blending Silo Architectural Plant Layout-Layout1Document1 pageTPJC-TQ1-DW-C3-391-3S02-001 - REV.1 Blending Silo Architectural Plant Layout-Layout1Dito NarendraNo ratings yet
- Opening Blending SiloDocument1 pageOpening Blending SiloDito NarendraNo ratings yet
- TPJC-TQ1-GN-C0-GN0-GN00-017 Evaluation and Justification of PDA & PIT Test at Clinker SiloDocument11 pagesTPJC-TQ1-GN-C0-GN0-GN00-017 Evaluation and Justification of PDA & PIT Test at Clinker SiloDito NarendraNo ratings yet
- TPJC-TQ1-GA-ME - 511-PN06-001 REV.B DRAWING FOR PAN CONVEYOR (511-PN06) - GENERAL ARRANGEMENT - VerifiedDocument2 pagesTPJC-TQ1-GA-ME - 511-PN06-001 REV.B DRAWING FOR PAN CONVEYOR (511-PN06) - GENERAL ARRANGEMENT - VerifiedDito NarendraNo ratings yet
- Kalkulasi Dudukan Besi Bore PileDocument1 pageKalkulasi Dudukan Besi Bore PileDito NarendraNo ratings yet
- Calculation Bucket Lifting Rev. 1Document2 pagesCalculation Bucket Lifting Rev. 1Dito NarendraNo ratings yet
- TPJC-TQ1-DW-C6-391-3S02-004 - REV.1 Blending Silo Wall Reinforcement Plan Detail & Section-Layout1Document1 pageTPJC-TQ1-DW-C6-391-3S02-004 - REV.1 Blending Silo Wall Reinforcement Plan Detail & Section-Layout1Dito NarendraNo ratings yet
- Status Gallery ConveyorDocument40 pagesStatus Gallery ConveyorDito NarendraNo ratings yet
- TPJC-TQ1-DW-C3-391-3S02-002 - REV.1 Blending Silo Architectural Plan & Section-Layout1Document1 pageTPJC-TQ1-DW-C3-391-3S02-002 - REV.1 Blending Silo Architectural Plan & Section-Layout1Dito NarendraNo ratings yet
- Components A0 01 R00 Layout1 (PN05)Document1 pageComponents A0 01 R00 Layout1 (PN05)Dito NarendraNo ratings yet
- TPJC-TQ1-DW-C8-641-3C02-026 - B - Jetty Head Piling Plan - VerifiedDocument1 pageTPJC-TQ1-DW-C8-641-3C02-026 - B - Jetty Head Piling Plan - VerifiedDito NarendraNo ratings yet
- BBS Pondasi Clinker SiloDocument26 pagesBBS Pondasi Clinker SiloDito NarendraNo ratings yet
- TPJC-TQ1-DW-C2-GN0-GN00-007 - REV.A - Drawing For Drainage Sewer System Manhole DetailDocument1 pageTPJC-TQ1-DW-C2-GN0-GN00-007 - REV.A - Drawing For Drainage Sewer System Manhole DetailDito NarendraNo ratings yet
- TPJC-TQ1-DW-C7-591-BE02-002 - REV.A - Bucket Elevator Framing ElevationDocument1 pageTPJC-TQ1-DW-C7-591-BE02-002 - REV.A - Bucket Elevator Framing ElevationDito NarendraNo ratings yet
- PLSQL To JavaDocument6 pagesPLSQL To JavaselvarunachalamNo ratings yet
- 64K (8Kx8) Parallel EEPROM With Page Write and Software Data Protection AT28C64BDocument18 pages64K (8Kx8) Parallel EEPROM With Page Write and Software Data Protection AT28C64BChu Thi ThuanNo ratings yet
- Accounting Information Systems: Basic Concepts and Current Issues 4th Edition Robert L. HurtDocument29 pagesAccounting Information Systems: Basic Concepts and Current Issues 4th Edition Robert L. HurtJamieNo ratings yet
- Elements of Roads and Highways by Max Fajardo 2nd EditionDocument6 pagesElements of Roads and Highways by Max Fajardo 2nd EditionJ-Ron Calias0% (1)
- AnalysisofUnder reamedPilesSubjectedtoDifferentTypesofLoadinClayeySoil 1 8 PDFDocument9 pagesAnalysisofUnder reamedPilesSubjectedtoDifferentTypesofLoadinClayeySoil 1 8 PDFAkhilesh Kumar SinghNo ratings yet
- VentureDeckingInstallationInstructions LRDocument13 pagesVentureDeckingInstallationInstructions LRGhislainTremblayNo ratings yet
- Computer Fundamentals Questions and Answers - Application SoftwaresDocument3 pagesComputer Fundamentals Questions and Answers - Application SoftwaresSANDIP ROYNo ratings yet
- ZımparaDocument8 pagesZımparalinaNo ratings yet
- Printer UP DF550Document2 pagesPrinter UP DF550Anonymous ZI4787No ratings yet
- 1SDA071192R1 E4 2n 4000 Ekip Dip Lsi 3p F HRDocument3 pages1SDA071192R1 E4 2n 4000 Ekip Dip Lsi 3p F HRjunior_jazzzNo ratings yet
- Alfonso, Michael John Agaser 202005047MN0 Bachelor of Science in Electrical Engineering Enrolled SubjectsDocument1 pageAlfonso, Michael John Agaser 202005047MN0 Bachelor of Science in Electrical Engineering Enrolled SubjectsMJA.AlfonsoNo ratings yet
- Manual Daiwa Tanacom 500 PDFDocument37 pagesManual Daiwa Tanacom 500 PDFHenrique BelliniNo ratings yet
- Backhoe Loaders: 820 860 SX 860 Elite 970 Elite 880 SX 880 Elite 980 EliteDocument4 pagesBackhoe Loaders: 820 860 SX 860 Elite 970 Elite 880 SX 880 Elite 980 EliteJuan Carranza LeonNo ratings yet
- Course Objective and Outcome FormDocument2 pagesCourse Objective and Outcome FormSajedur Rahman MishukNo ratings yet
- Market Consumer Perception Mahindra ThesisDocument95 pagesMarket Consumer Perception Mahindra ThesisHarmeet singh100% (1)
- Electric Companies in AfghanistanDocument8 pagesElectric Companies in AfghanistanRichie Vemon100% (1)
- Chapter 9 PondsDocument65 pagesChapter 9 Pondssheil.cogayNo ratings yet
- Volvo (Dem) and Haldex: History, Function, Diagnosis and RepairsDocument6 pagesVolvo (Dem) and Haldex: History, Function, Diagnosis and RepairsNecsaszNorbertNo ratings yet
- Nokia 5310 Service Manual Level 1 and 2Document16 pagesNokia 5310 Service Manual Level 1 and 2adybosss100% (1)